Что находится в верхней головке шатуна: Конструкция шатуна — RacePortal.ru
Конструкция шатуна — RacePortal.ru
На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы. Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна.
Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий. Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала.
Соединением с натягом, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала. Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы.
Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу. Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.
Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу. Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.
Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые.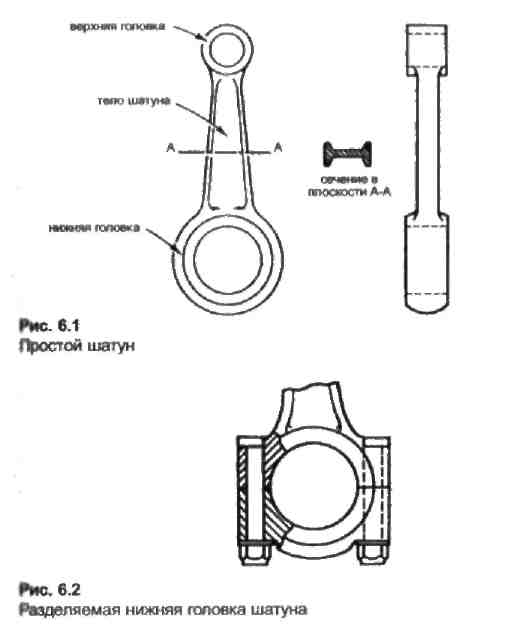
.
Различные типы болтов крепления крышки шатуна. На некоторых болтах видны места, предназначенные для центровки крышки шатуна Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши. Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши. Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей. Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки.
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.
В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой). Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя.
Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя.
Материалы, из которых изготавливаются шатуны с целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей.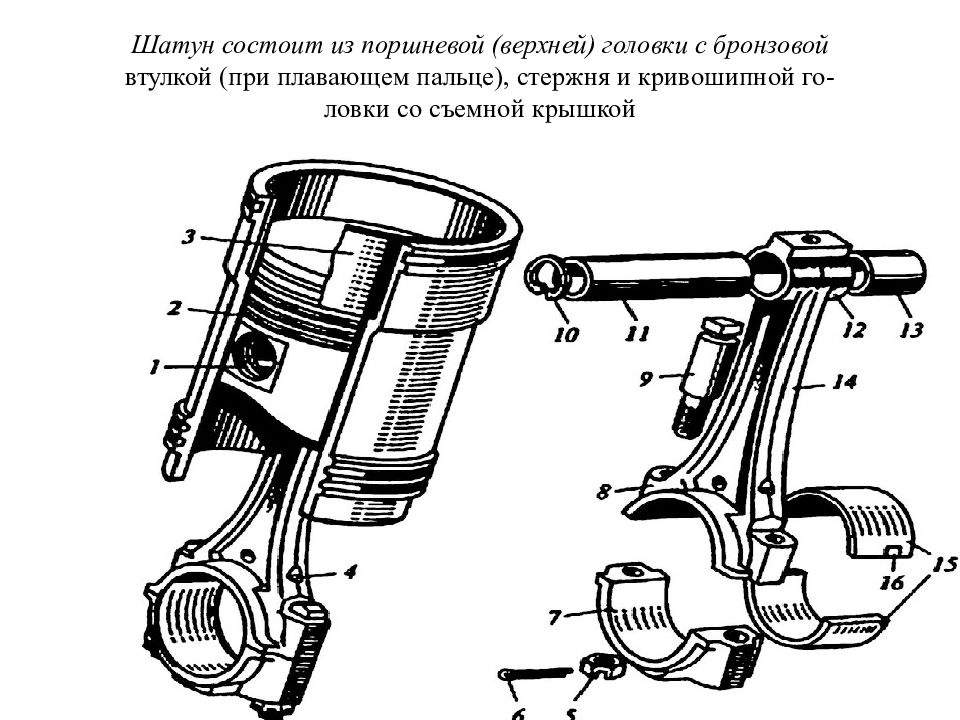 Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий. Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий. Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%. Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями.
Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями.
При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна.
Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна.
Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя. Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления
Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся.
Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся. Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра. Проверка наличия искривления стержня шатуна
Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра. Проверка наличия искривления стержня шатуна
Подшипники верхней и нижней головок шатуна
Ответственной деталью кривошипно-шатунного механизма является шатун (рис. 261), предназначенный для соединения коренного вала с поршнем или крейцкопфом. Верхние головки шатунов выполнены неразъемными, и в них запрессовывают бронзовые втулки, нижние головки имеют горизонтальный или косой разъем. В нижней головке шатуна расположены вкладыши подшипников с баббитовой заливкой. [c.380] Точным мерительным инструментом- обмеряют основные детали двигателя зеркало цилиндра, поршень (включая канавки колец), штоки клапанов и их направляющие, поршневой палец и втулку верхней головки шатуна с целью установления износа этих деталей. Снимают шатун и осматривают состояние подшипника нижней головки шатуна. [c.147]
[c.147]
Затем тщательно проверяется перпендикулярность шатуна к оси шейки кривошипа (коленчатого вала). Для этого нижняя головка шатуна соединяется с кривошипом. Затянув болты подшипника нижней головки, устанавливают кривошип в верхней мертвой точке, причем нижнюю головку шатуна размещают посередине шейки кривошипа, а верхнюю головку по оси цилиндра. Среднее положение [c.449]
Непараллельность верхней образующей постели мотылевого подшипника (нижней головки шатуна) и оси верхней головки шатуна проверяют линейным индикатором со стойкой на проверочной плите по схеме, приведенной на рис. 145. Непараллельность должна быть пе более 0,02 мм на 100 мм длины. [c.251]
Рамы компрессоров, представляющие собой отливки коробчатой формы, имеют различную конфигурацию, в зависимости от схемы расположения цилиндров и конструктивного исполнения машины. Шатуны — штампованные или кованые. В нижних головках шатунов устанавливают подшипники скольжения, в верхних — подшипники скольжения или качения. Крейцкопфы — чугунные или стальные, цельнолитые или со съемными башмаками, с баббитовой заливкой или без нее. Для лучшей уравновешенности машин поршни ступеней низкого давления обычно изготовляют литыми из легких сплавов или сварными из стали. [c.14]
В нижних головках шатунов устанавливают подшипники скольжения, в верхних — подшипники скольжения или качения. Крейцкопфы — чугунные или стальные, цельнолитые или со съемными башмаками, с баббитовой заливкой или без нее. Для лучшей уравновешенности машин поршни ступеней низкого давления обычно изготовляют литыми из легких сплавов или сварными из стали. [c.14]
На всасывающей линии масляного шестеренчатого насоса 2 устанавливают фильтр 1 (грубой очистки). На нагнетательной линии насоса в средних и крупных компрессорах устанавливают щелевые пластинчатые фильтры 4 (тонкой очистки). Эти фильтры периодически очищают проворачиванием их вручную. Щелевой фильтр снабжен перепускным клапаном 5, который в случае резкого повышения давления масла сбрасывает его из нагнетательного маслопровода в картер. Масло, пройдя щелевой фильтр, направляется по наружному маслопроводу 10 к сальнику, а затем по сверлениям в валу — к подшипникам вала и к нижним головкам шатунов. Верхние головки шатунов могут смазываться разбрызгиванием масла из картера или от насоса по сверлению в шатуне. При использовании коренных подшипников скольжения к ним подводят все масло от насоса, которое затем по масляным каналам коленчатого вала поступает к шатунам и сальнику. [c.92]
При использовании коренных подшипников скольжения к ним подводят все масло от насоса, которое затем по масляным каналам коленчатого вала поступает к шатунам и сальнику. [c.92]
В компрессорах по стуку определяют величину зазоров в подшипниках верхней и нижней головки шатуна и коренных подшипниках скольжения, поломку пластин и пружин клапанов, ослабление буферных пружин крышек безопасности. В подшипниках скольжения поршневых компрессоров по мере увеличения зазоров возрастают ударные нагрузки, что легко обнаружить по интенсивности звука. Изношенные подшипники качения издают повышенный дребезжащий звук. Поломка клапанов характеризуется появлением посторонних дребезжащих шумов. Ослабление буферных пружин обнаруживают по сильным ударам (хлопанью) крышки безопасности удары возникают в моменты наибольшей загрузки компрессора, например при пуске или влажном ходе. [c.187]
Затем собирают подшипник нижней головки шатуна, равномерно затягивают шатунные болты, устанавливают всасывающий клапан и приступают к замеру боковых зазоров между поршнем и стенками цилиндров.
 Зазоры измеряют щупом в четырех положениях поршня — в верхней и нижней мертвых точках и в двух промежуточных положениях. [c.170]
Зазоры измеряют щупом в четырех положениях поршня — в верхней и нижней мертвых точках и в двух промежуточных положениях. [c.170]Ремонт подшипников нижней головки шатуна (залитых баббитом) ничем не отличается от ремонта коренных подшипников. Параллельность образующих постелей верхней и нижней головок шатунов больших размеров проверяют при помощи контрольных пальцев (валиков) и уровня по схеме, показанной на рис. 146. [c.253]
Ремонт шатунов в большинстве случаев сводится к ремонту или замене подшипников верхней и нижней головок, шатунных болтов и редко к правке погнутого шатуна (стержня). В отъемных шатунах (к которым поршневые пальцы крепятся болтами) ремонту подлежит опорная часть шатуна, где в результате ударных нагрузок может появиться наклеп. Прогиб стержня шатуна устраняют домкратами или специальными оправками в холодном состоянии или с подогревом. Способ устранения прогиба выбирают после тщательного осмотра и об.мера. Шатуны со стрелой прогиба более 10 мм рекомендуется выравнивать с применением подогрева при вынутых подшипниках верхней и нижней головок.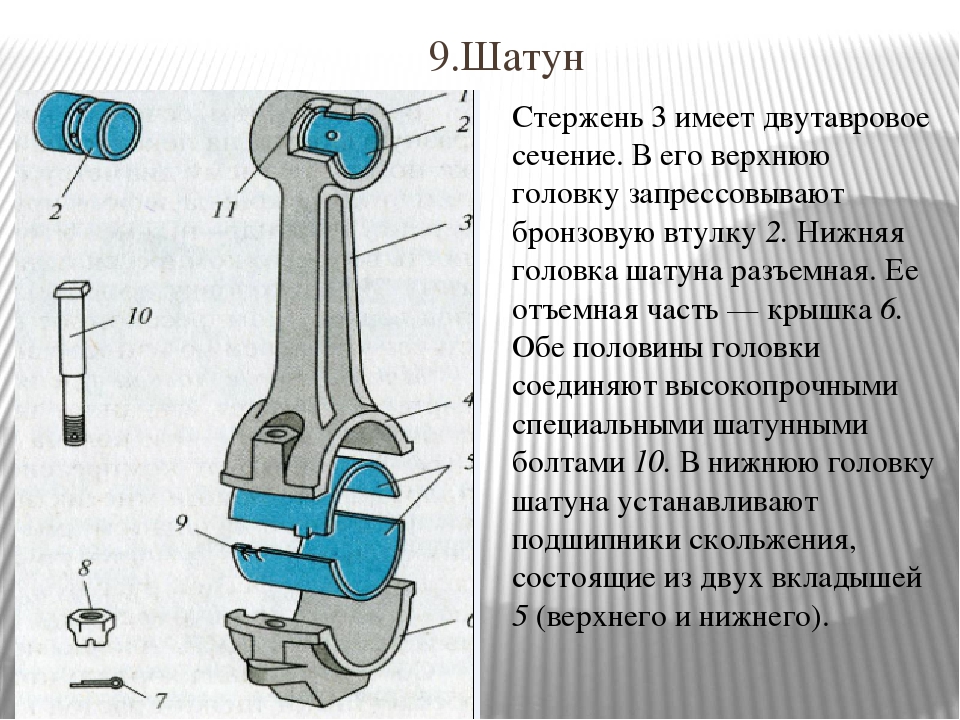 После выравнивания стержня шатун подвергают дефектоскопии для выявления трещин. Недопустимы даже незначительные трещины. Изогнутые и скрученные шатуны, как правило, ремонту не подлежат, их заменяют новыми. Наклеп устраняют опиливанием с последующим шабрением по плите или контрольному пальцу в шатунах с цилиндрической поверхностью сопряжения с пальцем. После исправления поверхностей неперпендикулярность обрабатываемого торца к оси стержня шатуна не должна превышать 0,02 мм на 100 мм ширины торца, а пятна краски должны равномерно распределяться по всей поверхности торца с густотой не менее трех пятен на квадрате со стороной 25 мм. Наклеп на верхней опорной поверхности отъемной нижней головки шатуна устраняют опиливанием и шабрением с последующей проверкой по плите. [c.238]
После выравнивания стержня шатун подвергают дефектоскопии для выявления трещин. Недопустимы даже незначительные трещины. Изогнутые и скрученные шатуны, как правило, ремонту не подлежат, их заменяют новыми. Наклеп устраняют опиливанием с последующим шабрением по плите или контрольному пальцу в шатунах с цилиндрической поверхностью сопряжения с пальцем. После исправления поверхностей неперпендикулярность обрабатываемого торца к оси стержня шатуна не должна превышать 0,02 мм на 100 мм ширины торца, а пятна краски должны равномерно распределяться по всей поверхности торца с густотой не менее трех пятен на квадрате со стороной 25 мм. Наклеп на верхней опорной поверхности отъемной нижней головки шатуна устраняют опиливанием и шабрением с последующей проверкой по плите. [c.238]
Шатун штампованный из углеродистой стали, стержень шатуна круглого сечения, пустотелый. В верхней головке шатуна установлен игольчатый подшипник. Нижняя головка шатуна отъемная, выполнена в виде стальной штамповки из двух половин, которые заливаются баббитом.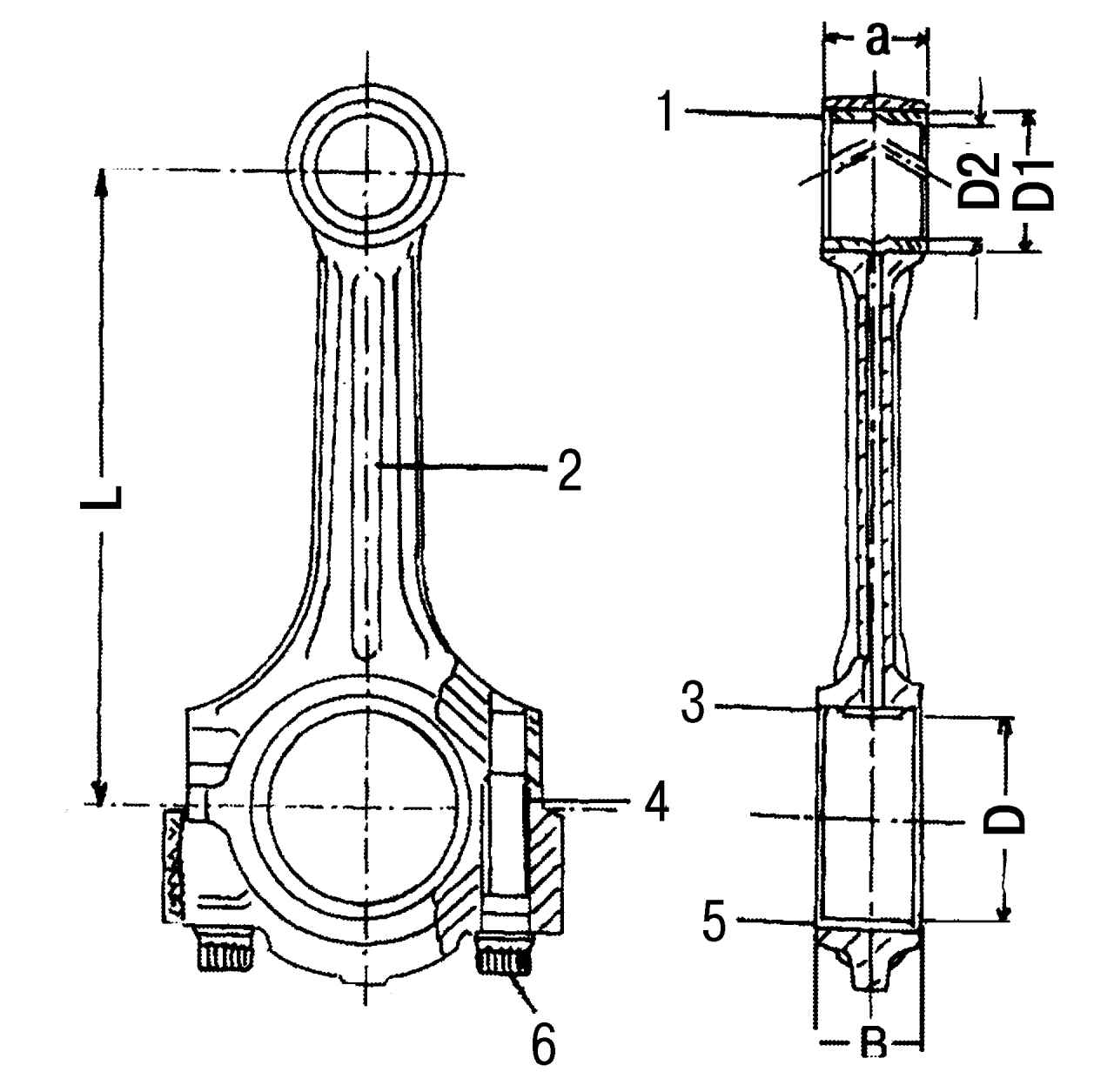 Нижняя головка кренится к шатуну двумя болтами. [c.169]
Нижняя головка кренится к шатуну двумя болтами. [c.169]
Смазке подлежат все трущиеся пары в компрессоре поршень в цилиндре, палец в поршне или в крейцкопфе, палец к верхней головке шатуна, крейцкопф в направляющих, кривошипная шейка вала в нижней головке шатуна, вал в коренных подшипниках, уплотнение вала или штока (сальник), механизм передачи движения от вала к масляному насосу. [c.323]
Шатуны изготовлены из стали 35. Нижние головки шатунов выполнены разъемными. В головках установлены вкладыши подшипников, залитые баббитом марки Б-83. В верхние головки шатунов запрессованы бронзовые втулки, в которые вставляют пальцы поршней. [c.91]
Общее устройство компрессора показано На рис. 38. В верхней части чугунного корпуса П находится цилиндр 1, внизу которого с одной стороны расположен задний подшипник коленчатого вала 11, с другой — гнездо для переднего подшипника 13. Передний подшипник съемный, что сделано для возможности монтажа вала. Подшипник фиксируется от проворачивания стопором 15 и закрепляется замочным кольцам 14. На кривошипной шейке вала закреплен своей нижней головкой шатун 10, верхняя головка которого соединена с поршнем 2 при помощи поршневого пальца. [c.60]
Подшипник фиксируется от проворачивания стопором 15 и закрепляется замочным кольцам 14. На кривошипной шейке вала закреплен своей нижней головкой шатун 10, верхняя головка которого соединена с поршнем 2 при помощи поршневого пальца. [c.60]
Коленчатый вал стальной, цельнокованый с привернутыми чугунными противовесами, установлен в корпусе на двух сферических шариковых подшипниках и соединен с поршнями посредством шатунов, имеющих в нижних головках подшипники с баббитовой заливкой, а в верхних головках — бронзовые втулки. Подшипники нижней головки шатуна разъемные и для регулировки зазора в разъеме имеют набор прокладок. [c.92]
Верхняя И нижняя головки шатуна снабжены игольчатыми или самоустанавливающимися роликовыми подшипниками, которые собираются на консистентной смазке. Периодически раз в 3 месяца смазку обновляют. [c.331]
Нижние головки шатунов разъемные с вкладышами, залитыми баббитом Б83. В верхней головке шатунов устанавливаются игольчатые подшипники. Маслосъемные кольца вмонтированы в корпус газового сальника, промежуточный фонарь не предусмотрен. [c.112]
Маслосъемные кольца вмонтированы в корпус газового сальника, промежуточный фонарь не предусмотрен. [c.112]
Механизмы движения со смазкой разбрызгиванием (фиг. 17) обычно конструируются на подшипниках качения. Коленчатый вал выполняется разрезным с тем, чтобы в нижней головке шатуна можно было поставить подшипник качения. Верхняя головка шатуна монтируется в крейцкопф на игольчатых или конических подшипниках. Рабочая поверхность крейцкопфа заливается баббитом. [c.221]
Верхняя и нижняя головки шатуна имеют игольчатые подшипники, которые собираются на эксплуатационной смазке, и затем периодически смазка обновляется. [c.308]
Насосы. В малых холодильных компрессорах применяют центробежные, шнековые и объемные (шестеренчатые и ротационные) насосы. Основной тип насосов компрессоров с вертикальным валом — центробежный, не требующий дополнительных деталей, наиболее простой и надежный. Работа такого насоса не зависит от направления вращения вала, что необходимо в компрессорах с трехфазными электродвигателями.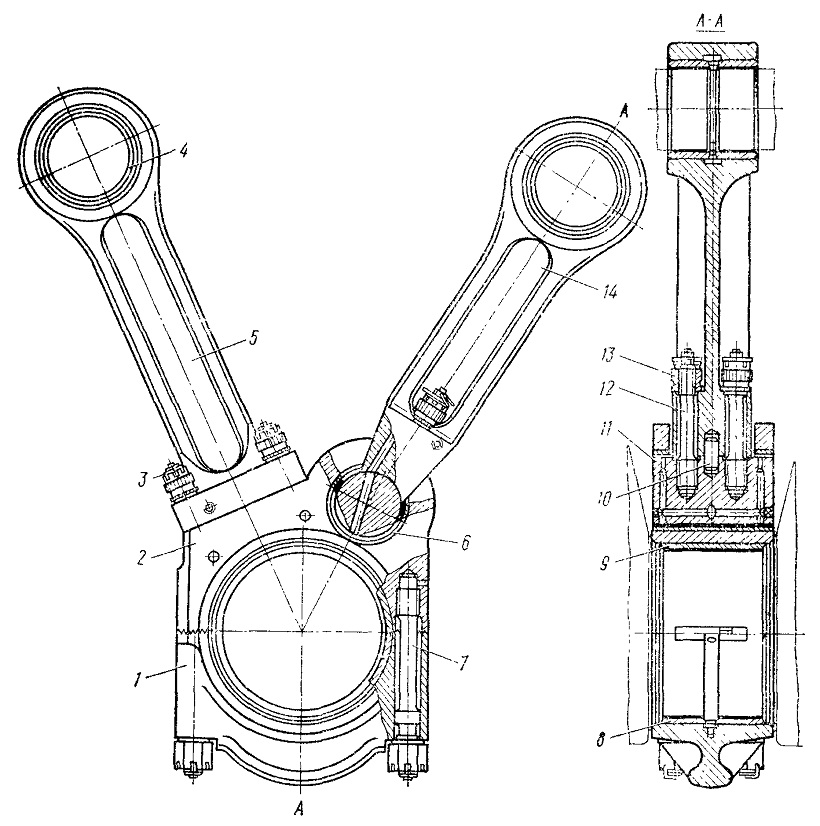 Наиболее распространены центробежные насосы со сверлением в валу, смещенным относительно его оси (рис. 85, а). Масло под действием центробежной силы проходит по радиальному отверстию и вертикальному каналу и далее направляется к парам трения. Иногда в валу располагают два или несколько таких сверлений по одному из них масло поступает к нижней головке шатуна, по другому — к верхнему коренному подшипнику вала эта конструкция, показанная на рис. 85, а, принята в компрессоре ФГ 0,7 3. Диаметр входного отверстия в валу обычно равен 5—6 мм, радиальных и эксцентрично расположенных сверлений — 3—4 мм. Иногда вместо радиальных сверлений применяют пазы на торце вала. Следует учесть, что в таких насосах масло не может проходить по сверлению, пересекающему ось вала. Вертикальные каналы обычно смещены не менее чем на 6—7 мм от оси. [c.142]
Наиболее распространены центробежные насосы со сверлением в валу, смещенным относительно его оси (рис. 85, а). Масло под действием центробежной силы проходит по радиальному отверстию и вертикальному каналу и далее направляется к парам трения. Иногда в валу располагают два или несколько таких сверлений по одному из них масло поступает к нижней головке шатуна, по другому — к верхнему коренному подшипнику вала эта конструкция, показанная на рис. 85, а, принята в компрессоре ФГ 0,7 3. Диаметр входного отверстия в валу обычно равен 5—6 мм, радиальных и эксцентрично расположенных сверлений — 3—4 мм. Иногда вместо радиальных сверлений применяют пазы на торце вала. Следует учесть, что в таких насосах масло не может проходить по сверлению, пересекающему ось вала. Вертикальные каналы обычно смещены не менее чем на 6—7 мм от оси. [c.142]
Одновременно с осмотром поршня вертикального компрессора необходимо проверить верхнюю и нижнюю головки шатуна.
 Слабина нижней головки может быть устранена посредством выемки прокладок и затягивания шатунных болтов. В верхней головке слабина устраняется сменой втулки. В случае работы со слабым подшипником нижней головки шатуна возможен обрыв болтов головки и авария компрессора. [c.181]
Слабина нижней головки может быть устранена посредством выемки прокладок и затягивания шатунных болтов. В верхней головке слабина устраняется сменой втулки. В случае работы со слабым подшипником нижней головки шатуна возможен обрыв болтов головки и авария компрессора. [c.181] Верхняя головка шатунов в большинстве случаев выполняется неразъемной и служит для соединения шатуна с поршнем или крейцкопфом. Для снижения механического трения в условиях высоких радиальных нагрузок в верхнюю головку шатуна запрессовывается бронзовая втулка. На рабочей поверхности втулки выполняют продольные или винтовые канавки, обеспечивающие распределение смазочного масла по всей поверхности поршневого пальца. Если сила, воспринимаемая шатуном, не изменяет своего направления за цикл, то доступ масла к нагруженной стороне шатунных подшипников затруднен, что приводит к увеличению износа трущихся элементов. Во избежание этого в верхней головке шатуна в ряде случаев применяют игольчатые подшипники.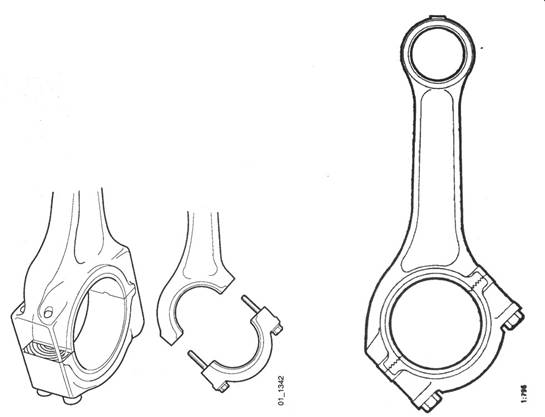 В конструкциях У-образных и вертикальных компрессоров применяют шатуны, у которых верхняя головка выполнена в виде вилки. Вильчатый шатун более сложен в изготовлении, но в сочетании с соответствующим ему крейцкопфом открытого типа позволяет приблизить шток к пальцу крейцкопфа и уменьшить осевые размеры компрессора. К недостаткам вильчатых шатунов следует отнести повышенную массу верхней головки и возможность деформации, что приводит к нарушению работы подшипникового узла в верхней головке шатуна. При выполнении нескольких ступеней компрессора в одном ряду с дифференциальным поршнем в целях компенсации технологических неточностей верхняя головка шатуна может иметь сферическую форму (рис. 6.21). В нижней головке в этом случае предусматривают дополнительный разъем, позволяющий регулировать мертвое пространство в смежных ступенях за счет изменения толщины специальной регулировочной пластины, установленной между стержнем шатуна и нижней головкой. Центровка разъемной головки со стержнем шатуна осуществляется с помощью центрирующих выступа и выточки.
В конструкциях У-образных и вертикальных компрессоров применяют шатуны, у которых верхняя головка выполнена в виде вилки. Вильчатый шатун более сложен в изготовлении, но в сочетании с соответствующим ему крейцкопфом открытого типа позволяет приблизить шток к пальцу крейцкопфа и уменьшить осевые размеры компрессора. К недостаткам вильчатых шатунов следует отнести повышенную массу верхней головки и возможность деформации, что приводит к нарушению работы подшипникового узла в верхней головке шатуна. При выполнении нескольких ступеней компрессора в одном ряду с дифференциальным поршнем в целях компенсации технологических неточностей верхняя головка шатуна может иметь сферическую форму (рис. 6.21). В нижней головке в этом случае предусматривают дополнительный разъем, позволяющий регулировать мертвое пространство в смежных ступенях за счет изменения толщины специальной регулировочной пластины, установленной между стержнем шатуна и нижней головкой. Центровка разъемной головки со стержнем шатуна осуществляется с помощью центрирующих выступа и выточки. [c.164]
[c.164]
Система циркуляционной смазки обслуживает следующие узлы коренные подшипники, кривошипные и крейцкопфные головки шатунов, направляющие крейцкопфа. Движение масла к точкам смазки осуществляется по трем направлениям 1) к коренным подшипникам и от них по сверлениям в коленчатом валу к кривошипным головкам шатуна и далее по сверлениям в стержне шатуна к крейцкопфным головкам 2) к нижней направляющей крейцкопфа 3) к верхней направляющей крейцкопфа. После прохождения через узлы трения масло самотеком сливается в нижнюю часть картера и далее в маслосборник. [c.340]
Перпендикулярность осей цилиндров к оси коленчатого вала проверяют с помощью струны и стрелок или специальным приспособлением. Перекос осей не должен превышать 0,02 мм на 100 мм их длины. Кроме того, проверяют прилегание подшипников нижних головок шатунов, затяжку шатунных гаек, зазор между пальцем н втулкой верхней головки шатуна, посадку пальца в отверстии поршня и установку поршневых колец. Разница зазоров, замеряемых между поршнем и цилиндром в [c.223]
Разница зазоров, замеряемых между поршнем и цилиндром в [c.223]
Верхние головки штампованных шатунов / неразъемные. В них размещены игольчатые подшипники без внутреппен обоймы. Нижние головки шатунов разъемные, с вкладышами, залитыми баббитом. Крышка нижней головки соединяется с телом щатуна двумя шатунными болтами из термически обработанной хромоник левой стали. [c.225]
Корпус приводной части насоса состоит из литой чугунной рамы 1 и картера. Коренной вал 2 прямой, смонтирован на трех роликовых сферических подшипниках. На ступенчатых участках коренного вала расположены эксцентрики, на которые посажены роликовые подшипники (с внутренним диаметром 300 мм), вмонтированные в нижние головки шатунов 3, верхние головки шатунов снабжены игольчатыми подшипниками. Крейцкопфы 4 снабжены баббитовой заливкой и работают в стальных направляющих втулках, запрессованных в расточки картера. Для уменьшения удельной нагрузки на направляющие втулки ось коренного вала смещена на 30 мм по отношению к вертикальной плоскостд, проходящей через оси крейцкопфов. [c.91]
[c.91]
В шатунно-поршневой группе сильно изнашиваются поршни, поршневые кольца, поршневые пальцы, подшипники верхней головки шатуна (втулки, вкладыши), подшипники нижней головки шатуна (мотылевые подшипники), штоки, башмаки, пальцы и подшипники пальцев крейцкопфов, шатунные болты. [c.237]
Насос (рис. 44) имеет пять вертикально расположенных цилиндров и общий вал. Приводная его часть 1 состоит из картера 2 и рамы 3, в которой на трех сферических роликовых нодшинниках 4 установлен коренной вал 5 насоса. На вал напрессованы эксцентрики на них насажены роликоподшипники 7, через которые с эксцентриками соединена нижняя головка шатуна 8. В верхнюю головку шатуна 9 запрессован игольчатый подшипник. Ползуны 10, имеюпще баббитовую заливку, движутся в стальных направляющих. [c.81]
ПОДДОН картера, 2 и / —ведомая и ведущая шестерни, 5 —коленчатый вал, 5 и /5 — коренной и шатунный подшипники, 6 — картер, 7 — шатун с поршнем, 8 — поршневой палец, 9 — цилиндру 10 и 75 — отверстия в верхней и нижней головках шатуна, // —отверстие в бобышке поршня, 12 — заливная горловина, /3 — сетчатыЛ фильтр, /4 —сетка, /7 — разбрызгиватель шатуна, 75 — верхняя ванна поддона, 19 — сливная пробка, 20 — карман картера, 21 п 25 — малый и большой отсеки, 22 — пластинчатая пружина, 23 и 24 — половины верхней масляной ванны, — 1цуп [c.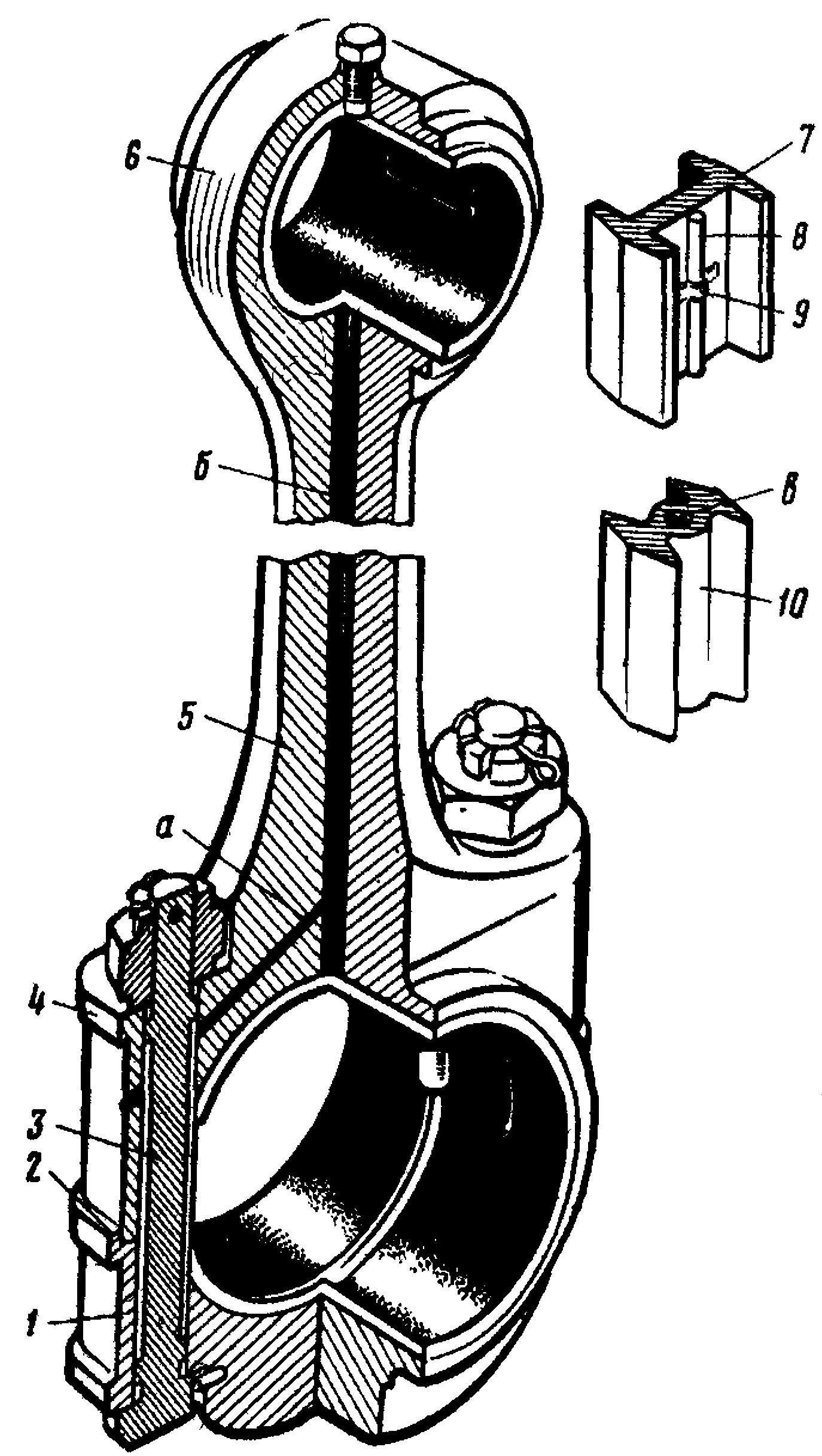 65]
65]
Перед пуском компрессора после окончания всех отделочных работ производят ревизию основных узлов. В процессе ревизии промывают и проверяют коленчатый вал, шатуны, поршни, сальники, всасывающие и нагнетательные клапаны. Тщательно проверяют вкладыши коренных и мотылевых подшипников и щейки вала. Проверку производят на краску. Степень прилегания каждого вкладыша должна соответствовать восьми пятнам краски на площади 25X25 мм рабочей поверхности вкладыша. Зазор между шейками вала и верхними вкладышами допустим в пределах 0,06—0,1 мм. Осевые зазоры у коренных подшипников должны быть 0,06—0,35 мм. Зазоры можно увеличить за счет шабровки баббита вкладышей. Величина зазоров между поршнем и зеркалом цилиндра не должна превышать 10% размеров, предусмотренных чертежами завода-изготовителя. Зазор между нижними головками шатунов и шейкой коленчатого вала должен быть 0,03—0,06 мм. Картер компрессора промывают керосином и заливают чистым маслом. Масло компрессорное 12 применяют в зимнее время года, масло компрессорное 19> — в летнее. [c.236]
[c.236]
Распрессовывают ротор с шейки коленчатого вала. Если на шейке вала в результате распрессовки останутся риски, то шейку надо тщательно зачистить во избежание порчи коренного подшипника вала. Снимают маслоприемник, отвернув два винта отвинчивают два болта нижней головки шатуна и снимают крышку нижней головки. Снимают запорное пружинное кольцо переднего подшипника, устанавливают вал шатунной шейкой в нижнее крайнее положение и, сдвинув поршень с шатуном в крайнее верхнее положение (не поворачивая поршень), вынимают вал из корпуса вместе с передним подшипником и фиксирующим штифтом. После демонтажа вала вынимают из цилиндра поршень с шатуном (рекомендуется сразу же собрать шатун с крышкой, чтобы не перепутать их в дальнейшем). [c.197]
Шатуны. Шатуны компрессоров (рис. 18) представляют собой стержни с двумя головками. Верхней головкой шатуны соединяются шарнирно с поршнем. Головка делается неразъемной с бронзовой втулкой (БроФ-6,5-1,5), запрессованной в ее отверстие.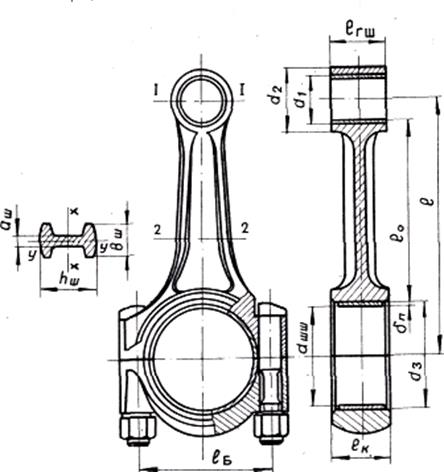 Нижней головкой шатун соединяется с коленчатым валом. Она делается разъемной, и части скрепляются двумя шатунными болтами. В плоскости разъема нижней головки с двух сторон устанавливается одинаковый набор металлических прокладок толщиной от 0,05 до 1 мм для регулирования теплового зазора в подшипнике.. В шатунах с прямым разъемом внутренняя поверхность головки заливается баббитом марки Б-83, Б-16, БН (баббит марки Б-83 применяют на быстроходных крупных компрессорах). [c.72]
Нижней головкой шатун соединяется с коленчатым валом. Она делается разъемной, и части скрепляются двумя шатунными болтами. В плоскости разъема нижней головки с двух сторон устанавливается одинаковый набор металлических прокладок толщиной от 0,05 до 1 мм для регулирования теплового зазора в подшипнике.. В шатунах с прямым разъемом внутренняя поверхность головки заливается баббитом марки Б-83, Б-16, БН (баббит марки Б-83 применяют на быстроходных крупных компрессорах). [c.72]
Детали автомобильных двигателей в основном изготовляются из следующих металлов блоки цилиндров из чугуна, головки блоков цилиндров из чугуна или из алюминиевого сплава нижний картер (масляный) из листовой стали поршни из алюминиевого сплава или чугуна шатуны из стали верхняя головка шатуна с бронзовой втулкой нижняя головка шатуна со сталебаббитовыми вкладышами коленчатый вал из стали коренные подшипники со стале-баббитовыми вкладышами или из сплавов цветных металлов маховик из чугуна распределительный вал из стали.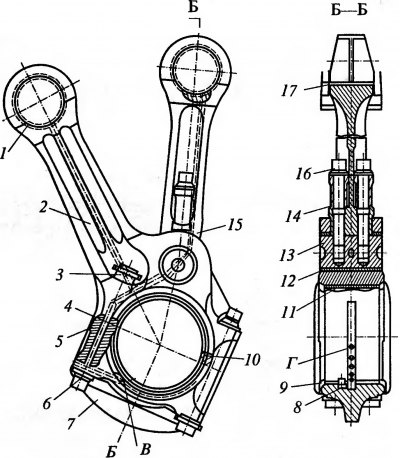 [c.267]
[c.267]
Цилиндровый блок I снабжен охлаждающей рубашкой 2, охватывающей со всех сторон рабочий объем цилиндров. Поршень компрессораЗ—тронкового типа сдвумярядами колец. Нижний ряд поршневых колец закрывает сообщение полости картера 4 с полостью всасывания и задерживает увлечение засасываемым газом смазочного масла. Всасывающие клапаны расположены в поршнях, а нагнетательные—в крышках цилиндра. Поршень компрессора является одновременно и ползуном. Поршневой палец 5 вставляется в бобышки поршня и входит в верхнюю головку шатуна. Нижняя головка шатуна является подшипником для мотылевой шейки коленчатого вала 6. Компрессор работает следующим образом при движении поршня вниз в цилиндре открываются прорези, соединенные со всасывающим трубопроводом. Воздух проходит в среднюю часть поршня, открывает пластины всасывающих клапанов и наполняет компрессор. При движении поршня вверх происходит сжатие и выталкивание газа, который движется все время снизу вверх, осуществляя принцип прямоточности, обеспечивающий большую величину коэффициента подогрева [53]. [c.97]
[c.97]
Коренные шейки вала лежат в двух подшипниках станины. Подшипники—разъемные со вкладышами, залитыми баббитом. Коленчатый вал с двумя мотылевыми шейками снабжен противовесами для уравновешивания сил инерции кривошипно-шатунного механизма. Станина компрессора—закрытого типа, с крышками для осмотра механизма движения. Она одновременно является сборником масла, из которого через фильтр производится его засасывание, а затем нагнетание под давлением в коренные подшипники. Затем масло через отверстия, просверленные в коленчатом валу, подается в нижние головки шатунов и по трубкам, укрепленным на них, в верхние головки к поршневым пальцам. Циркуляция масла осуществляется шестеренчатым масляным насосом, приводимым в движение от коленчатого вала. [c.98]
Всасывание парообразного аммиака происходит через пластинчатый пружинный клапан, расположенный в днище поршня, а выталкивание—через нагнетательные клапаны, находящиеся в ложной крышке цилиндра, прижатой буферной пружиной к своему седлу. Ложная крышка, являющаяся одновременно верхней крышкой цилиндра, предохраняет кривошипно-шатунный механизм от гидравлического удара. Трон-ковые поршни имеют в верхней своей части уплотнительные, а в нижней—маслослизывающие кольца. В средней части поршня в плоскости, перпендикулярной оси вала, расположена его крейцкопфная часть, служащая для воспринятия нормальных составляющих сил, действующих вдоль шатуна. В средней части поршня в плоскости, параллельной оси вала, имеются окна, соединенные со всасывающими окнами цилиндра и патрубком. Цилиндры в верхней своей части имеют водяную рубашку. Картер герметически закрыт глухими боковыми крышками. Коленчатый вал многоопорный. Каждая шатунная шейка вала расположена между двумя коренными подшипниками. Приводной конец коленчатого вала уплотнен мягким сальником. Смазка кривошипно-шатунного механизма производится под давлением шестеренчатым масляным насосом, расположенным на торце свободного конца коленчатого вала. Цилиндры и поршни смазываются маслом, разбрызгиваемым из торцевых зазоров между нижними головками шатунов и галтелями коленчатого вала [c.
Ложная крышка, являющаяся одновременно верхней крышкой цилиндра, предохраняет кривошипно-шатунный механизм от гидравлического удара. Трон-ковые поршни имеют в верхней своей части уплотнительные, а в нижней—маслослизывающие кольца. В средней части поршня в плоскости, перпендикулярной оси вала, расположена его крейцкопфная часть, служащая для воспринятия нормальных составляющих сил, действующих вдоль шатуна. В средней части поршня в плоскости, параллельной оси вала, имеются окна, соединенные со всасывающими окнами цилиндра и патрубком. Цилиндры в верхней своей части имеют водяную рубашку. Картер герметически закрыт глухими боковыми крышками. Коленчатый вал многоопорный. Каждая шатунная шейка вала расположена между двумя коренными подшипниками. Приводной конец коленчатого вала уплотнен мягким сальником. Смазка кривошипно-шатунного механизма производится под давлением шестеренчатым масляным насосом, расположенным на торце свободного конца коленчатого вала. Цилиндры и поршни смазываются маслом, разбрызгиваемым из торцевых зазоров между нижними головками шатунов и галтелями коленчатого вала [c.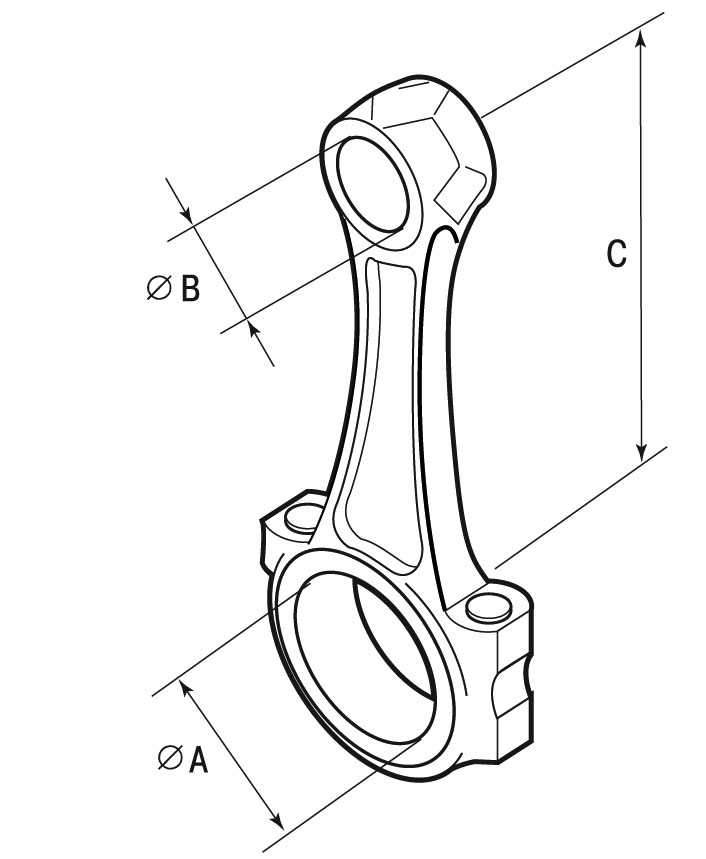 244]
244]
Отличительной особенностью компрессора является закрытый картер 8 с односторонней съемной крышкой, в которой на двух разнесенных роликовых конических подшипниках смонтирован кованый вал с консольным кривошипом 6 и присоединенными к нему шатунами 5, имеющими неразъемные нижние головки с устройствами для разбрызгивания масла. С правой стороны к кривошипу крепится съемный противовес, выполненный совместно с автоматическим регулятором начального давления 7, обеспечивающим разгрузку компрессора в период пуска. На левом конце вала монтируется устройство 1, выполняющее одновременно функции шкива, маховика и вентилятора. Для сокращения затрат мощности и обеспечения заданного расхода воздуха вентилятор имеет профилированные лопатки. Основной поток воздуха направлен на промежуточный холодильник 2, выполненный в виде крльца из оребренных металлических труб, и частично на цилиндры и крышки. Расточки под цилиндры 1-й и П-й ступеней имеют одинаковый диаметр, что позволяет при небольших конечных давлениях повысить производительность компрессора при работе в режиме одноступенчатого сжатия путем замены цилиндра И-й ступени на цилиндр 1-й ступени.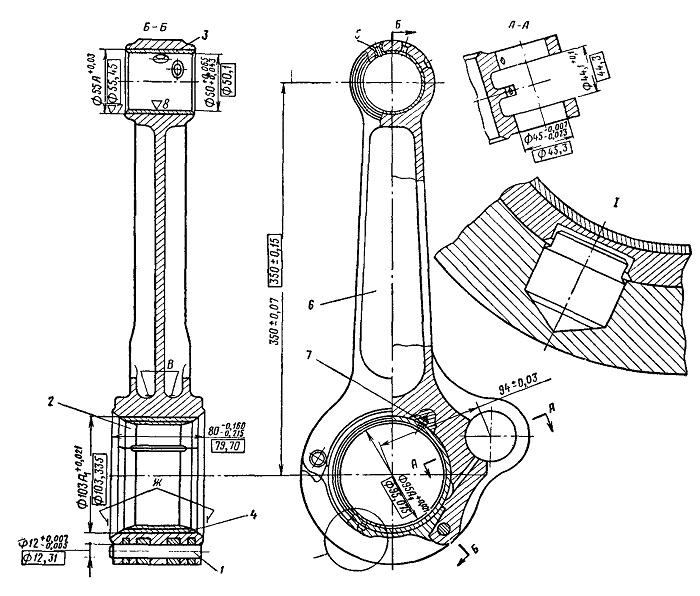 Цилиндры выполнены из чугуна с круговым оребрением в зоне камеры сжатия и крепятся к картеру шпильками через нижний фланец. На верхнем фланце цилиндров устанавливается комбинированный клапан 3, который вместе с крышками крепится к цилиндру шпильками. Для обеспечения надежности работы поршневой палец имеет увеличенный диаметр и смазывается маслом, снимаемым с цилиндров маслосъемными кольцами. Очистка газа на входе в компрессор осуществляется с помощью шумопоглощающего комбинированного фильтра, представляющего собой совокупность циклона и сухого фильтрующего элемента, пропитанного силиконом. Компрессоры снабжены системами автоматического управления работой в зависимости от их назначения. [c.316]
Цилиндры выполнены из чугуна с круговым оребрением в зоне камеры сжатия и крепятся к картеру шпильками через нижний фланец. На верхнем фланце цилиндров устанавливается комбинированный клапан 3, который вместе с крышками крепится к цилиндру шпильками. Для обеспечения надежности работы поршневой палец имеет увеличенный диаметр и смазывается маслом, снимаемым с цилиндров маслосъемными кольцами. Очистка газа на входе в компрессор осуществляется с помощью шумопоглощающего комбинированного фильтра, представляющего собой совокупность циклона и сухого фильтрующего элемента, пропитанного силиконом. Компрессоры снабжены системами автоматического управления работой в зависимости от их назначения. [c.316]
Смазка поршневых головок шатунов — Энциклопедия по машиностроению XXL
Форма и размеры поршневых головок шатунов выбраны с учетом высоких удельных давлений в месте сочленения с поршнем при повышенной температуре и при недостаточной смазке.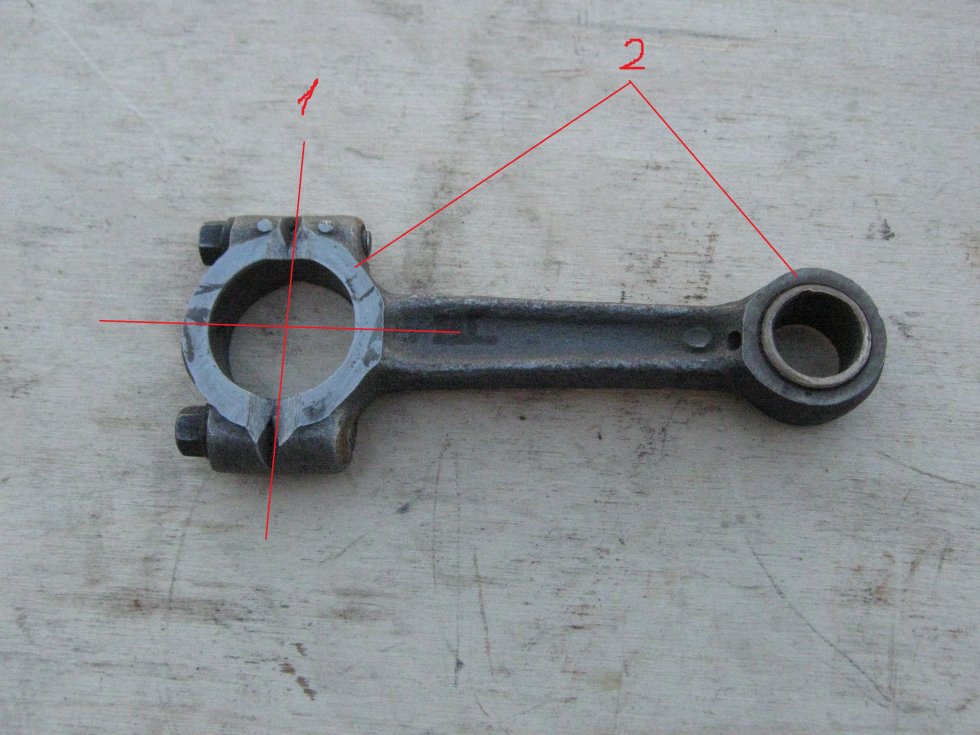 Поршневая головка шатуна подвергается изгибу силами инерции посту-пательно-движущихся масс поршневой группы и силами давления газов. Напряжения изгиба имеют максимальное значение в месте перехода головки в стержень шатуна. Для уменьшения напряжений переход сделан плавно с максимально возможным радиусом. Подшипники поршневых шатунов представляют собой стальные втулки, в которых запрессованы бронзовые втулки из бронзы ОС-8-12. Косые шлицы на поверхности бронзовых втулок служат для охлаждения маслом. Поверхности втулок поршневых головок обработаны не ниже 8-го класса шероховатости.
[c.46]
Поршневая головка шатуна подвергается изгибу силами инерции посту-пательно-движущихся масс поршневой группы и силами давления газов. Напряжения изгиба имеют максимальное значение в месте перехода головки в стержень шатуна. Для уменьшения напряжений переход сделан плавно с максимально возможным радиусом. Подшипники поршневых шатунов представляют собой стальные втулки, в которых запрессованы бронзовые втулки из бронзы ОС-8-12. Косые шлицы на поверхности бронзовых втулок служат для охлаждения маслом. Поверхности втулок поршневых головок обработаны не ниже 8-го класса шероховатости.
[c.46]
В бобышках поршня допускают меньшие удельные давления, чем Б поршневой головке шатуна, что объясняется более высокой их температурой и худшими условиями смазки. [c.171]
Если поршневой палец смазывается не принудительно, то для его смазки в верхней части поршневой головки шатуна предусматривается отверстие 1 (рис. 105, б) или прорезь 2 (рис. 105, в).
[c.175]
105, б) или прорезь 2 (рис. 105, в).
[c.175]
Шатуны имеют двутавровое сечение стержня. Крышка нижней головки шатуна, имеющая плоский разъем, крепится двумя прИзонными болтами с корончатыми гайками. В верхней головке шатуна запрессована втулка из антифрикционной оловянистой бронзы. Через отверстие, просверленное в стержне шатуна, подводится масло для смазки поршневого подшипника шатуна и охлаждения поршня. [c.230]
Шатуны, штампованные из легированной стали, имеют стержень двутаврового сечения с каналом подвода масла для смазки поршневого пальца и охлаждения порщня. Кривошипная головка крепится к стержню шатуна четырьмя шпильками. Между стержнем и кривошипной головкой установлена прокладка для регулирования степени сжатия. В поршневые головки шатунов запрессованы втулки, состоящие из наружной стальной обоймы и внутренней бронзовой втулки с прямыми канавками. Для удобства монтажа шатунные болты всех щатунов установлены головками вниз. [c.243]
[c.243]
Вывод перегретых газов из-под поршня обязателен, так как служит для улучшения смазки верхней головки шатуна, поршневых колец и охлаждения самого поршня. [c.69]
Перед сборкой следует проверить наличие смазочных отверстий. для смазки поршневого кольца. Для того, чтобы обеспечить в сочленении поршень — поршневой палец требуемый натяг 0,01 — 0,03 мм и при этом не повредить рабочую поверхность приливов поршня, его предварительно нагревают в горячей воде до 60—75°. Нагретый поршень 2 устанавливают на призмы 3 приспособления так, чтобы дно поршня касалось упора 4. Во внутреннюю полость поршня вводят верхнюю головку щатуна 1 и укладывают на торец прилива поршня, совмещая оси отверстий для поршневого пальца. Кривошипную головку шатуна укладывают на подставку 5, укрепленную на плите приспособления. Слегка смазав маслом поршневой палец, вводят его в отверстие в стенке поршня и легким нажимом досылают внутрь, соединяя поршень с шатуном, Остается по-
[c. 171]
171]
Поршни И, отлитые из серого чугуна, соединены с шатунами 12 поршневыми пальцами, которые закреплены от осевого смещения в поршнях пружинными кольцами. Нижние головки шатунов имеют разъемные подшипники с крышками, залитые баббитом в верхние головки запрессованы бронзовые втулки. На поршни надеты по два компрессионных и по два маслосъемных кольца. Для смазки 70 [c.70]
Для смазки трущихся поверхностей верхней головки шатуна и поршневого пальца вдоль тела шатуна имеется капал 8, по которому масло из нижней головки шатуна под давлением поступает к верхней головке и поршневому пальцу 14. Через дозирующее отверстие /5 масло посту-пает к внутренней поверхности днища поршня для его охлаждения. [c.180]
Поршневой палец предназначен для шарнирного соединения поршня с шатуном и является осью колебательного движения шатуна. Во время работы поршневой палец подвергается воздействию переменных по величине и направлению нагрузок, носящих большей частью ударный характер. Вследствие высоких температур в бобышках поршня и благодаря переменному вращению поршневой палец работает в условиях полужидкостного трения, что в свою очередь вызывает повышение температуры, ухудшение смазки и повышенный износ трущихся пар (палец — бобышки поршня и палец — верхняя головка шатуна).
[c.167]
Вследствие высоких температур в бобышках поршня и благодаря переменному вращению поршневой палец работает в условиях полужидкостного трения, что в свою очередь вызывает повышение температуры, ухудшение смазки и повышенный износ трущихся пар (палец — бобышки поршня и палец — верхняя головка шатуна).
[c.167]
В автомобильных и тракторных V-образных двигателях в подавляющем большинстве случаев применяют шатуны, расположенные на шатунной шейке рядом. При таком расположении можно применять шатуны обычной конструкции и выполнять оба шатуна одинаковыми. К числу преимуществ расположенных рядом шатунов относится также возможность осуществления смазки поршневого пальца и охлаждения днища поршня через сверления в стержне и верхней головке шатуна. [c.198]
Шатун стальной, двутаврового сечения. В верхнюю головку шатуна запрессована бронзовая втулка, в которой выфрезерована канавка и просверлено отверстие для подвода смазки к поршневому пальцу. Нижняя головка разъемная.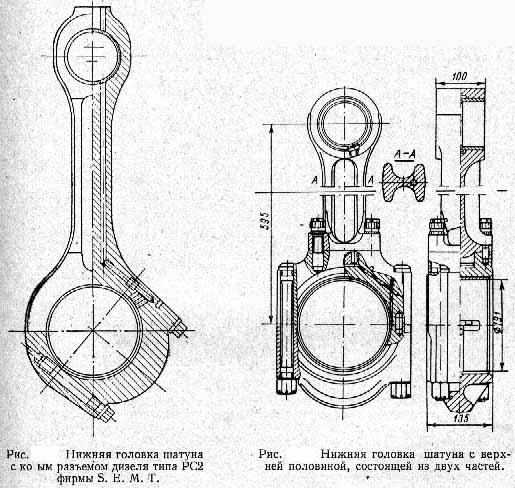 [c.29]
[c.29]
Верхняя головка шатуна поршневым пальцем соединяется с поршнем. При плавающем пальце для уменьшения трения в головку шатуна запрессовывают бронзовую втулку 21. Для смазки трущихся поверхностей в головке и втулке сделаны отверстия. [c.111]
У вихрекамерного двигателя в верхней головке шатуна три отверстия для смазки поршневого пальца. У двигателей с камерой в поршне шатуны имеют осевое сверление в стержне. [c.41]
Верхняя головка шатуна делается обычно неразъемной цилиндрической формы. В нее запрессовывается бронзовая втулка или вставляются стальные вкладыши с тонким слоем антифрикционного сплава, являющиеся подшипником поршневого пальца. Иногда втулку в верхней головке шатуна стопорят болтом, чтобы предотвратить ее проворачивание и перемещение в осевом направлении. Масло для смазки подшипника верхней головки шатуна подводится от шатунной шейки коленчатого вала по каналу в стержне шатуна или забрасывается при
[c.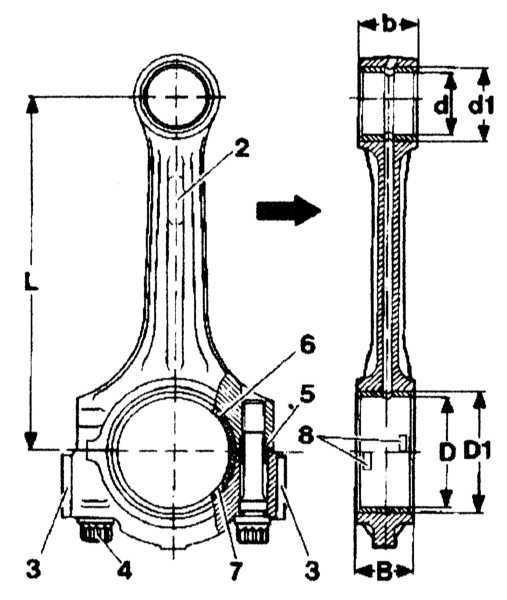 90]
90]
Поршневые пальцы плавающего типа. В холодном состоянии соединение пальца со втулкой верхней головки шатуна характеризуется зазором в несколько микрометров, а с бобышками поршней — небольшим натягом. Поршневые пальцы для сохранения точных посадок подбирают к поршням и шатунам методом селективной сборки. Так как поршневой палец работает в особо тяжелых условиях (высокие тепловые нагрузки, передача больших сил и затрудненность смазки), чистота его рабочей поверхности обычно самая высокая по сравнению с чистотой поверхностей других деталей двигателя. Палец фиксируется в поршне двумя стопорными кольцами. [c.213]
Шатун 24, изготовленный штамповкой из стали, имеет неразъемную верхнюю и разъемную нижнюю головки. В нижней головке шатуна установлены два вкладыша. Крышка 23 нижней головки шатуна крепится к его телу двумя болтами 22. В верхнюю головку шатуна запрессованы две втулки с винтовыми канавками на внутренней поверхности. Между втулками образуется кольцевой зазор, по которому масло для охлаждения поршня подводится к форсунке 14, орошающей днище поршня.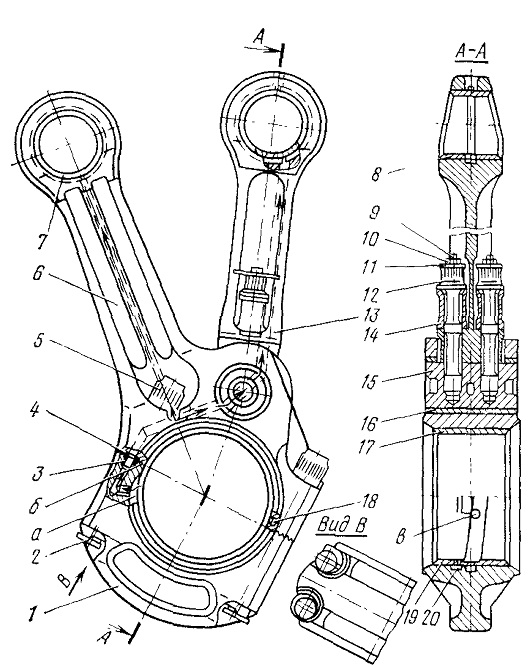 Масло для смазки поршневого пальца и охлаждения поршня поступает по каналу в теле шатуна.
[c.225]
Масло для смазки поршневого пальца и охлаждения поршня поступает по каналу в теле шатуна.
[c.225]
Поршневая головка (фиг. 63) шатуна обычно цилиндрическая, неразрезная. Внутрь головки шатуна запрессовывают бронзовую втулку для уменьшения трения и упрощения ремонта. Во избежание смещения втулку укрепляют различными стопорами — штифтами или специально развальцованными трубками. Обычно рабочая поверхность втулки гладкая. Для лучшего распространения смазки иногда на рабочей поверхности втулок делаются канавки. [c.99]
Подбор поршневого пальца к шатуну производят без смазки на ощупь. Хорошо подобранный поршневой палец под усилием большого пальца руки входит в отверстие втулки верхней головки шатуна. [c.444]
Шатун состоит из верхней головки, с помощью которой он соединен с поршневым пальцем, стержня и нижней головки, опирающейся на роликоподшипник пальца кривошипа. В верхнюю головку шатуна запрессована бронзовая втулка. В верхней головке шатуна сделано два сквозных отверстия для смазки поверхности поршневого пальца.
[c.24]
В верхнюю головку шатуна запрессована бронзовая втулка. В верхней головке шатуна сделано два сквозных отверстия для смазки поверхности поршневого пальца.
[c.24]
Шатуны и их крышки изготовляют из углеродистых или легированных сталей. Тело шатуна обычно имеет двутавровое сечение, которое постепенно увеличивается от верхней головки к нижней. Такая форма придает шатуну необходимую прочность и жесткость при минимальном весе. Для смазки поршневого пальца в теле шатуна вдоль его оси просверливается канал. [c.33]
Для смазки поршневого пальца в верхней головке шатуна имеется вырез, а во втулке — круглое отверстие, совпадающее с ним. [c.22]
Для эффективного осуществления столь важных функций, выполняемых моторным маслом, современные двигатели имеют разветвленную систему циркуляционной смазки трущихся деталей (рис. 1.2). Под давлением масло поступает почти во все подшипники скольжения двигателя. В некоторых двигателях под давлением смазываются направляющие толкателей, поршневые пальцы в подшипнике верхней головки шатуна, подшипники вала привода распределителя зажигания, вала привода водяного насоса и плунжерные пары насоса высокого давления. К остальным трущимся поверхностям (цилиндры, поршни, шестерни распределения и др.) масло поступает разбрызгиванием.
[c.27]
К остальным трущимся поверхностям (цилиндры, поршни, шестерни распределения и др.) масло поступает разбрызгиванием.
[c.27]
Шатун дизеля (рис. 78) имеет малую 4 и большую 1 головки и стержень 5. Малая головка шатуна предназначена для соединения его с поршневым пальцем, а большая с отъемной крышкой 7 — для соединения с коленчатым валом. Сечение стержня выполняется для прочности близким к двутавру в нем просверлен по оси канал, по которому подается масло для смазки и охлаждения поршня. В верхнюю головку шатуна впрессовывают втулку для охвата пальца 5, а в нижнюю вставляют два бронзовых вкладыша 6, залитых баббитом Бк2 2 — шатунные болты с гайками. [c.105]
Система смазки двигателя автомобиля КамАЗ показана на рис. 29. Из поддона масло через маслоприемник засасывается двумя секциями масляного насоса. Через канал в правой стенке масло из нагнетательной секции насоса подается в корпус полнопоточного фильтра, где оно очищается, проходя через два фильтрующих элемента, и поступает в главную масляную магистраль.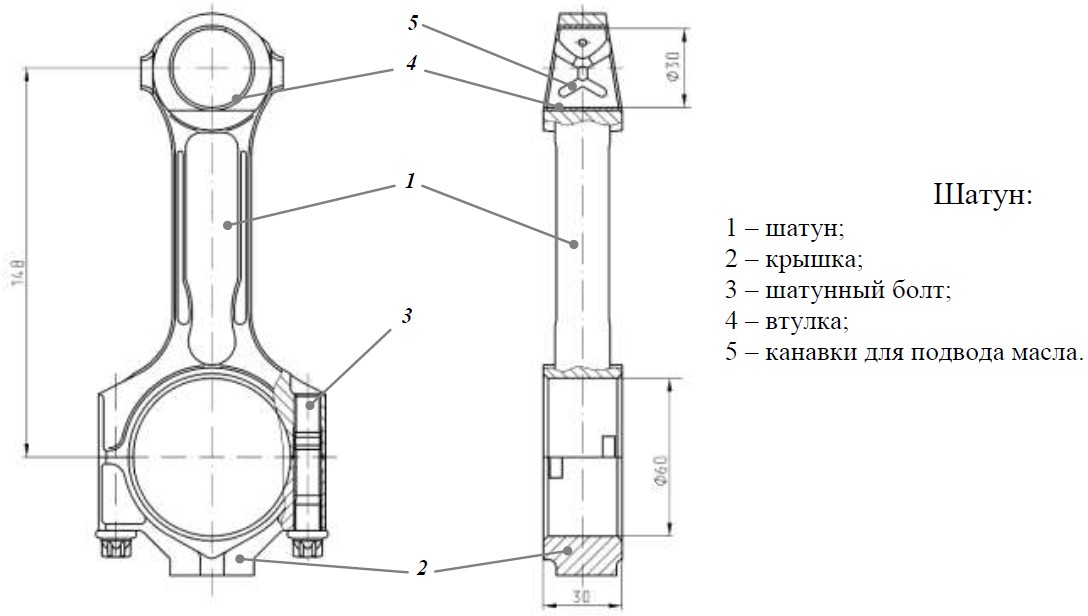 Из главной масляной магистрали масло по каналам в перегородках блока подводится к коренным подшипникам коленчатого вала, к подшипникам распределительного вала, втулкам коромысел и по каналу в штангах клапанов — к толкателям. К шатунным подшипникам коленчатого вала масло подается по каналам в коленчатом валу. Масло, снимаемое со стенок цилиндров маслосъемным кольцом, через отверстия в канавке кольца и сверления в поршне отводится внутрь него и смазывает опоры поршневого пальца в бобышках порш ня и верхней головке шатуна. Из канала в задней стенке блока масло поступает под давлением по трубке к подшипникам компрессора. Из канала в передней стенке блока — для смазки подшипников топливного насоса высокого давления. Из главной масляной магистрали масло под давлением подается к термосиловому датчику, который расположен в переднем торце блока и управляет работой гидромуфты привода вентилятора в зависимости от температуры жидкости в системе охлаждения.
[c.53]
Из главной масляной магистрали масло по каналам в перегородках блока подводится к коренным подшипникам коленчатого вала, к подшипникам распределительного вала, втулкам коромысел и по каналу в штангах клапанов — к толкателям. К шатунным подшипникам коленчатого вала масло подается по каналам в коленчатом валу. Масло, снимаемое со стенок цилиндров маслосъемным кольцом, через отверстия в канавке кольца и сверления в поршне отводится внутрь него и смазывает опоры поршневого пальца в бобышках порш ня и верхней головке шатуна. Из канала в задней стенке блока масло поступает под давлением по трубке к подшипникам компрессора. Из канала в передней стенке блока — для смазки подшипников топливного насоса высокого давления. Из главной масляной магистрали масло под давлением подается к термосиловому датчику, который расположен в переднем торце блока и управляет работой гидромуфты привода вентилятора в зависимости от температуры жидкости в системе охлаждения.
[c.53]
Сопряжение поршневой палец — втулка верхней головки шатуна проверяют на уровне ВМТ при малой частоте вращения коленчатого вала с резким переходом на среднюю. Сильный звук высокого тона, похожий на частые удары молотком по наковальне, указывает на ослабление сопряжения, плохую смазку или чрезмерно большое опережение начала подачи топлива.
[c.123]
Сильный звук высокого тона, похожий на частые удары молотком по наковальне, указывает на ослабление сопряжения, плохую смазку или чрезмерно большое опережение начала подачи топлива.
[c.123]
Шатун 15 двигателей ЯМЗ имеет масляный канал, в который запрессована втулка, дозирующая поступление масла для смазки поршневого пальца. Плоскость разъема крышки 17 нижней головки шатуна расположена под углом 55° к оси стержня шатуна. Такая конструкция позволяет монтировать шатун через цилиндр. Для надежной фиксации крышки на плоскости разъема сделаны треугольные шлицы. [c.17]
Система смазки двигателей ЗИС-ИО, ЗИС-120, Москвич и ЯАЗ-204 отличается от описанной выше системы смазки (двигателя ГАЗ-51) тем, что у указанных двигателей дополнительно смазываются под давлением поршневые пальцы, к которым масло подводится от шатунных подшипников через сверления, выполненные в теле шатунов. У двигателей ЗИС-110, ЗИС-120 и Москвич масляные радиаторы не применяются.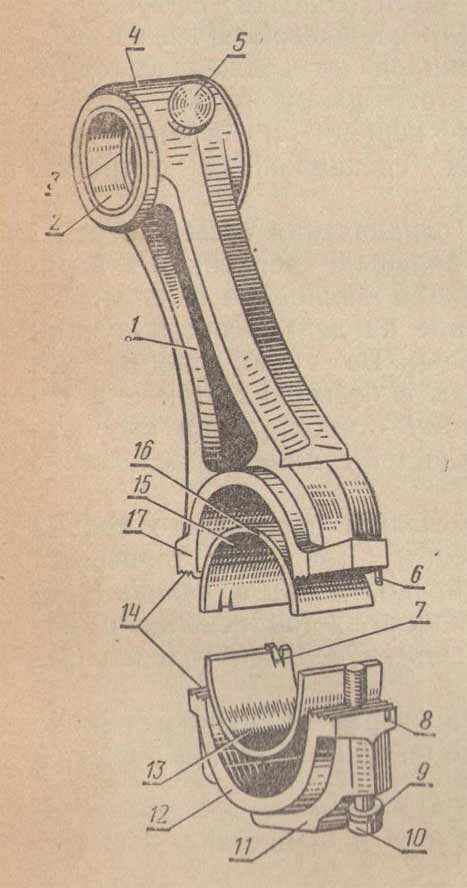 У двигателя ЯАЗ-204 установлен масляный радиатор с водяным охлаждением масла, включенный последовательно с фильтром грубой очистки. В этом двигателе применено также охлаждение днищ поршней маслом, которое подается на их нижнюю поверхность через отверстия, выполненные в верхних головках шатунов.
[c.46]
У двигателя ЯАЗ-204 установлен масляный радиатор с водяным охлаждением масла, включенный последовательно с фильтром грубой очистки. В этом двигателе применено также охлаждение днищ поршней маслом, которое подается на их нижнюю поверхность через отверстия, выполненные в верхних головках шатунов.
[c.46]
Смазка всех основных подшипников двигателя осуществляется под давлением цилиндры, поршни, верхние головки шатунов, поршневые пальцы смазываются путем разбрызгивания. Масло подается от шестеренчатого масляного насоса под давлением 6—9 ama. Малый фильтр проволочно-щелевой. Регулятор двигателя всережимный, центробежного типа, механический — непосредственного действия, смонтирован в одном блоке с топливным насосом. [c.109]
Шатуны стальные двутаврового сечеНия. Нижняя голойкй шатуна отъемная. Вкладыши головки стальные и залиты баббитом БН. Смазка верхней головки шатуна осуш,ествляется через два маслоуловителя, расположенные с торцов поршневого пальца. [c.99]
[c.99]
Внешняя характеристика двигателя представлена на фиг. 13. Порядок работы цилиндров 1—6—2—5—8—3—7-4. Цилиндры чугунные, отлиты заодно с верхней частью картера, расположены вертикально в ряд. Нижний картер штампованный из листовой стали. Головка цилиндров съёмная, общая для всех цилиндров, чугунная. Поршни алюминиевые, с двумя уплотнительными и одним маслосъёмным кольцами. Поршневые пальцы плавающего типа. Шатуны двутаврового сечения, стальные, имеют сверление для смазки поршневого пальца. Вкладыши шатунных подшипников тонкостенные, стальные, с баббитовой заливкой, взаимозаменяемые. [c.96]
Смазка поршневого пальца может осуществляться 1) подводом масла, разбрызгиваемого кривошипным механизмом,через отверстия в верхней головке шатуна и сверления в бобышках поршня, 2) через отверстия маслосъёмного кольца и 3) по трубке или сверлению в теле шатуна. [c.
 119]
119]ДОЛЖНЫ перекрещиваться (фиг. 142, в — концентрация напряженнй в узлах). Применявшиеся прежде концентрические ребра (фиг. 142, а) способствовали повышенной отдаче тепла головке шатуна и ухудшали смазку поршневого пальца.I Поскольку больше всего тепла отводится от дншца через боковые стенки поршня и поршневые кольца в стенки цилиндра, целесообразнее применять ребра, изображенные на фиг. 142, б. Бобышки [c.604]
Вместо втулки иногда для посадки поршневого пальца в головке шатуна применяют игольчатый роликоподшипник. В двухтактных двигателях внутреннего сгорания сила действует на палец всегда в одном направлении, что затрудняет смазку. Поэтому в двигателях этого типа удельное давление на опорной поверхности поршневого пальца должно быть достаточно низким, что достигается увеличением опорной поверхности, как сделано в конструкции по фиг. 158, г. С этой точки зрения более совершенной является колструкция, показанная на фиг. 158, д. [c.611]
Шатун / (рис. 7) стальной, двутаврового сечения. Нижняя головка шатуна имеет разъем под углом 45° для удобства снятия шатуна через цилиндр. Подшипники нижней головки шатуна по устройству аналогичны коренным подшипникам коленчатого вала. Вкладыши подшипников удерживаются от проворачивания усиками, входящими в углубления в стыках половин головки цилиндров. Нижняя половина головки шатуна крепится к верхней двумя болтами (момент затяжки 22 кГм). Верхний вкладыш имеет отверстие для выбрызгивания масла на стенки цилиндров. В верхнюю головку шатуна запрессована бронзовая втулка с прорезью для подвода смазки. Шатун соединяется с поршнем через поршневой палец 2 плавающего типа.
[c.13]
7) стальной, двутаврового сечения. Нижняя головка шатуна имеет разъем под углом 45° для удобства снятия шатуна через цилиндр. Подшипники нижней головки шатуна по устройству аналогичны коренным подшипникам коленчатого вала. Вкладыши подшипников удерживаются от проворачивания усиками, входящими в углубления в стыках половин головки цилиндров. Нижняя половина головки шатуна крепится к верхней двумя болтами (момент затяжки 22 кГм). Верхний вкладыш имеет отверстие для выбрызгивания масла на стенки цилиндров. В верхнюю головку шатуна запрессована бронзовая втулка с прорезью для подвода смазки. Шатун соединяется с поршнем через поршневой палец 2 плавающего типа.
[c.13]
Шатун (фиг. 23, 24) изготовляется из стали, имеет стержень двутаврового сечения. В верхней части стержень шатуна переходит в головку, при помощи которой шатун соединяется поршневым пальцем с поршнем. В верхнюю головку шатуна запрессована бронзовая втулка. Для смазки поршневого пальца в верхней головке шатуна просверлены три отверстия дизели с камерой в поршне, кроме этого, имеют шатуны с осевым сверлением.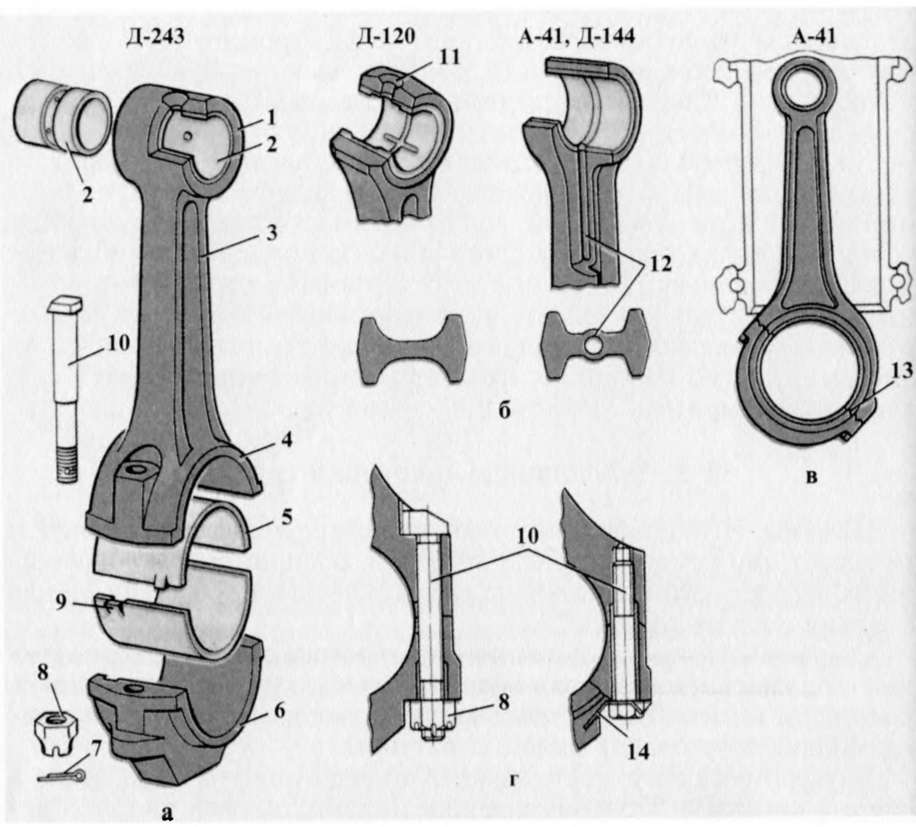 Нижняя головка шатуна имеет съемную крышку, которая снаружи усилена ребром и крепится при помощи шатунных болтов, изготовленных из высоколегированной стали. Корончатые гайки шатунных болтов шплинтуются. Вкладыши нижней головки шатуна — биметаллические, взаимозаменяемые, состоят из двух половин. Верхняя половина вкладыша фиксируется цилиндрическим штифтом, запрессованным в гнездо на шатуне нижняя половина вкладыша фиксируется цилиндрическим штифтом, запрессованным в гнедо на крышке шатуна.
[c.42]
Нижняя головка шатуна имеет съемную крышку, которая снаружи усилена ребром и крепится при помощи шатунных болтов, изготовленных из высоколегированной стали. Корончатые гайки шатунных болтов шплинтуются. Вкладыши нижней головки шатуна — биметаллические, взаимозаменяемые, состоят из двух половин. Верхняя половина вкладыша фиксируется цилиндрическим штифтом, запрессованным в гнездо на шатуне нижняя половина вкладыша фиксируется цилиндрическим штифтом, запрессованным в гнедо на крышке шатуна.
[c.42]
Система смазки принудительная. Под давлением смазываются коренные и шатунные подшлпники коленчатого вала, подшипники распределительного вала, поршневые пальцы и зубья приводных шестерен. Стержни толкателей смазываются из специальных карманов самотеком. На стенки цилиндров масло подается направленным разбрызгиванием через отверстия в нижних головках шатунов [c.117]
В верхнюю головку шатуна запрессована тонкостенная втулка из оловяни-стой бронзы, которая имеет отверстие для смазки поршневого пальца, совпадающее с прорезью в верхней головке шатуна. На верхнем конце шатуна и на
[c.25]
На верхнем конце шатуна и на
[c.25]
Шатун двигателей ЯМЗ имеет масляный канал, в который запрессована втулка, юзируюн1ая поступление масла для смазки поршневого пальца. Плоскость разъема крышки нижней головки шатуна расгюложена под углом 55 к оси стержня шатуна. [c.24]
Шатун поршня двигателя (Часть1). — Автомастер
Шатун поршня двигателя (Часть1).
- Подробности
Шатун поршня в двигателе внутреннего сгорания играет очень важную роль, он является соединяющим звеном цепочки: поршень — коленчатый вал. Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Усталостная прочность шатуна достигается изготовлением его из правильно подобранного материала, удачной конструкции и соблюдении всех технологий.
Для изготовления шатунов применяют стали с содержанием углерода 0,3 — 0,45%:
- марганцовистые;
- хромистые;
- хромоникелевые;
- хромомолибденовые.
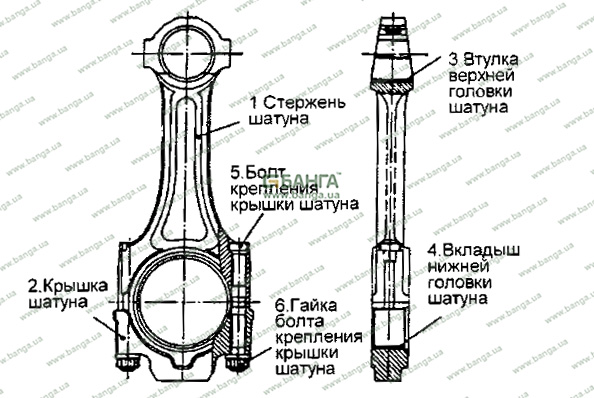
Шатун состоит из стержня, нижней и верхней головки по краям. Через поршневой палец на верхней головке крепится поршень, на нижней, которая является разъемной — коленчатый вал.
Заготовки шатунов получают штамповкой в несколько этапов с промежуточной термообработкой. Это дает высокую вязкость и пластичность при невысокой твердости.
При проектировании двигателя, в шатун закладывается высокая прочность его конструкции путем снятия или максимального уменьшения напряжений в опасных местах.
Для придания прочности конструкции должны быть выполнены следующие условия:
- Переход между верхней головкой и стержнем должен быть максимально широким, в идеальном случае он должен равняться радиусу верхней головки.
- Стержень должен расширяться к нижней головке.

- Середина крышки нижней головки должна иметь большое сечение.
- Площадки под болты и гайки нижней головки не должны ослаблять конструкцию.

Для надежной работы шатуна, должен обладать высокой прочностью не только сам шатун, но и болты, соединяющие две половинки его нижней головки. Так как болты, как и сам шатун подвержены цикличным нагрузкам. Для придания прочности их изготавливают из стали с низким содержанием углерода 0.3%. Резьба на болтах не нарезается, а накатывается, так как катаная резьба прочнее нарезной на 20-30%. Шаг резьбы на болтах: чаще всего М8х1, М9х1 и М10х1, реже применяется М10х1.25, еще реже М8х0.75.
Для центрирования крышек применяются разные варианты.
На большинстве двигателей применяются шатуны с плоским стыком крышки, так как его нижняя часть беспрепятственно проходит сквозь цилиндр (при установке на двигатель поршня и шатуна в сборе). Но встречаются двигатели, где это сделать проблематично, например, на некоторых дизельных двигателях, где шатун из-за больших нагрузок на него выполнен массивнее.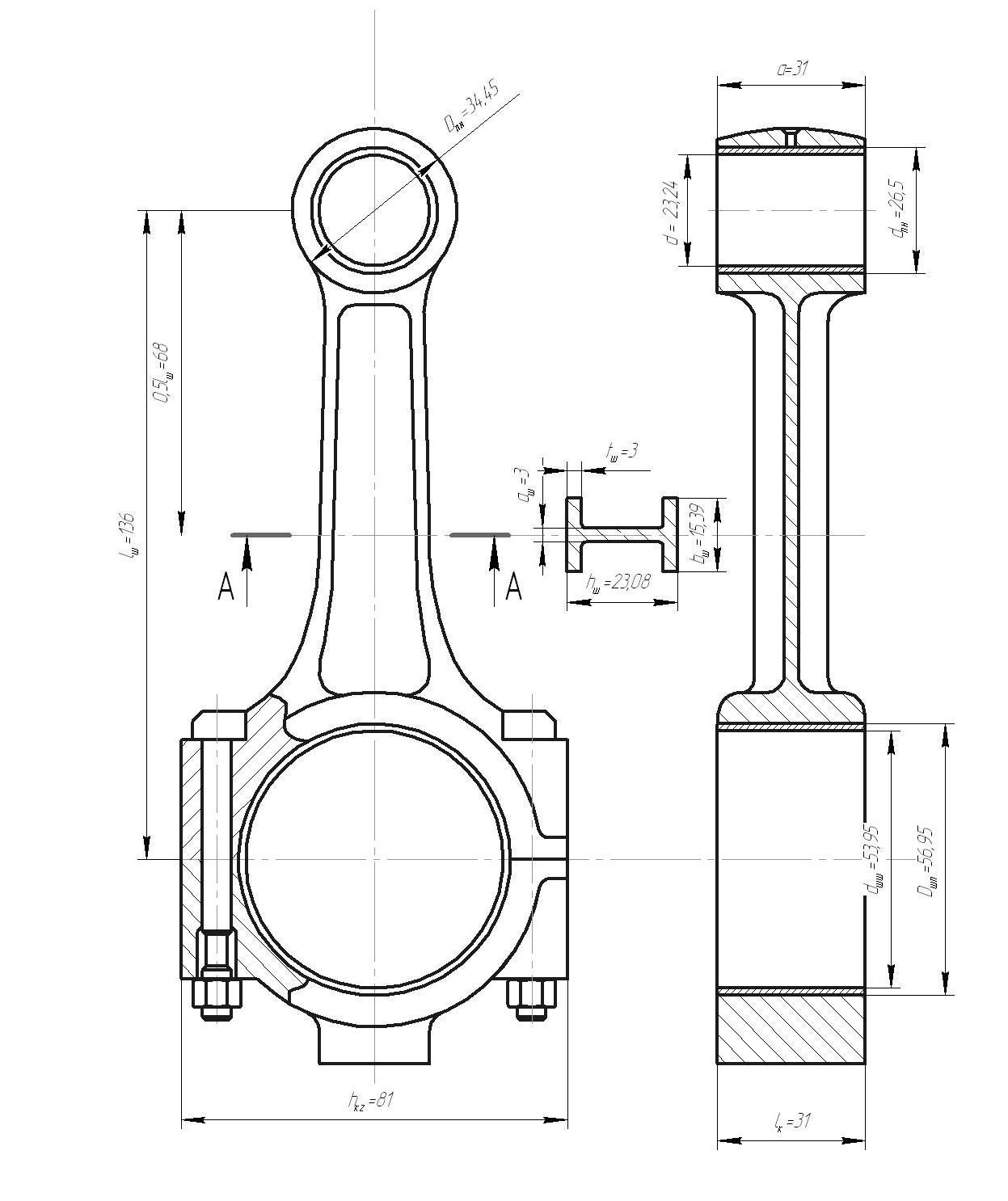 При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.
При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.
Из-за облегчения центрирования нижней крышки по отверстиям на последних двигателях VOLVO, а также ALFA ROMEO применена конструкция с треугольными шлицами на прямом стыке. У них есть один минус, при разрушении шатунного вкладыша, такие шатуны гораздо сложнее в ремонте.
На некоторых последних двигателях именитых марок BMW и FORD применяются “колотые” шатуны. У таких шатунов стыком разъема крышки является хрупкий излом. Огромным преимуществом такой конструкции шатунов является высокая точность отверстия нижней головки, она составляет порядка 0.001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.
Шатун является довольно точной деталью. Основной параметр закладывается в параллельности осей верхней и нижней головки. Здесь его точность должна лежать в пределах 0.02 — 0.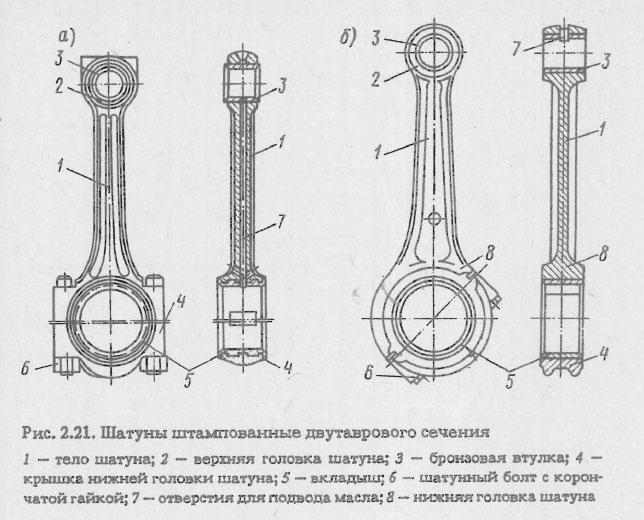 03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
Для уравновешенности всей кривошипно-шатунной системы необходимо провести развесовку шатунов и поршней. Так вот, когда речь идет о развесовке шатунов, то их вес учитывается по отдельности. Для уравновешенности коленчатого вала учитывается вес только нижней головке шатуна, так как именно она совершает вращательное движение и должна быть уравновешенна противовесом коленчатого вала.
Масса нижней его части может быть определена путем ее взвешивания, когда верхняя головка находится на шарнирной опоре.
Масса верхней его части определяется аналогично, только в этом случае на весах взвешивается его передняя часть, а задняя часть находится на шарнирной опоре.
В сумме оба веса должны дать общую массу шатуна.
В следующей части статьи шатун поршня двигателя мы поговорим о верхней головке шатуна.
Шатун не терпит суеты.
 Изнашивание шатуна. Проверка шатуна. Ремонт шатуновСпросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
Изнашивание шатуна. Проверка шатуна. Ремонт шатуновСпросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗОВСКОГО двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно, где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…
Точно определить, параллельны ли оси отверстий головок, можно с помощью специальных измерительных приспособлений фирмы Sunnen.
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Но только на первый взгляд.
Это удобно! Актуальные новости и профессиональные статьи.
Всё о рынке Automotive Aftermarket: авторемонт, автозапчасти, моторные масла, автохимия, оборудование для СТО, автобизнес в лицах, шины, грузовой сервис.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т. е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь …надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Стандартная ситуация — застучал шатунный вкладыш. Многие механики сразу бросаются в бой: ну просто бегут со всех ног шлифовать коленчатый вал в следующий ремонтный размер. Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. А некоторые, особо умелые, вообще себя не утруждают-вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. А некоторые, особо умелые, вообще себя не утруждают-вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
Между тем шатун после перегрева, задира, расплавления или проворачивания вкладышей повреждается со стопроцентной вероятностью. Это покажут не только измерительные приборы, но и просто внешний осмотр: нижняя головка будет иметь характерный перегретый вид со следами цветов «побежалости», а ее отверстие станет некруглым, овальным.
Не лучше обстоит дело и с верхней головкой шатуна. К примеру, выпрессовали палец, нагрели шатун, установили новый поршень с пальцем. А померил ли кто-нибудь натяг пальца в отверстии головки? Многим некогда, торопятся, у других даже приборов нет проверить. Только когда потом палец вылезет и продерет цилиндр, будет поздно — повторный ремонт, скорее всего, окажется дороже и сложнее первого.
Почему палец может вылезти из отверстия, понятно — натяг слишком мал или его нет совсем. А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
В конструкциях с плавающим пальцем нередко оказывается изношенной бронзовая втулка верхней головки шатуна. Причем оценить степень износа на ощупь, без измерений, практически невозможно. Особенно обманчивая картина возникает в случае, если палец смазан маслом — люфт пальца не чувствуется даже при большом зазоре во втулке.
Таким образом, без соответствующей проверки нельзя определить ни дальнейшую пригодность шатуна к работе, ни объем необходимого ремонта. Поэтому главный вопрос — это…
Как проверить шатун?
Проверка шатуна обычно проводится в несколько этапов. Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм).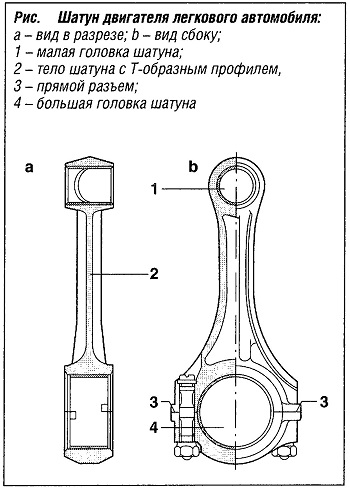 Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Все эти измерения выполнить несложно, нужно лишь время и аккуратность. Другое дело — проверить деформацию стержня шатуна.
Деформация стержня обычно выражается в том, что оси верхней и нижней головок шатуна оказываются непараллельны. Измерить эту непараллельность наиболее точно можно с помощью специального измерительного прибора или приспособления. К сожалению, пока наличие подобных приборов на СТО или в мастерских скорее исключение, чем правило. Поэтому иногда применяют более простые методы проверки, не требующие дорогостоящей оснастки.
Один из возможных альтернативных способов — проверка на поверочной плите. Шатун кладется на плиту, и покачиванием определяется, насколько он деформирован. Разновидность способа-прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). Практика, тем не менее, показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
Разновидность способа-прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). Практика, тем не менее, показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
После того, как шатун проверен, можно приступать к ремонту. Сразу оговоримся — отремонтировать удается шатун с любым из описанных выше дефектов. Правда, при этом требуется оценить эффективность ремонта — с точки зрения надежности двигателя в последующей эксплуатации и экономических соображений.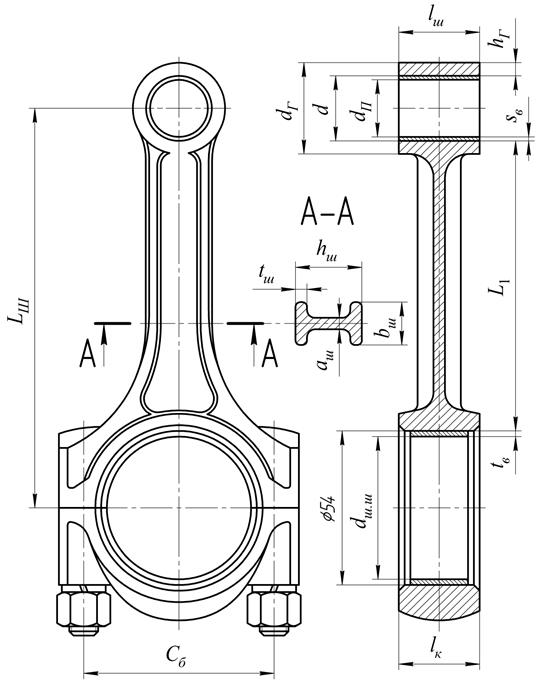 Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том…
Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том…
Проще всего измерить геометрию отверстия нутромером (а), но иногда используют и специальные приборы
Как правильно отремонтировать шатун?
То, что шатун — деталь для ремонта серьезная, — свидетельствуют факты: все иностранные фирмы-производители станков для ремонта деталей двигателей имеют в своей программе и станки для ремонта шатунов. Поэтому без хорошего оборудования браться за такое дело бессмысленно — ошибка будет стоить дорого.
Не менее важен еще один факт: при серийном заводском ремонте двигателей западные фирмы ремонтируют шатуны в обязательном порядке. Так что шатунов, поставленных в двигатель без ремонта, как это еще делают у нас в России, вы там не увидите.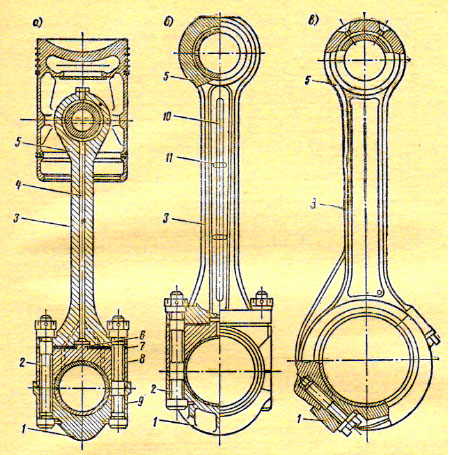
Стандартным видом ремонта шатунов можно назвать ремонт отверстия нижней головки при небольшом отклонении его размера от исходного (номинального) значения. Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
Технология такого ремонта достаточно проста. Вначале крышку шатуна «занижают» (т. е. обрабатывают) по плоскости разъема на небольшую величину — около 0,05-0,1 мм. Это может быть выполнено различными способами, включая шлифование, фрезерование или (при небольшом припуске) притирку. Далее шатун собирается, болты затягиваются рабочим моментом, после чего отверстие обрабатывается в номинальный размер.
Для обработки отверстия в рамках этой технологии чаще всего используются горизонтально-хонинговальные станки — они обеспечивают высокую точность (отклонение размеров и формы отверстия в пределах 0,005-0,010 мм) и производительность.
Однако применение данной технологии возможно только при малых деформациях или износе отверстия нижней головки.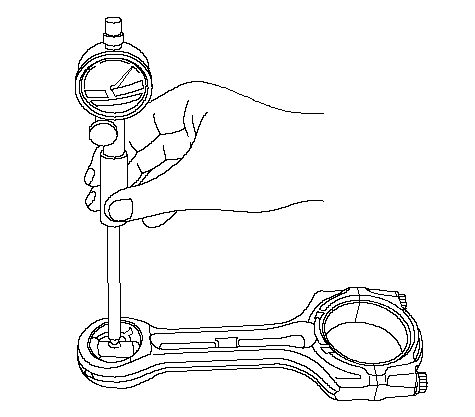 Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
В подобных случаях применяют растачивание отверстий. Этот процесс существенно отличается от предыдущего. Так, нередко приходится «занижать» плоскость разъема не только крышки, но и самого шатуна, иначе около разъема могут остаться необработанные участки поверхности. Кроме того, в процессе растачивания отверстия обеспечивается строгая параллельность осей отверстий головок, поскольку за базу принимается одно из отверстий.
Растачивание выполняется на специализированных расточных станках для шатунов, но с помощью специальной оснастки шатун можно расточить и на универсальном станке (к примеру, на токарном). Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
При ремонте нижней головки следует помнить, что межцентровое расстояние между отверстиями головок всегда уменьшается, причем тем больше, чем больше припуск на обработку отверстия. Это может быть критично для дизелей, где укорочение шатуна даже на 0,1 мм заметно уменьшает степень сжатия и негативно влияет на работу данного цилиндра.
Выдержать требуемое межцентровое расстояние удается с помощью обработки отверстия верхней головки шатуна. Суть этой технологии в том, чтобы заменить в верхней головке втулку и точно расточить отверстие под палец (втулка всегда имеет припуск в пределах 0,3-0,5 мм), приняв за базу отверстие нижней головки и обеспечив заданное межцентровое расстояние. Точно так же поступают и в случае, когда втулка верхней головки изношена и требуется ее замена.
Описанные технологии ремонта обеспечивают высокую надежность работы шатунов и применимы для подавляющего большинства двигателей. Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать…
Для обработки плоскости разъема служит cпециализированный станок фирмы Sunnen (а), но с тем же успехом это можно сделать на универсальном оборудовании, если использовать специальную оснастку (б).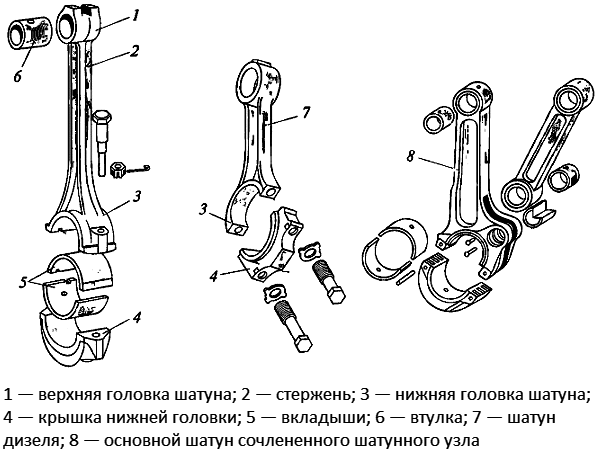
Некоторые «хитрости» в ремонте шатунов
Современные высокофорсированные двигатели характеризуются очень высокой нагруженностью деталей, в том числе шатунов. При неисправности системы смазки, когда происходит задир и расплавление вкладышей, нижняя головка шатуна испытывает значительный перегрев, при котором в материале появляются большие остаточные напряжения и деформации. В дальнейшей эксплуатации после ремонта нижняя головка может снова деформироваться, если в процессе ремонта напряжения не будут сняты, к примеру, старением (выдержка при температуре около 200°С).
Перегрев нижней головки нередко приводит и к перегреву шатунных болтов, прочность которых при этом падает. Для исключения неприятностей (обрыв болта) рекомендуется заменять болты на новые.
Для некоторых двигателей (из отечественных стоит упомянуть КамАЗ) при ремонте не требуется обработка плоскости разъема — достаточно расточить отверстие в ремонтный размер под соответствующие ремонтные вкладыши. Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами.
Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами.
Отметим, что на отдельных моделях моторов Volvo, Mazda, Alfa Romeo разъем крышки выполнен со шлицами. Подобные шатуны также ремонтопригодны, но занижение «шлицевой» поверхности перед ремонтом — весьма трудоемкая операция.
Если в верхней головке шатуна натяг недостаточен для фиксации пальца, единственный способ ремонта — использование пальца с увеличенным диаметром. Таким же способом можно восстановить зазор в отверстии и без замены втулки. В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.
После ремонта за счет снятия металла нижняя головка шатуна становится легче. Если припуск при обработке был значительным и отличался для одного комплекта шатунов, то нелишней будет проверка, а возможно, и подгонка шатунов по массе.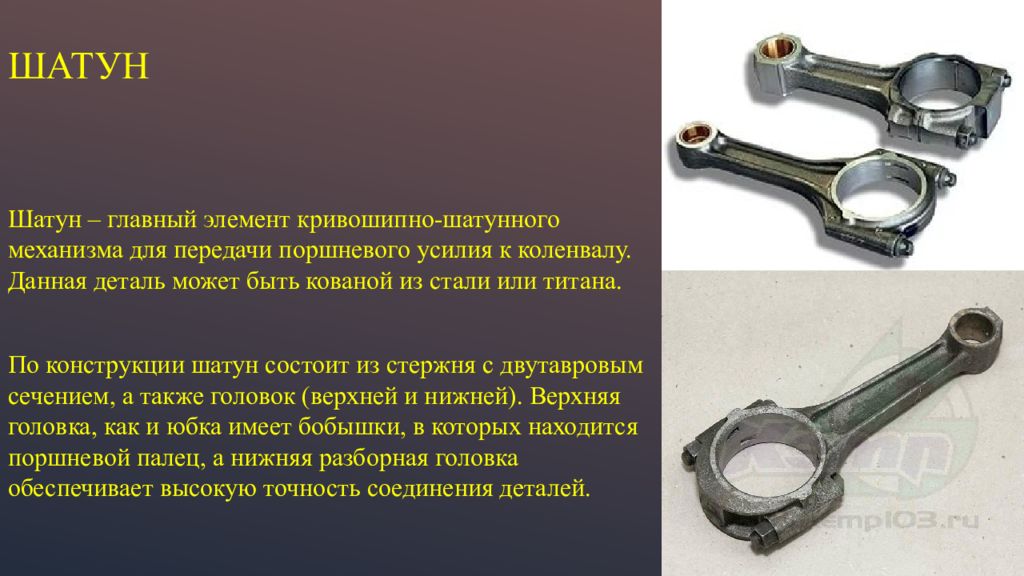 Для отечественных моторов требование подгонки массы становится обязательным, учитывая нестабильное качество изготовления. Эта работа требует аккуратности, как и все другие операции по ремонту шатунов, но только так можно быть уверенным в том, что отремонтированный шатун пройдет не меньше нового.
Для отечественных моторов требование подгонки массы становится обязательным, учитывая нестабильное качество изготовления. Эта работа требует аккуратности, как и все другие операции по ремонту шатунов, но только так можно быть уверенным в том, что отремонтированный шатун пройдет не меньше нового.
Специализированный расточный станок для шатунов — оборудование не из дешевых (а). Альтернативное решение — токарный станок со специальной оснасткой (б).
Хонингование — основной способ окончательной обработки отверстий шатунов, применяется как финишная операция после растачивания.
После грамотного ремонта восстановленный шатун трудно отличить от нового.
ДМИТРИЙ ДАНЬШОВ, директор фирмы «Механика»,
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
Тепловоз ТЭ2 | Шатунно-поршневая группа
Фиг. 38. Приспособленке для подъёмки и притирки по блоку цилиндровой втулки:
1- крюк со стержнем; 2- ограничительный бурт: 3- верхняя шайба; 4 -нижняя шайба; 5- гайка; 6 — рукоятки
Шатун двигателя Д50 изготовлен горячей штамповкой из высококачественной стали маркики 40ХФА ГОСТ 4543-48.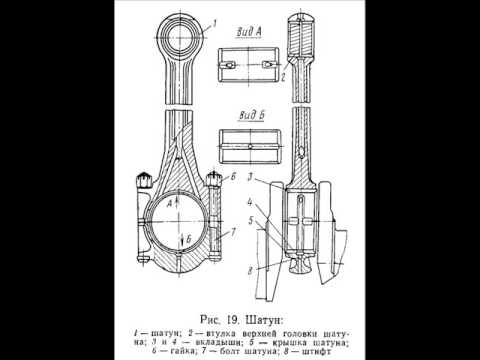
Стержень шатуна 1 (фиг. 39) двутаврового сечения составляет одно целое с верхней головкой 11 и верхней половиной 9 нижней головки. Для подвода смазки к верхней головке в стержне шатуна сделано осевое отверстие 10. Верхняя головка 11 служит для сочленения шатуна с поршнем. В отверстие верхней головки с натягом 0,06-0,10 мм впрессовывается втулка из бронзы ОЦСП 3-7-5-1 ГОСТ 613-50, являющаяся подшипником поршневого пальца. Д.-я подвода смазки к пальцу бронзовая втулка по наружному и внутреннему диаметрам имеет кольцевые выточки с четырьмя радиальными отверстиями. Верхняя головка шатуна установлена на пальце с зазором 0,08-0,’і2 мм и имеет суммарный боковой разбег (по оси пальца) 13,0-14,4 мм.
Нижняя головка шатуна разъёмная и состоит из верхней половины 9 и крышки 6, соединённых между собой четырьмя шатунными болтами. Шатунный болт устанавливается в отверстие нижней (мотылёвой) головки с зазором 0,50-0,84 мм и удерживается от проворачивания штифтом 2 (запрессованным в отверстие шатуна с натягом 0,01-0,05 мм), входящим в вертикальную канавку, профрезерованиую в головке болта.
Для предохранения от поперечного смещения в нижнюю крышку в плоскости разъёма впрессованы с натягом 0,01-0,04 мм вертикальные штифты 8, выступающие части которых с зазором 0,018-0,077 мм входят в отверстия верхней половины 9 головки, фиксируя взаимное положение этих половин одной относительно другой. На каждой стороне крышки 6 па уровне разъёма сделаны выступы 4, служащие для разъединения половші головки.
Шатунные болты 3 затянуты корончатыми ганками 5 с делениями, расположенными на равных расстояниях по цилиндрической части гаек и служащими метками при их затяжке.
В средней части крышки 6 в отверстие 7 установлен штифт, удерживающий вкладыш шатунного подшипника от проворачивания.
В нижнюю головку шатуна вставлены отлитые в металлический вкладыши из бронзы ОЦС 3-12-5 ГОСТ 613-50, внутренняя поверхность которых залита центробежным способом тонким слоем баббита БК2.
Ремонт и проверка шатуна. При среднем и капитальном ремонтах тепловоза шатуны двигателя Д50 тщательно осматривают, ремонтируют и обязательно проверяют отсутствие трещин, перекоса и скручивания головок, проверяют цилипдричность отверстий и расстояние между центрами отверстий в головках.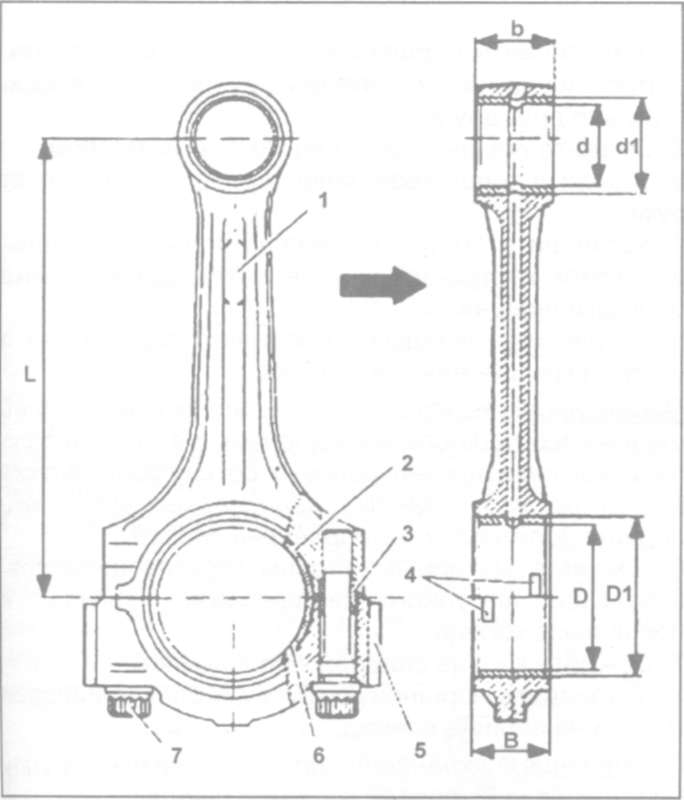
Предварительно все шатуны, подлежащие ремонту,. тщательно очищают и промывают в течение 2-3 час. в содовом растворе (на 10 л воды кладут 85 г мыла, 15 г жидкого стекла, 250 г едкого натра и 330 г кальцинированной соды), нагретом до температуры 90°. Затем шатуны промывают в чистой горячей воде.
При наружном осмотре какие-либо заметные надрывы, наклёпы, забоины и другие пороки на шатуне не допускаются. При обнаружении забоин, натиров их тщательно зачищают.
Шатуны, имеющие трещины, независимо от их происхождения должны быть заменены новыми.
При повреждении или ослаблении штифта 2 (см. фиг. 39), установленного в теле шатуна и удерживающего шатунный болт от проворачивания, штифт заменяют новым.
При наличии трещин, увеличенного зазора на масло более 0,25 мм или ослабления втулки в отверстии верхней головки шатуна она должна быть заменена нозой.
Проверку на отсутствие продольных и поперечных закалочных трещин осуществляют стационарным или переносным дефектоскопом и производят таким же примерно порядком и способом, как и проверку осей колёсных пар подвижного состава.
Проверку на перекос головок производят на специальной плите 1 (фиг. 40, а).
Для этой проверки в отверстия головок шатуна с зазором 0,03 мм устанавливают оправки 3 и 5 длиной 400 мм. Торцы оправок одинаково удалены ст оси стержня шатуна. Затем шатун (концами оправки 3) устанавливают на две призмы 2 верхней головкой вверх (стержень шатуна должен занимать вертикальное положение). Далее при помощи стойки 7 и индикатора 6, ножку которого последовательно устанавливают сверху оправки 5 на расстоянии 15 мм от её торцов, определяют перекос отверстия верхней головки шатуна относительно отверстия нижней головкн (разность Н-її). Перекос допускается не более 0,12 мм.
Проверку па скручивание головок производят иа той же плите и с теми же оправками (фиг. 40. б). Для этой цели шатун устанавливают на три призмы в горизонтальном положении (горизонтальность оправки 3 проверяют индикатором 6, укреплённым на стойке 7) (фиг. 40, а) н при помощи индикатора 6, ножку которого устанавливают поочерёдно с одной и другой стороны оправки Г> на расстоянии 15 мм от её торцов, определяют отклонение (разность М — м), которое допускается не более 0,2 мм.
Фиг. 39. Шатун:
1-стержень; 2 — штифт: 3 — шатунный болт; 4; 5- гайка; 6 — крышка нижней головки; 7— отверстие для штифта, удерживающего от проворачивания вкладыши; 8 — штифт, удерживающпй от смещения; 9 — верхняя половина нижней головки; 10- осевое отверстие; 11- верхняя головка
Проверку шатуна на перекос и скручивание обязательно выполняют два раза, а именно: до запрессовки бронзовой втулки в верхнюю головку шатуна (после расшлнфовки отверстия) и после запрессовки втулки и её шлифовки под палец диаметром 128 мм.
Размер между центрами отверстий нижней и верхней головок шатуна, который должен быть равен 710 ± 0,10 мм, проверяют микрометрической скобой.
Вкладыши шатунных подшипников (фиг. 41) тонкостепные и снабжены буртами 1, которыми вкладыши удерживаются в головке шатуна от осевого смещения. Зазор между буртами вкладышей и торцом головки шатуна допускают в пределах 0,15-0,25 мм на обе стороны с разностью 0,03 мм. На внутренних боковых поверхностях каждого вкладыша выфрезе-рованы холодильники 2. В средней части каждого вкладыша просверлено отверстие 4, которое с внутренней стороны заканчивается продолговатой выемкой, а с наружной стороны — цилиндрической раззенковкой. В верхней половине это отверстие совпадает с осевым отверстием шатуна и служит для подвода смазки к верхней головке шатуна. Нижний вкладыш этим отверстием устанавливается па штифт и удерживает оба вкладыша от проворачивания. В стыках вкладышей шатунных подшипников прокладки не предусмотрены, поэтому регулировку зазора между валом и вкладышем осуществляют или подбором толщины вкладыша (бронза -4- баббит) или шабровкой слоя баббита при условии наличия соответствующего припуска.
В средней части каждого вкладыша просверлено отверстие 4, которое с внутренней стороны заканчивается продолговатой выемкой, а с наружной стороны — цилиндрической раззенковкой. В верхней половине это отверстие совпадает с осевым отверстием шатуна и служит для подвода смазки к верхней головке шатуна. Нижний вкладыш этим отверстием устанавливается па штифт и удерживает оба вкладыша от проворачивания. В стыках вкладышей шатунных подшипников прокладки не предусмотрены, поэтому регулировку зазора между валом и вкладышем осуществляют или подбором толщины вкладыша (бронза -4- баббит) или шабровкой слоя баббита при условии наличия соответствующего припуска.
Наружный диаметр вкладышей шатунного подшипника до разрезки на две половинки (после заливки баббитом) должен составлять 226,5 мм, в то время как внутренний диаметр головки шатуна равен 225 мм. Увеличение наружного диаметра вкладыша необходимо для того, чтобы обеспечить плотную посадку вкладыша и предотвратить его ослабление в головке при работе двигателя.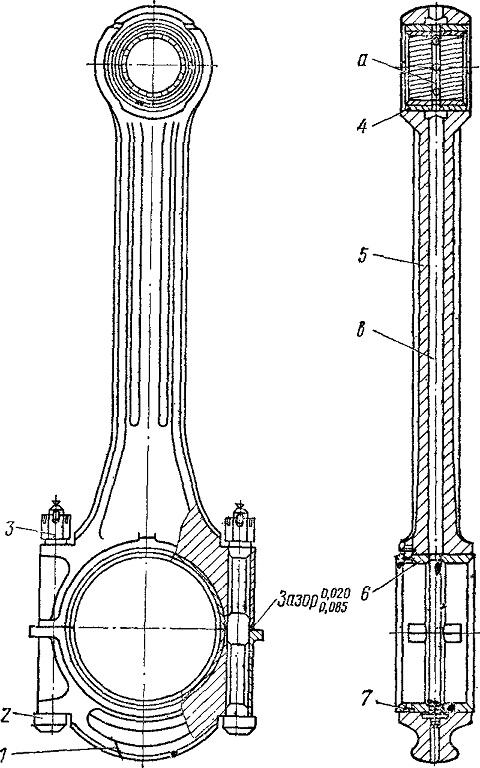 Для правильного расположения вкладышей в головке шатуна торец одной стороны вкладыша должен быть выше торца специального калибра на 0,11-0,13 мм (см. фиг. 41).
Для правильного расположения вкладышей в головке шатуна торец одной стороны вкладыша должен быть выше торца специального калибра на 0,11-0,13 мм (см. фиг. 41).
Перезаливка шатунных вкладышей при ремонте производится примерно таким же способом и порядком, как и коренных подшипников.
Фиг. 42. Шатунный болт
1 — головка; 2 — паз для штифта; 3, 5 — направляющие пояски. 4 — стержень; 6 — резьба; 7-отверстие для шплинта; в -гайка
При наличии выкрашивания или отставания баббита на шатунных вкладышах они должны быть заменены новыми. В исключительных случаях можно оставлять без исправления вкладыши, у которых на рабочей поверхности имеется около 3 см2 и у холодильников 5 см2 выкрошенного баббита, но эти места должны быть тщательно зачищены шабровкой. Иногда выкрошенные места на вкладышах запаивают оловянистым припоем. При наличии коррозийных мест, площадь которых не превышает 30% всей площади баббита, вкладыши могут быть допущены к дальнейшей работе.
Шатунные болты являются ответственной деталью, поэтому в процессе изготовления и эксплуатации на них необходимо обращать особое внимание. Шатунные болты изготовляют из высококачественной стали марки
Шатунные болты изготовляют из высококачественной стали марки
Фиг. 42а. Приспособление для проверки длины шатунного болта:1 — рамка приспособления; 2 — центр для установки головки болта: 3 — головка микрометра;
18ХНВА ГОСТ 4543-48 с последующей термической обработкой — закалкой и высоким отпуском. Стержень 4 (фиг. 42) шатунного болта имеет два направляющих пояска 3 и 5, головку 1 и резьбу 6 для корончатой гайки 8. Для устранения концентрации напряжений сечения разных диаметров имеют плавные переходы. Вся поверхность стержня тщательно шлифуется и полируется. Для выявления закалочных трещин и других пороков все шатунные болты подвергаются обязательной проверке магнитным дефектоскопом.
Каждый шатунный болт при любой возможности подвергают тщательному наружному осмотру при помощи 5- или 10-кратной лупы. При этом какие-либо натиры, забоины и повреждения резьбы не допускаются.
При проверке болта на вытяжку (фиг. 42а) увеличение его длины по сравнению с длиной, записанной в паспорте тепловоза, допускается не более 1 мм.
При проверке болта в центрах станка биение поверхностей направляющих поясков и стержня, а также наружного диаметра резьбы допускается не более 0,10 мм. Биение внутреннего торца головки болта относительно оси симметрии допускается не более 0,05 мм по диаметру 53 мм.
Для обеспечения комплектности шатунного болта н его корончатой гайки их маркируют цифрами от 1 до 4. Эти цифры выбиты на боковой поверхности головки болта и на верхней плоскости гайки.
Затяжка гаек шатунных болтов по старым рискам не является совершенной и поэтому её рекомендуется производить по изменению длины шатунного болта. Для этого перед установкой каждый болт должен быть тщательно промерен по длине и размеры его записаны в журнал. Затяжку гайки нужно производить до тех пор, пока длина болта не увеличится на 0,5 мм против первоначальной. Указанное удлинение 0,5 мм создаст равномерную затяжку и обеспечит нормальную работу болта.
Комплект шатуна с шатунными болтами и гайками помечен буквами А А, АБ, А В и А Г; В А, ВБ, В В и В Г и т.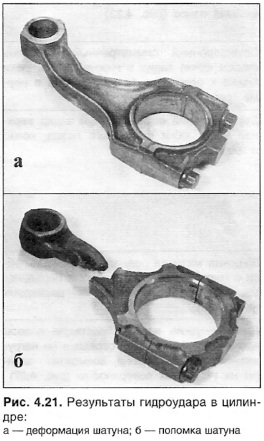 д. Эти обозначения выбиваются на боковых поверхностях шатуна и крышки, на верхнем торце каждой гайки и на боковой поверхности головки каждого шатунного болта. Кроме того, порядковые номера гаек н болтов каждого шатуна (цифры от 1 до 4) выбиваются на крышках нижних головок шатунов против соответствующих им болтов и гаек.
д. Эти обозначения выбиваются на боковых поверхностях шатуна и крышки, на верхнем торце каждой гайки и на боковой поверхности головки каждого шатунного болта. Кроме того, порядковые номера гаек н болтов каждого шатуна (цифры от 1 до 4) выбиваются на крышках нижних головок шатунов против соответствующих им болтов и гаек.
Поршень воспринимает на себя давление газов при сгорании топлива и при помощи кривошипно-шатунного механизма приводит во вращательное движение коленчатый вал двигателя. В процессе сгорания топлива днище поршня подвержено действию газов, имеющих высокую температуру (пример ЇЮ 1700°), что создаёт исключительно тяжёлые условия для работы поршня. Поэтому на некоторых двигателях головки поршней охлаждаются водой или маслом, что усложняет их конструкцию. Поршень двигателя Д50 изготовлен из алюминиевого сплава, чем достигнуто значительное уменьшение его веса по сравнению с поршнями, изготовленными из чёрных металлов, а это оказывает существенное влияние на уменьшение удельного давления на подшипники и шейки коленчатого вала, уменьшает износ цилиндровых втулок, подшипников, шеек вала. При сравнительно большой мощности, получаемой в каждом цилиндре, поршни специального охлаждения не имеют. Это объясняется тем, что двигатель Д50 при полной мощности работает при сравнительно высоких оборотах с частым всасыванием свежего воздуха и к тому же в конце выпуска осуществлено достаточно длительное перекрытие впуск-пых и выпускных клапанов. Кроме того, алюминиевые поршни имеют лучший коэффициент теплоотдачи, что способствует более быстрому их охлаждению.
При сравнительно большой мощности, получаемой в каждом цилиндре, поршни специального охлаждения не имеют. Это объясняется тем, что двигатель Д50 при полной мощности работает при сравнительно высоких оборотах с частым всасыванием свежего воздуха и к тому же в конце выпуска осуществлено достаточно длительное перекрытие впуск-пых и выпускных клапанов. Кроме того, алюминиевые поршни имеют лучший коэффициент теплоотдачи, что способствует более быстрому их охлаждению.
Поршень (фиг. 43) представляет собой перевёрнутый стакан высотой 455 мм с вогнутым днищем, отлитый из алюминиевого сплава ПС-12.
В( гнутая форма днища способствует лучшему перемешиванию распылённого топлива с воздухом, что, в свою очередь, обеспечивает лучшее сгорание топлива в цилиндре. В днище выфрезерованы четыре выреза, необходимые для свободного открытия впускных и выпускных клапанов, причём расстояние между центрами вырезов 2 для выпускных клапанов больше, чем между центрами вырезов 3 для впускных клапанов. На выступах днища имеются два отверстия 4 с резьбой, служащих для установки скобы при выемке или постановке поршня в цилиндр.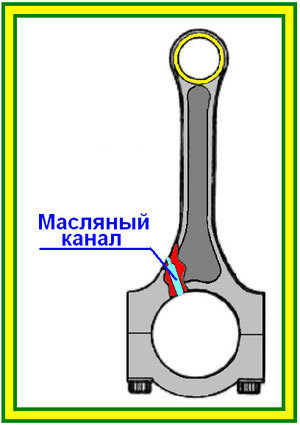 Головка поршня на длине 160 мм имеет коническую форму, необходимую для устранения заклинивания поршня при расширении его от нагревания. В головке проточено пять ручьёв 5 размером по высоте 5 і о.о2 ти руЧЬи эти предназначены для постановки уплотнительных (компрессионных) колец. Кроме ручьёв уплотнительных колец, имеются ещё три ручья размером по высоте8+0’02 мм, служащих для установки масло-срезывающих колец.
Головка поршня на длине 160 мм имеет коническую форму, необходимую для устранения заклинивания поршня при расширении его от нагревания. В головке проточено пять ручьёв 5 размером по высоте 5 і о.о2 ти руЧЬи эти предназначены для постановки уплотнительных (компрессионных) колец. Кроме ручьёв уплотнительных колец, имеются ещё три ручья размером по высоте8+0’02 мм, служащих для установки масло-срезывающих колец.
В настоящее время (начиная с тепловоза ТЭ2-20-020) конструкция поршней несколько изменена. Так, в верхней части над первым компрессионным кольцом поршни имеют канавку (ручей) шириной 3 мм и глубиной 17,6 мм
(фиг. 43а). Канавка называется изоляционной, или тепловой, и служит для предотвращения загорания поршневых колец. В связи с наличием канавки все ручьи для колец опущены вниз на 18 мм. Изменены также некоторые раз-меры’поршня. Направляющая часть поршня выполнена конической с основанием конуса в нижней части поршня.
1- днище поршня; 2 — вырез для выпускного клапана; 3 — вырез для впускного клапана; 4 — отвертсие для рыма; 5 -ручьи для компрессионных колец; 6 — ручей для верхнего маслосрезывл.
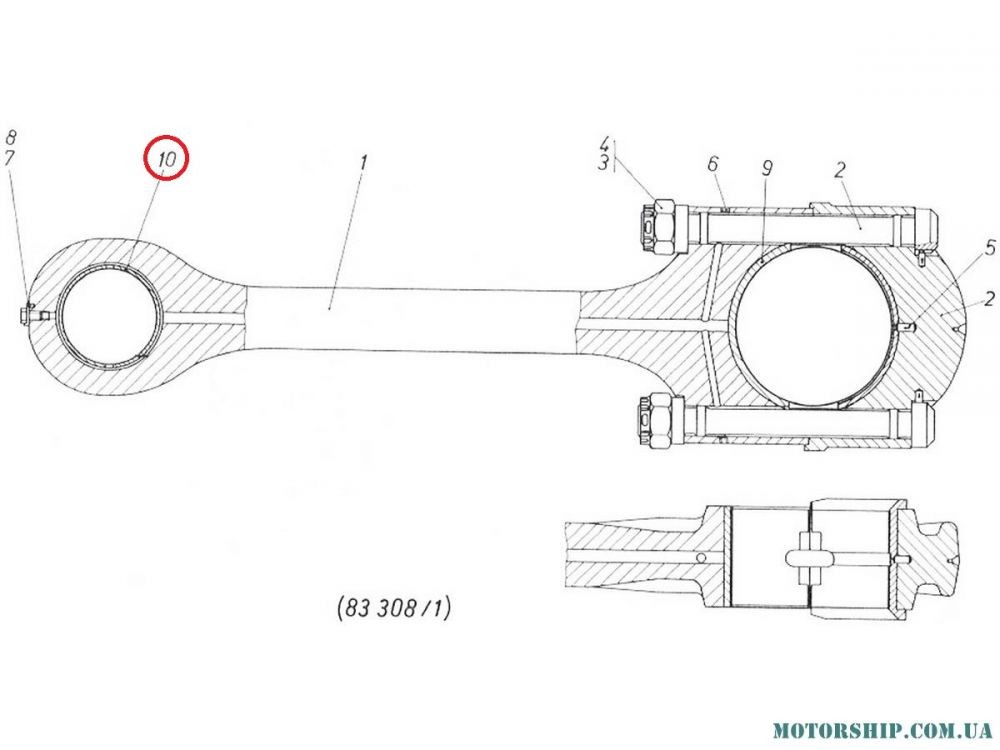 ю-щего кольца; 7- отверстие для стока масла; 8 — вырез для штифта заглушки; 9 — выточка для заглушки; 10 — рабочая поверхность поршня; 11-холодильники; 12 — ручьи для нижних масло-срезывающих колец; 13 — наклонное отверстие: 14 — горизонтальное отверстие для стока масла
ю-щего кольца; 7- отверстие для стока масла; 8 — вырез для штифта заглушки; 9 — выточка для заглушки; 10 — рабочая поверхность поршня; 11-холодильники; 12 — ручьи для нижних масло-срезывающих колец; 13 — наклонное отверстие: 14 — горизонтальное отверстие для стока маслаВ средней части поршня расточено отверстие диаметром 128 мм, предназначенное для установки пальца. С обеих сторон отверстие снабжено выточками 9 (см. фиг. 43), в которые с натягом 0,04-0,11 мм устанавливаются до упора в выточку алюминиевые пробки (заглушки), ограничивающие осевое перемещение пальца в поршне. Заглушки снабжены фиксирующими штифтами, выступающие части которых плотно входят в вырезы 8.
Штифт при постановке заглушки должен упираться в тело поршня, иначе при работе двигателя возможно его выпадение и, как следствие, разрушение поршня. В центре заглушек имеется отверстие с резьбой для установки приспособления для вьшрессовки (фиг. 44). Наружная поверхность заглушек выполнена цилиндрической, соответствующей диаметру поршня.
Вокруг заглушек с обеих сторон поршня отлиты прямоугольные углубления 11 (см. фиг. 43), называемые холодильниками.
При ремонте поршней удаление нагара с них осуществляется химическим способом. Для этого применяют раствор следующего состава: жидкое стекло — 1%, кальцинированная сода — 1%, мыло — 1%, хромпик — 0,1%, вода ~97%.
В процессе приготовления раствора жидкое стекло, соду, мыло и хромпик высыпают в ведро и размешивают в тёплой воде, затем выливают в ванну, заполненную необходимым (97%) количеством воды, и тщательно перемешивают. Далее нагревают раствор до 90-95° и погружают в него поршни на 60-90 мин. Затем вынимают поршни из первой ванны и погружают их на 15-20 мин. во вторую ванну с тем же раствором, но температурой 20°. После этой обработки нагар с поршней легко удаляется волосяной щёткой. Указанного выше количества раствора достаточно для удаления нагара с 18- 24 поршней.
При ремонте поршней широко применяется электродуговая заварка угольным электродом. Этой заваркой пользуются при наплавке изношенных ручьёв поршневых колец, при износе рабочих поверхностей поршня, выточек под заглушки и т. п. После заварки поршень подвергают отжигу, обычно в электропечи, постепенно доводя температуру до 150-200°, с выдержкой при этой температуре до 2 час. с последующим остыванием вместе с печью.
Этой заваркой пользуются при наплавке изношенных ручьёв поршневых колец, при износе рабочих поверхностей поршня, выточек под заглушки и т. п. После заварки поршень подвергают отжигу, обычно в электропечи, постепенно доводя температуру до 150-200°, с выдержкой при этой температуре до 2 час. с последующим остыванием вместе с печью.
При заварке нельзя допускать низкой температуры в помещении и в особенности сквозняков, которые способствуют образованию трещин.
В качестве присадочного материала используют алюминиевые прутки диаметром 6-8 мм, отлитые из сплава ПС-12.
Прутки покрывают обмазкой, состоящей из 35% криолита (или белой глины), 50% хлористого калия, 15% хлористого натрия.
В момент сварки обмазка на электродах должна быть сухой, иначе наваренный шов будет иметь пористость.
В электрододержателе укрепляют угольный электрод, которым создаётся дуга, расплавляющая кратер в месте заварки, а сам присадок-пруток подплавляют в кратере (ванночке), заполняя последний металлом прутка.
Электродуговая заварка обычно производится на постоянном токе. Величину тока выбирают в зависимости от размеров завариваемого места и детали. Например, при толщине стенки 10-20 мм ток берут около 200 а. При толщине завариваемой детали 25-60 мм применяют ток около 350 а. Угольный электрод обычно изготовляют из графитовых заготовок диаметром 15 мм и длиной 140-250 мм (с заострённым концом). Завариваемая деталь должна лежать в горизонтальном положении. Во избежание образования трещин при заварке крупных раковин или дефектов в деталях со стенкой толщиной свыше 20 мм деталь подогревают до температуры 270-400°. При сварке угольный электрод нельзя держать в одной точке и касаться им прутка-присадка.
Механическая обработка заготовки поршня начинается с проточки плоскости нижнего торца и его внутренних диаметров 274 и 275 мм, которые в дальнейшем являются базой для всей последующей механической обработки поршня.
После этих операций производится разметка поршня и предварительно растачивается отверстие под поршневой палец.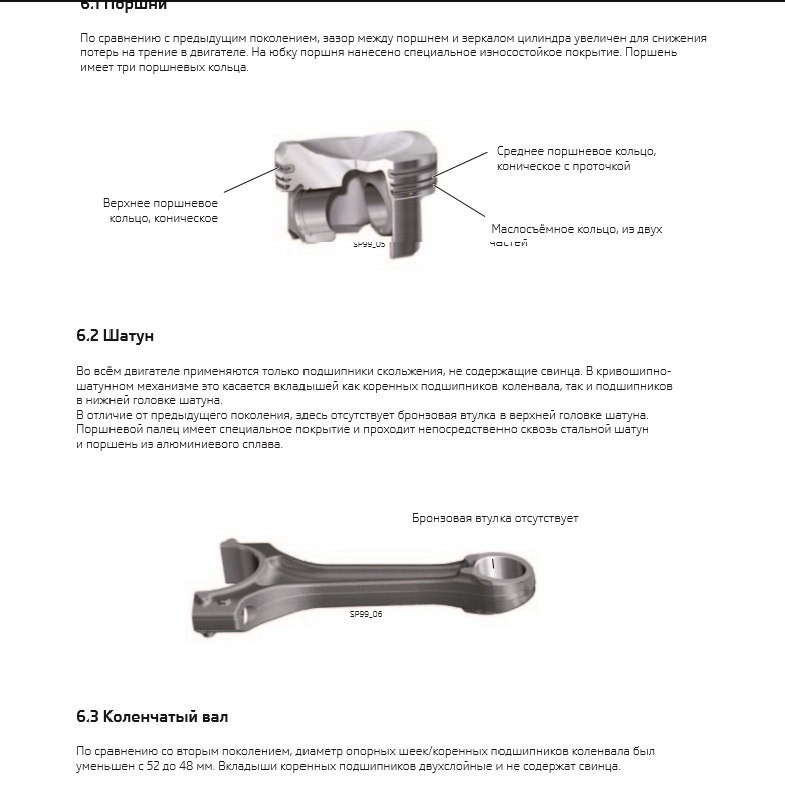 При дальнейшей обработке поршень устанавливают на токарный станок, к патрону которого вместо кулачков прикреплён специальный центрирующий диск 7 (фиг. 45), имеющий центрирующий бурт диаметром 274,96 мм, на который и надевают поршень, внутренним диаметром 275 мм.
При дальнейшей обработке поршень устанавливают на токарный станок, к патрону которого вместо кулачков прикреплён специальный центрирующий диск 7 (фиг. 45), имеющий центрирующий бурт диаметром 274,96 мм, на который и надевают поршень, внутренним диаметром 275 мм.
Фиг. 44. Приспособление для выпрессовки заглушек поршневого пальца:
1 — заглушка; 2 -опорная стойка; 3 — упорная втулка; 4-5 — гайкн с рукоятками; 6 — винт; 7 -маховичок
В центре диска установлен винт 3, имеющий возможность ввинчиваться или вывинчиваться из диска 7. Для крепления поршня к патрону станка в отверстие для поршневого пальца устанавливают палец 9, который проходит также и через отверстие в головке тяги 8. Вращением маховичка с гайкой 1 тяга 8 будет притянута к патрону, а вместе с ней и поршень 10. Обрабатывают сначала поверхность 11 как вторую базовую, затем вогнутую поверхность (донышко) 12 и, наконец, рабочую поверхность поршня 10.
Одновременно протачивают ручьи для компрессионных колец размером 5+о,о2 мм и маслосъёмных размером 8+0’02 мм. Рабочую поверхность поршня обрабатывают по копиру, установленному на токарном станке. Вы-фрезеровка вырезов в головке поршня для свободного открытия клапанов и
Рабочую поверхность поршня обрабатывают по копиру, установленному на токарном станке. Вы-фрезеровка вырезов в головке поршня для свободного открытия клапанов и
Фиг. 45. Приспособление для крепления поршня на станке при его обработке:
1 — маховичок с гайкой; 2- опорная втулка; 3- винт; 4- пружина; 5-патрон станка; б -шайба патрона; 7 -центрирующий диск; в -головка тягн; 9 — палец; 10- поршень; 11- верхняя часть поршня; 12 — вогнутая поверхность (донышко) поршня
Проверка поршня. При осмотре и проверке поршней обращают •особое внимание на чистоту и точность обработки поршня. Все поверхности должны быть чистыми, не иметь каких-либо шероховатостей, рисок, острых кромок, забоин, вмятин и т. п.
Овальность и конусность отверстий под палец допускаются не более 0,02 мм и проверяются микрометрической шпилькой. Корсетность на рабочей поверхности поршня совершенно не допускается и проверяется микрометрической скобой. Неперпендикулярность оси поршня к нижнему базовому торцу допускается не более 0,05 мм. Перекос оси пальца к тому же торцу допускается не более 0,03 мм. Снос оси пальца относительно оси поршня допускается до 0,1 мм. Непараллельность торцовых поверхностей ручьёв для поршневых колец и нижнего базового торца допускается не более 0,05 мм. Перекос ручьёв для поршневых колец может быть не более 0,03 мм. Овальность цилиндрической и конической поверхности поршня допускается не более 0,03 мм и проверяется микрометрической скобой. Разность в весе каждого поршня из комплекта на один двигатель допускается не более 200 г, а общий вес поршня составляет 46,4+0,2 кг.
Перекос оси пальца к тому же торцу допускается не более 0,03 мм. Снос оси пальца относительно оси поршня допускается до 0,1 мм. Непараллельность торцовых поверхностей ручьёв для поршневых колец и нижнего базового торца допускается не более 0,05 мм. Перекос ручьёв для поршневых колец может быть не более 0,03 мм. Овальность цилиндрической и конической поверхности поршня допускается не более 0,03 мм и проверяется микрометрической скобой. Разность в весе каждого поршня из комплекта на один двигатель допускается не более 200 г, а общий вес поршня составляет 46,4+0,2 кг.
Поршневой палец (фиг. 46) изготовлен из высококачественной стали марки 12ХН2А ГОСТ 4543-48 с цементированной, шлифованной и полированной наружной поверхностью.
Для уменьшения веса палец изготовлен полым, а для подвода смазки к бронзовой втулке верхней головки шатуна и к бобышкам поршня в средней части пальца по окружности просверлены четыре отверстия диаметром 4 мм и по восемь отверстий диаметром 3 мм по краям. Внутри пальца поставлена гильза с развальцованными концами.
Внутри пальца поставлена гильза с развальцованными концами.
Масло, поступающее через центральное отверстие шатуна к наружной кольцевой выточке втулки, смазывает её и одновременно попадает через четыре радиальных отверстия внутрь пальца. Отсюда масло идёт через 16 отверстий, просветленных па концах пальца, к гнездам бобышек.
Глубина цементации на готовом пальце должна быть 1,2-1,5 мм с твёрдостью Ицс — 58 -г- 62. Овал п конус по рабочей поверхности допускаются не более 0,01 мм. Для выявления закалочных трещин каждый палец проверяется на магнитном дефектоскопе. Палец устанавливается в отверстия поршня с зазором 0,01 — 0,03 мм.
При монтаже шатунно-поршнеЕой группы перед постановкой пальца и заглушек поршень нагревается (обычно в воде) до 80-903. Однако подогрев поршня для этой цели не является обязательным, и в эксплуатации при ремонте двигателя может быть применено для запрессовки и выпрессовки пальца специальное приспособление в виде винтовой скобы. При этом должна быть проявлена исключительная осторожность.
Овальность, конусность или местные натиры на поршневом пальце устраняются при ремонте шлифовкой с последующим хонингованием.
Поршневые кольца разделяются па компрессионные (уплот-пнтельные) (фиг. 47, а) и маслосрезывающне (маслосгонные) (фиг. 47,6). Компрессионные кольца служат для уплотнения камеры сгорания. Маслосрезывающне кольца являются скребками, сбрасывающими масло со стенок втулки в раму, не допуская попадания его в камеру сгорания. Рабочая (наружная) поверхность компрессионных колец выполнена конусной (наклон 1°) на высоте 3,5 мм и цилиндрической на высоте 1,3 мм.
Фиг. 46. Поршневой палец двигателя:
1 -кожух; 2 и 4 — отверстия диаметром 3 мм; 3 — отверстие диаметром 4 мм; 5 -палец
Компрессионные кольца имеют замки, представляющие собой косой срез, выполненный под углом 45°. Боковые (торцовые) поверхности тщательно шлифуются и притираются между двух пришабренных плит при помощи мелкого наждачного порошка с маслом.
Твёрдость кольца должна быть Н^в~ 97 — 104.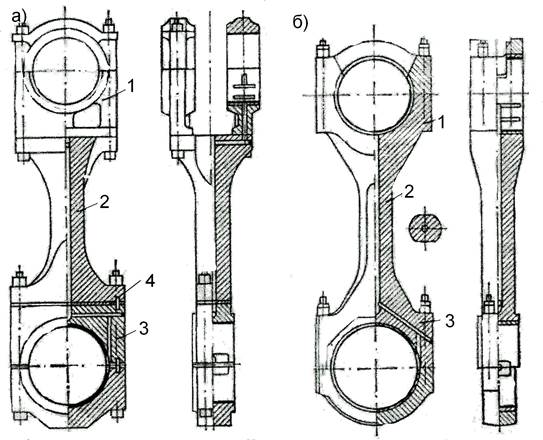 Размер замка в свободном состоянии должен быть в пределах 32-42 мм. Упругость кольца проверяется при помощи надетой на кольцо стальной ленты, на конец которой подвешивается груз (фиг. 48). Величина груза, при подвешивании которого на лету зазор в замке станет нормальным, должна быть 3,5-5 кг.
Размер замка в свободном состоянии должен быть в пределах 32-42 мм. Упругость кольца проверяется при помощи надетой на кольцо стальной ленты, на конец которой подвешивается груз (фиг. 48). Величина груза, при подвешивании которого на лету зазор в замке станет нормальным, должна быть 3,5-5 кг.
Зазор в стыке должен быть 1,8-2,2 мм и проверяется в специальном’ цилиндрическом калибре (фиг. 49) диаметром 318+0-01 мм. Кроме того, рабочая цилиндрическая поверхность кольца проверяется на специальном световом кондукторе (фиг. 50). По окружности кольца допускаются пунктирные просветы шириной 0,03 мм, длиной не , н оелее 3 лиг, общая длина всех просветов допускается не более 90 мм.
Различная толщина стенки кольца (разностенность) по радиусу допускается не больше 0,2 мм. Непараллельность боковых поверхностей должна быть не более 0,02 мм. Дробление и волнистость на боковых поверхностях не допускаются.
Коробление колец допускается до 0,1 мм и проверяется по щелевому калибру, состоящему из двух плит, между которыми пропускается кольцо (кольцо должно проходить между плитами за счёт собственного Беса). сечение. По рабочей поверхности кольца проточена кольцевая канавка с профрезерованными 12 радиальными окнами, так что остаются только соединительные перегородки верхней и нижней частей кольца. Верхние кромки нижней и верхней частей кольца срезаны на конус таким образом, что нижняя кромка почти острая. Благодаря такой конструкции при движении поршня вверх маслосрезывающее кольцо как бы скользит по маслу, не соскабливая его со стенок по направлению к камере сгорания. При движении же поршня вниз острая кромка кольца соскабливает масло со стенки цилиндровой втулки.
сечение. По рабочей поверхности кольца проточена кольцевая канавка с профрезерованными 12 радиальными окнами, так что остаются только соединительные перегородки верхней и нижней частей кольца. Верхние кромки нижней и верхней частей кольца срезаны на конус таким образом, что нижняя кромка почти острая. Благодаря такой конструкции при движении поршня вверх маслосрезывающее кольцо как бы скользит по маслу, не соскабливая его со стенок по направлению к камере сгорания. При движении же поршня вниз острая кромка кольца соскабливает масло со стенки цилиндровой втулки.
Малая высота кромок создаёт удельное давление на стенки цилиндровой втулки большее, чем у кольца с цилиндрической поверхностью. При шик.секромки более чем до половины высоты кольцо должно быть сменено. Замок кольца прямой.
Компрессионные и маслосрезывающие кольца отлиты из модифицированного чугуна. Груз, подвешиваемый к стальной ленте прибора для определения упругости маслосрезывающих колец при рабочем зазоре в замке 1,8 мм, составляет 5,5-7,5 кг.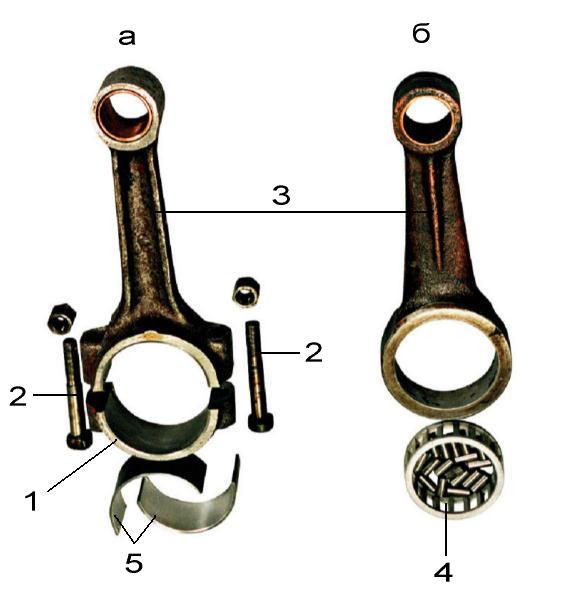
Для более быстрой приработки острых кромок к рабочей поверхности цилиндровой втулки и предохранения от образования натиров или задиров её новые маслосрезывающие кольца имеют слой полуды толщиной 0,01 мм.
Фиг. 50. Приспособление для проверки поршневых колец на просвет:
1 — плита; 2 -усилительная плита; 3. 4, 16 — винты; 5 — кронштейн; 5-толкатель; 7 -возвратная пружина; 8 — шайба; 9 — штифт; 10 — ролик; 11 -валик; 12 -рычаг; 13 — рукоятка; 14- диск для правильной установки кольца; 15 — шарик в подвижном диске; 17 — шайба; 18 -установочная обечайка для поршневого кольца; 19 — поршневое кольцо
Монтаж. Разница в весе шатунов может достигать 3 кг. В связи с этим на разных двигателях шатуны иевзаимозаменяемые, что следует иметь в виду при перестановке шатунов с одного двигателя на другой. На один двигатель шатуны и поршни подбираются по их весовым данным, выбитым цифрами на нижней головке каждого шатуна и на холодильнике (в правом углу) каждого поршня.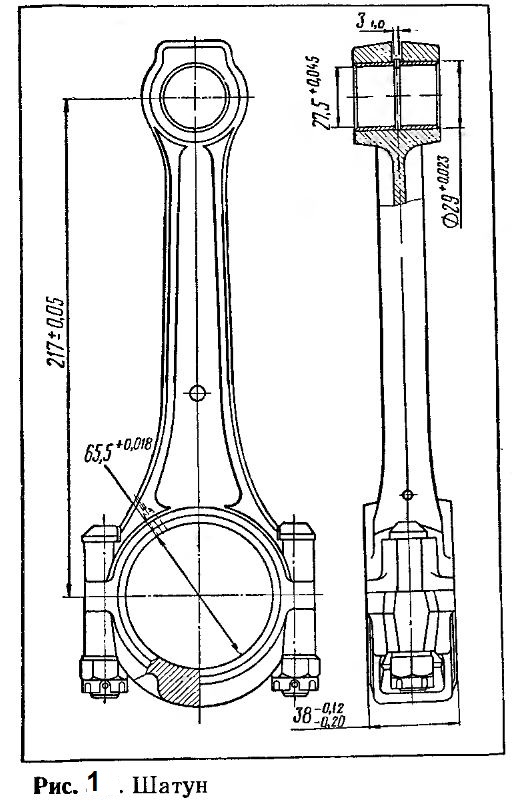 Комплекты шести шатунов и шести поршней, установленных на один двигатель, подбираются с разницей в весе, не большей 0,4 кг. В связи с разными весовыми данными сборку шатунов с поршнями (фиг. 51) начинают также с подборки их по весу. Затем подбирают комплект поршневых пальцев, предварительно устанавливая их во втулки верхней головки шатуна для проверки диаметрального зазора, который должен быть в пределах 0,08-0,12 мм. Одновременно при помощи микрометрической скобы и шпильки производят контрольный обмер концевых сторон пальца и отверстий в бобышках поршня. Диаметральный зазор между пальцем и стенками отверстия должен быть 0,01-0,05 мм.
Комплекты шести шатунов и шести поршней, установленных на один двигатель, подбираются с разницей в весе, не большей 0,4 кг. В связи с разными весовыми данными сборку шатунов с поршнями (фиг. 51) начинают также с подборки их по весу. Затем подбирают комплект поршневых пальцев, предварительно устанавливая их во втулки верхней головки шатуна для проверки диаметрального зазора, который должен быть в пределах 0,08-0,12 мм. Одновременно при помощи микрометрической скобы и шпильки производят контрольный обмер концевых сторон пальца и отверстий в бобышках поршня. Диаметральный зазор между пальцем и стенками отверстия должен быть 0,01-0,05 мм.
При монтаже нужно следить за тем, чтобы вырезы в днище поршня для выпускных клапанов совпадали со стороной шатуна, на которой выбиты номер двигателя и номер цилиндра. Вслед за установкой пальца 12 (до остывания поршня, предварительно нагретого в кипящей воде) производится установка заглушек 7, которые должны входить в боковые выточки поршня до упора, с натягом 0,04- 0,11 мм. После этого поршни с шатунами подаются на привалку по цилиндрам и коленчатому валу двигателя. Привалка осуществляется без поршневых колец. При опущенном поршне с шатуном’ в цилиндр и затянутых шатунных болтах диаметральный зазор между вкладышем и шейкой должен быть 0,12-0,18 мм с разностью по бокам не более 0,03 мм. Прилегание вкладыша к шейке на дуге 120° должно быть не меньшим 75%.
После этого поршни с шатунами подаются на привалку по цилиндрам и коленчатому валу двигателя. Привалка осуществляется без поршневых колец. При опущенном поршне с шатуном’ в цилиндр и затянутых шатунных болтах диаметральный зазор между вкладышем и шейкой должен быть 0,12-0,18 мм с разностью по бокам не более 0,03 мм. Прилегание вкладыша к шейке на дуге 120° должно быть не меньшим 75%.
Для проверки правильности привалки поршня пробоксовыва-ют двигатель до тех пор, пока проверяемый поршень не станет в в. м. т. Затем на глубине 40 мм от вершины головки поршня замеряют в точках 1 и 2 (по оси двигателя) зазоры, которые должны быть в пределах 0,40± 0,05 мм (фиг. 52). Одновременно проверяют зазоры (также по оси двигателя) в нижней части поршня, в точках 3 а 4, где зазоры допускаются в пределах 0,15 ±0,05 мм. Далее проворачивают коленчатый вал двигателя на 180°, пока тот же поршень не займёт положение, соответствующее н. м. т., и также проверяют в точках 1 и 2, 3 и 4 зазоры, которые должны соответствовать указаннным выше величинам. Результаты замеров заносят в журнал или формуляр двигателя.
Результаты замеров заносят в журнал или формуляр двигателя.
При неудовлетворительных результатах замеров выравнивание поршня в цилиндре производится за счёт подшабривания вкладыша шатунной головки, опирающегося на шейку кривошипа. Если зазор в точках 1 и 3 уменьшен, а в точках 2 и 4 увеличен (поршень требуется как бы несколько повернуть по часовой стрелке), то в этом случае верхний вкладыш шатуна необходимо слегка подшабрить с правой стороны, сводя шабровку к нулю на левую сторону.
Если поршень требуется немного повернуть против часовой стрелки, то шабровку верхнего вкладыша надо начать слева и свести её к нулю у правой стороны.
Фиг. 51. Шатун с поршнем:
1 — гайка; 2 — крышка нижней головки; 3 — стержень шатуна; 4 — маслосрезывающие кольца; 5 — компрессионные кольца; 6 — штифт заглушки; 7 — заглушка поршня; в -штифт головки болта; 9 — шплинт; 10 — поршень; 11 — втулка верхней головки шатуна; 12 — поршневой палец; 13 — гильза пальца; 14 — шатунный болт; 15-коленчатый вал
Осевой разбег вкладыша шатунного подшипника на шейке кривошипа коленчатого вала должен находиться в пределах 0,60-0,90 мм.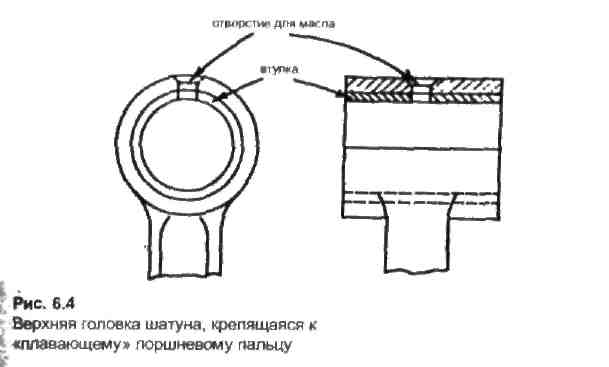
Проверка правильности привалки шатунно-поршневой группы производится по всем цилиндрам.
После привалки все поршни вынимают из цилиндров блока, тщательно очищают, промывают бензином, продувают воздухом, тщательно осматривают и устанавливают поршневые кольца. Для постановки поршневых колец на поршень применяется приспособление, показанное на фиг. 53,а. Кольца на поршне должны устанавливаться таким образом, чтобы замки соседних колец были диаметрально противоположны, а острые кромки как компрессионных, так и маслосрезы-вающих колец были направлены вниз. На верхней плоскости каждого кольца при изготовлении на заводе делается надпись «верх».
Собранные поршни с шатунами и поршневыми кольцами тщательно смазывают маслом, применяемым для смазки двигателя, и поочерёдно опускают в цилиндры. Для направления колец и предохранения их от повреждения при опускании поршней применяется специальное приспособление (фиг. 53,6).
Для опускания в цилиндр поршня к его днищу привёртывают двумя болтами скобу. За эту скобу поршень подвешивают на крюк крана или электротали. При опускании необходимо следить за тем, чтобы нижней головкой шатуна не повредить поверхность цилиндровой втулки или шейку коленчатого вала. Выбитые на нижней головке шатуна номера двигателя и цилиндра должны быть направлены в сторону топливного насоса двигателя, а приёмочные клейма — в сторону всасывающего коллектора.
После затяжки гаек шатунных болтов необходимо пробоксовать коленчатый вал двигателя на 2-3 полных оборота, проверить зазоры во всех вкладышах шатунных подшипников, осевые разбеги на шейках кривошипов, проверить шплинтовку и одновременно тщательно осмотреть картер.
Цилиндровая втулка | Тепловоз ТЭ2 | Крышка цилиндра и ее арматура
Шатуны » Привет Студент!
Шатуны
Конструкция и материал
Основными элементами шатуна являются верхняя (поршневая) головка 6 (рис. 76), стержень 5 и нижняя (кривошипная) головка 4. Верхнюю головку шатунов дизелей речных судов изготовляют заодно со стержнем, неразъемной, нижнюю головку 4 — разъемной (или отъемной): предусматривают крышку 1 с буртом 2, крепящуюся с головкой шатунными болтами 3.
Шатуны изготавливают из конструкционных сталей 35, 40, 45, 45Г2, а у высокооборотных двигателей — из легированных сталей 40ХН, 40ХНМА и 18Х2Н4ВА. Согласно техническим требованиям на изготовление шатуны дизелей должны быть штампованными. Допускается изготовлять шатуны крупных дизелей свободной ковкой, а отъемные нижние головки или их крышки двухтактных дизелей — литыми.
Рис. 76. Шатун
Поперечное сечение стержня кованых шатунов круглое, штампованных — двутавровой формы 7. Снаружи поверхность штампованных шатунов не обрабатывают. Двутавровые шатуны при одинаковой прочности легче круглых. Этим Объясняется их применение в высокооборотных дизелях. При большом объеме производства, окупающем затраты на штампы, шатуны изготавливают двутавровыми и для малооборотных двигателей.
Для подвода масла из кривошипного подшипника в поршневой предусмотрены каналы а и б, просверленные в круглом стержне шатуна. В шатунах двутаврового поперечного сечения для подобной цели используют трубку 8, прикрепленную к стержню скобами 9, или отверстие в, просверленное в утолщении 10 стержня.
Стержень шатуна нагружен по оси силой Pz, максимальное значение которой наблюдается в момент сгорания. Размеры шатунов судовых дизелей таковы, что ни формула Эйлера, ни формула Тетмайера для расчета устойчивости стержней использованы быть не могут. Прочность стержня шатуна можно проверить по эмпирической формуле. Суммарные напряжения в среднем сечении шатуна с учетом изгиба в плоскости качания определяют по формуле Навье-Ранкина:
Сила Рz известна, fcp — это средняя площадь поперечного сечения стержня, т. е. сечения, взятого по середине длины шатуна.
Параметр К вычисляют по формуле
где с — коэффициент, характеризующий упругие свойства материала шатуна,
L — длина шатуна, м; i — радиус инерции среднего сечения, м.
Радиус инерции находят способом, известным из механики. Коэффициент с зависит от марки стали, из которой изготовлен стержень, т. е.
Марка стали
35 0,00015
40 0,00016
45 0,00017
45ХН 0,00040
18ХН2Н4ВА 0,00043
Допускаемые напряжения для углеродистой стали [а]= (80 — 120) МПа, для легированной — [а] = (120 — 180) МПа.
Верхняя головка шатуна
Площадь поперечного сечения стенки верхней головки шатуна в вертикальной плоскости, как правило, немного больше, чем в горизонтальной плоскости (рис 77, а), но иногда они и равны (рис 77, б и в) Переход от головки к стержню должен быть главным, без подрезов, чтобы не вызывать концентрации напряжений Втулка 1 (рис. 77, а), запрессованная в верхнюю головку шатуна, образует головной подшипник для пальца, соединяющего шатун с поршнем. Изготавливают втулки из оловянисто-фосфористой бронзы Бр0б, 5Ф015, Бр010Ф1 или из стали и заплавляют изнутри свинцовистой бронзой. У большинства двигателей втулки стопорят винтами 2.
Как уже было изложено, головной подшипник у большинства двигателей смазывается маслом, подводимым через осевой канал а шатуна или по трубке, прикрепленной к стержню. Для подвода масла к рабочей поверхности втулки обычно протачивают внешнюю кольцевую или полукольцевую канавку б, из которой по боковым радиальным отверстиям в масло проходит к холодильнику 3 У двигателей с охлаждаемыми поршнями в верхних головках шатунов предусмотрены отверстия для выхода масла в полость охлаждения. В этом случае канавка б кольцевая Она соединяет отверстие г с осевым каналом а. Отверстия г в головке и втулке предназначены для подвода масла к поршневому пальцу.
В этом случае канавка б кольцевая Она соединяет отверстие г с осевым каналом а. Отверстия г в головке и втулке предназначены для подвода масла к поршневому пальцу.
Головной подшипник некоторых высокооборотных двигателей смазывается каплями масла, оседающими из масляного тумана картерного пространства. В верхней части головки и втулки таких двигателей предусмотрены отверстия д (рис 77, в). Капельки масла, оседающие на верхнюю головку, через эти отверстия поступают на смазывание поршневого пальца. В одно из отверстий вставлена латунная хрубка 4, которая стопорит втулку 1 от проворачивания.
Разработанные методики сложных расчетов прочности поршневой головки являются в той или иной степени приближенными. Для грубой проверки ее прочности можно ограничиться определением напряжения растяжения в горизонтальном сечении х—х головки от действия сил инерции поступательно-движущихся частей:
где Рио— сила инерции поступательно движущихся частей при положении поршня в в. м. т. Н, f — площадь поперечного сечения головки в горизонтальной плоскости (втулку поршневого подшипника не учитывают), м2
м. т. Н, f — площадь поперечного сечения головки в горизонтальной плоскости (втулку поршневого подшипника не учитывают), м2
Допускаемые значения [bp]= (30/60) МПа, причем меньшие значения относятся к углеродистой стали, большие — к легированной.
Максимальное давление в поршневом подшипнике, определяемое по выражению p=Pz/(dlm) (см. рис. 75), не должно превышать 15—20 МПа для малооборотных дизелей и 25—50 МПа для среднеоборотных. Меньшие значения относятся к подшипникам из оловянистой бронзы, большие — из свинцовистой бронзы.
Нижняя головка. В ней расположен кривошипный подшипник шатуна. В случае если головка выполнена отъемной (рис. 77, г), кривошипный подшипник создают наплавкой антифрикционного сплава в ее верхней 11 и нижней 6 половинках. При отъемной головке степень сжатия в цилиндре можно регулировать изменением толщины прокладки 12 под пяткой 14 шатуна: при увеличении толщины прокладки уменьшается объем пространства сжатия, т. е. увеличивается степень сжатия.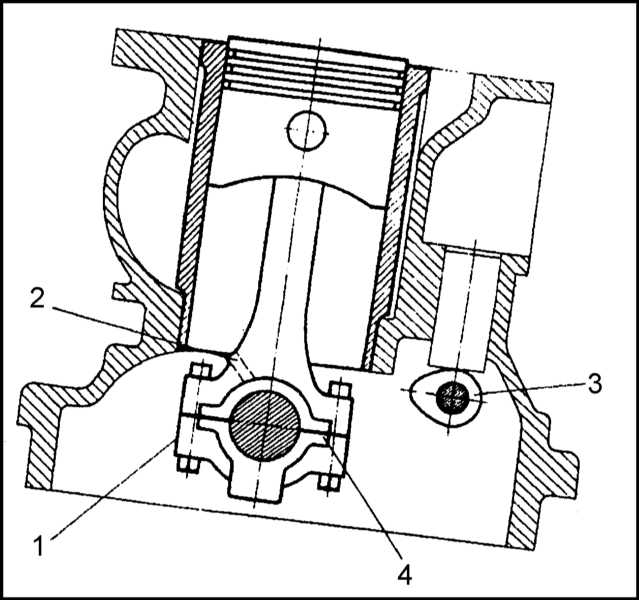
На двигателях, построенных за последние годы, прокладку 12 не ставят так как она уменьшает общую жесткость всей нижней головки Хотя общая масса шатуна с отъемной головкой больше, чем с неотъемной, ремонт его проще.
Верхнюю половинку 11 кривошипной головки центрируют с пяткой 14 шатуна с помощью выступа 17 и шатунных болтов 9. Нижняя половинка (крышка кривошипного подшипника) 6 направляется или шатунными болтами, или выступами 22 (см. рис. 77, е) на краях крышки, а иногда и теми и другими. Между половинками предусматривают наборы прокладок 8 (см. рис. 77, г) для регулирования масляного зазора.
Рис. 77, Головки шатунов:
а, б, в — поршневые: г, д, в, ж — кривошипные
Однако в целях обеспечения большей жесткости подшиипника от них часто отказываются.
Для заливки кривошипных подшипников используют такие же сплавы, как и для рамовых.
Масло для смазывания кривошипного подшипника поступает из осевого канала коленчатого вала на поверхность шейки через одно или два отверстия. При одном отверстии в подшипнике Прорезают кольцевую канавку ж, Из нее масло поступает в холодильники 19, затем через отверстия е, трубку 18 — к подшипнику верхней головки шатуна.
При одном отверстии в подшипнике Прорезают кольцевую канавку ж, Из нее масло поступает в холодильники 19, затем через отверстия е, трубку 18 — к подшипнику верхней головки шатуна.
Кривошипный подшипник в неотъемной нижней головке создают стальные вкладыши 34 и 35 (рис. 77, д) с наплавленным антифрикционным сплавом. От проворачивания вкладыши фиксируют штифтами 31, 33, а штифт 32 — нижнюю крышку шатуна относительно верхней части. Иногда у краев вкладышей протачивают выточки под шатунные болты, которые в этом случае и фиксируют вкладыши.
Встречаются шатуны, в кривошипной головке которых предусмотрен лишь один верхний вкладыш, а на нижнюю половинку наплавлен антифрикционный сплав.
В небольших двигателях кривошипная головка часто выполнена с косым разъемом (рис. 77, е) для удобства обслуживания. Крышка 24 прикреплена к головке 20 шпильками 23, застопоренными штифтами 21, а направляется выступами 22. Вкладыши у такого типа головок тонкостенные, при изнашивании их заменяют новыми. Для увеличения жесткости головки регулировочные прокладки не ставят.
Для увеличения жесткости головки регулировочные прокладки не ставят.
К шатунам V-образных судовых двигателей конструируют общую для двух цилиндров кривошипную головку. К пальцу 26 главного шатуна 25 (рис. 77, ж) прикреплен прицепной шатун 27, нижняя головка которого снабжена бронзовой втулкой 28 (в ней установлен палец 26), смазываемой маслом, поступающим из кривошипной шейки коленчатого вала по каналам и и к. Крышка 30 закреплена двумя коническими штифтами 29, вставляемыми в ушки крышки и головки.
Шатунные болты. Обычно кривошипная головка закреплена двумя болтали, по одному с каждой стороны (см, рис. 77, г), а иногда и четырьмя (см. рис. 77, д). У головки с косым разъемом (см рис. 77, е) число крепежных шпилек достигает шести. Шатунные болты одновременно скрепляют и центрируют составные части головки. На стержне 9 болта (см. рис. 77, г) предусмотрены центрирующие пояски 7 и 13. Точность соединения нижней 6 и верхней 11 половинок подшипника обеспечивает поясок 7. Поясок 13 центрирует пятку 14 стержня шатуна с верхней половинкой 11. Иногда для центрирования применяют штифты 32 (см. рис. 77, д) и выступы 22 (см. рис. 77, е) у головки или центрирующие бурты 2 (см. рис. 76) у крышки. От проворачивания шатунные болты фиксируют штифты 5 (рис. 77, г), а от выпадания — винт 10, Гайки 15 шатунных болтов корончатые, застопорены соответствующими стандартными шплинтами 16.
Иногда для центрирования применяют штифты 32 (см. рис. 77, д) и выступы 22 (см. рис. 77, е) у головки или центрирующие бурты 2 (см. рис. 76) у крышки. От проворачивания шатунные болты фиксируют штифты 5 (рис. 77, г), а от выпадания — винт 10, Гайки 15 шатунных болтов корончатые, застопорены соответствующими стандартными шплинтами 16.
Шатунные болты — весьма ответственная деталь. Обрыв их ведет к крупной аварии. Во время работы дизеля шатунные болты испытывают растяжение от силы инерции поршня и стержня шатуна, действующей в конце такта выпуска и в начале такта впуска, Эта сила — переменная, близкая к ударной. Болты могут испытывать ударные нагрузки и при заедании поршня. Поэтому шатунные болты четырехтактных дизелей должны быть изготовлены из легированной стали с механическими свойствами не ниже, чем у стали 40ХН. В двухтактном двигателе сила инерции всегда противодействует давление газа на поршень, вследствие чего шатунные болты могут быть выполнены из менее качественной стали.
Гайки шатунных болтов четырехтактных дизелей изготавливают из стали 40Х, в обоснованных случаях — из стали 18Х2Н4ВА.
Чтобы избежать концентрации напряжений, шатунные болты должны быть правильно обработаны без резких переходов от одного сечения к другому, рисок, царапин, забоев; резьба должна быть мелкой и чистой, без заусенцев и задиров.Никакие дополнительные усилия на срез, изгиб шатунные болты не должны испытывать. Поэтому равномерность прилегания головки и гаек проверяют «по краске».Болты должны быть затянуты достаточно для обеспечения жесткости соединения, но не чрезмерно при перетяжке может быть превышен предел текучести материала и болт при работе двигателя порвется Шатунные болты затягивают с определенной силой, указываемой в инструкции. Если предусмотрен динамометрический ключ, допускающий затяжку гаек лишь с определенным усилием, то следует пользоваться только им. Длину болта контролируют микрометрической скобой: появление остаточного удлинения является браковочным признаком болта.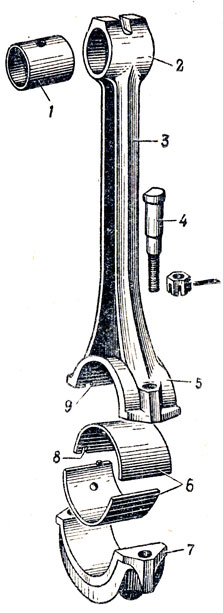 Гайка болтов должны быть надежно зашплинтованы, причем применять шплинты несоответствующего размера не допускается.
Гайка болтов должны быть надежно зашплинтованы, причем применять шплинты несоответствующего размера не допускается.
Поскольку болт испытывает переменные напряжения, он может порваться вследствие усталости металла. Поэтому в срок, указанный в инструкции по эксплуатации двигателя, шатунные болты необходимо заменять независимо от внешнего состояния. Принебрегать сроками замены шатунных болтов весьма опасно.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
Общие сведения о длине штока, высоте сжатия поршня и ходе коленчатого вала
Внутри двигателя есть непостоянная экосистема, в которой каждый компонент напрямую влияет на другой. Длина штока, ход коленчатого вала и высота сжатия поршня — это три переменные, которые являются ключевыми для выбора идеального вращающегося узла. Вот их определение и эффекты.
Взаимосвязь между длиной шатуна, высотой сжатия поршня и степенью сжатия часто понимается неправильно, в основном из-за неправильного использования термина «сжатие». «Честно говоря, это, вероятно, вообще не должно применяться к терминологии поршня, за исключением того, что касается объема поверхности днища поршня. Сжатие — это термин, связанный с объемом, который относится к степени сжатия. Это не имеет никакого отношения к механическому звену, создаваемому определенным ходом коленчатого вала и межцентровым расстоянием шатуна, или положением штифта, которое сводит головку поршня по существу к верхнему краю отверстия. Если вы изучите прилагаемую диаграмму, вы заметите, что существует четыре основных размера, определяющих взаимосвязь кривошипа, штока и поршня.
«Честно говоря, это, вероятно, вообще не должно применяться к терминологии поршня, за исключением того, что касается объема поверхности днища поршня. Сжатие — это термин, связанный с объемом, который относится к степени сжатия. Это не имеет никакого отношения к механическому звену, создаваемому определенным ходом коленчатого вала и межцентровым расстоянием шатуна, или положением штифта, которое сводит головку поршня по существу к верхнему краю отверстия. Если вы изучите прилагаемую диаграмму, вы заметите, что существует четыре основных размера, определяющих взаимосвязь кривошипа, штока и поршня. Мы часто говорим, что двигатель имеет определенную степень сжатия, например, сжатие 10: 1. Но это не подходящее использование, когда речь идет о механическом взаимодействии хода кривошипа и длины штока. Предпочтительным термином является высота штифта, и вы можете увидеть взаимосвязь на приведенном выше рисунке. При фиксированной длине хода изменение длины штока влияет на две вещи, ни одна из которых не является степенью сжатия. Он определяет требуемую высоту пальца для приведения головки поршня вровень с декой блока в ВМТ.Это также влияет на скорость приближения и отхода поршня относительно ВМТ и в некоторой степени на время пребывания поршня в ВМТ.
Он определяет требуемую высоту пальца для приведения головки поршня вровень с декой блока в ВМТ.Это также влияет на скорость приближения и отхода поршня относительно ВМТ и в некоторой степени на время пребывания поршня в ВМТ.
Основные размеры двигателя
- Высота настила блока
- Длина хода
- Длина от центра до центра стержня
- Высота пальца
Ход кривошипа, шатун и поршень должны входить в размер блока по высоте так, чтобы дека поршня приходилась почти заподлицо с поверхностью деки в ВМТ.Поскольку ход кривошипа вращается вокруг своего центра в основном подшипнике, вы можете видеть, что только половина длины хода используется, когда поршень находится в ВМТ. Остальное расстояние занимает длина штока и высота пальца поршня. Итак, окончательный размер поршневого узла рассчитывается как:
½ длины хода + длина стержня + высота штифта
Поскольку высота блока фиксируется в пределах узкого окна, доступного для фрезерования палубы, комбинация длины хода, длины штока и высоты штифта должна составлять ту же высоту с небольшим допуском для желаемой высоты платформы и зазора между поршнем и головкой цилиндров, который также включает толщина прокладки. Обычной практикой в кругах перформанса является обнуление блока. Это означает, что комбинация половины длины хода плюс длины штанги и высоты штифта равняется фиксированной высоте деки блока. Плоская часть верхней части поршня находится в точном соответствии с поверхностью деки блока. Это вынуждает производителя выбирать соответствующую толщину сжатой прокладки для регулирования зазора между поршнем и головкой. Неудивительно, что большинство рабочих прокладок головки в сжатом состоянии имеют толщину от 0,039 до 0,042 дюйма. Общепринятый минимальный зазор между поршнем и головкой со стальными шатунами составляет.035 дюймов.
Обычной практикой в кругах перформанса является обнуление блока. Это означает, что комбинация половины длины хода плюс длины штанги и высоты штифта равняется фиксированной высоте деки блока. Плоская часть верхней части поршня находится в точном соответствии с поверхностью деки блока. Это вынуждает производителя выбирать соответствующую толщину сжатой прокладки для регулирования зазора между поршнем и головкой. Неудивительно, что большинство рабочих прокладок головки в сжатом состоянии имеют толщину от 0,039 до 0,042 дюйма. Общепринятый минимальный зазор между поршнем и головкой со стальными шатунами составляет.035 дюймов.
Длина хода почти всегда выбирается первой, поскольку она связана с сочетанием диаметра отверстия и хода для желаемого смещения. Длину штанги обычно указывают далее в зависимости от области применения.Теории по этому поводу широко обсуждаются и часто противоречат друг другу, но, как правило, обычно выбирают более короткие штоки, чтобы добиться более быстрого отклонения от ВМТ, когда поршень начинает движение по каналу. Это быстрее открывает большее пространство для наполнения цилиндра, так что высокоскоростная система впуска может быстрее начать заполнять цилиндр. Он часто используется для улучшения отклика дроссельной заслонки в приложениях, которые часто подвергаются дросселированию.
Длину штанги обычно указывают далее в зависимости от области применения.Теории по этому поводу широко обсуждаются и часто противоречат друг другу, но, как правило, обычно выбирают более короткие штоки, чтобы добиться более быстрого отклонения от ВМТ, когда поршень начинает движение по каналу. Это быстрее открывает большее пространство для наполнения цилиндра, так что высокоскоростная система впуска может быстрее начать заполнять цилиндр. Он часто используется для улучшения отклика дроссельной заслонки в приложениях, которые часто подвергаются дросселированию.
Поршни с более короткими штоками быстрее прибывают в ВМТ и не задерживаются надолго, прежде чем они быстро уйдут.Поршень быстрее достигает максимальной скорости и при меньшем угле поворота коленчатого вала, что снижает воздействие объема цилиндра в точке максимального перепада давления. Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре.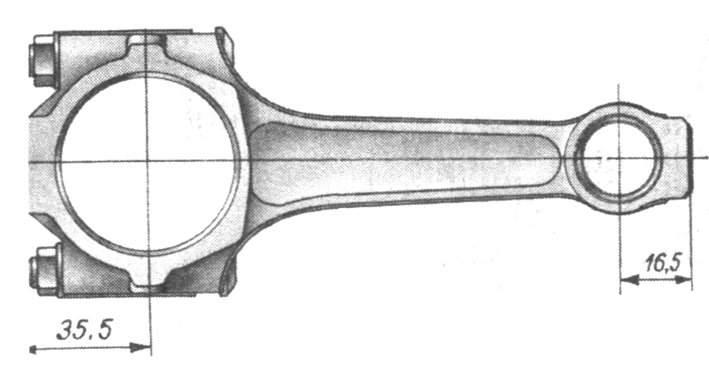 В этот момент открывается меньший общий объем цилиндра, но раннее начало потока будет вытеснять поршень по каналу, поскольку объемное воздействие быстро увеличивается.Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
В этот момент открывается меньший общий объем цилиндра, но раннее начало потока будет вытеснять поршень по каналу, поскольку объемное воздействие быстро увеличивается.Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Во многих гоночных двигателях используются более длинные шатуны, чтобы уменьшить вес поршня, что положительно сказывается на форме кривой крутящего момента, ее расположении и эффективности сгорания.Для более длинных штоков обычно требуются более короткие и легкие поршни. Это подталкивает кольцевой пакет к поршню выше. При использовании без наддува строители ценят это, потому что им нравится перемещать кольцевой пакет вверх, чтобы облегчить возвратно-поступательный узел, улучшить стабильность поршня и минимизировать несгоревшие газы в щели над верхним кольцом.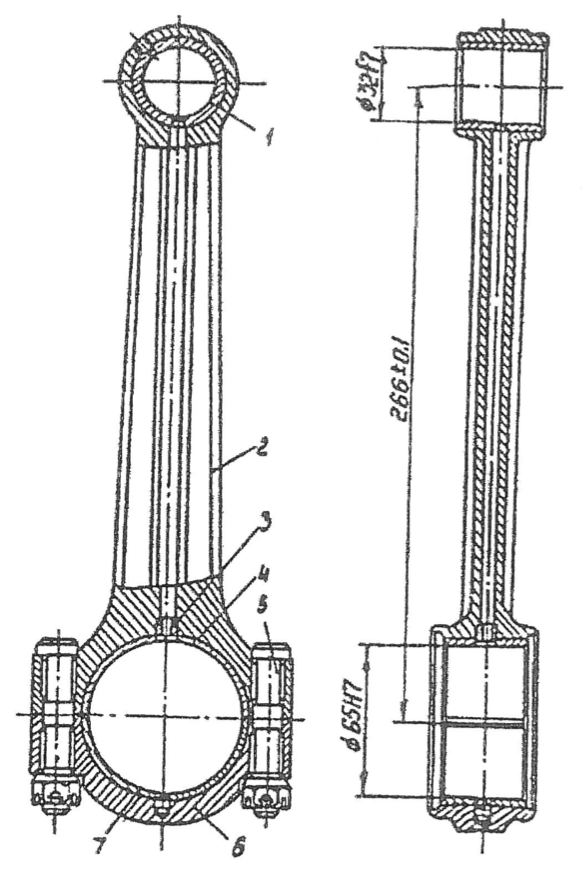 Однако более длинные штоки в приложениях с наддувом могут быть проблематичными, потому что приложениям с наддувом необходимо перемещать кольцевой пакет вниз по поршню, чтобы перемещать его подальше от чрезмерного нагрева.Более длинные штоки затрудняют выполнение этого, поскольку отверстие под штифт пересекает канавку масляного кольца. Во многих случаях для применений с наддувом может быть указан более короткий стержень, поскольку давление наддува снижает потребность в критических отношениях настройки стержня / хода, необходимых для эффективной работы без наддува.
Однако более длинные штоки в приложениях с наддувом могут быть проблематичными, потому что приложениям с наддувом необходимо перемещать кольцевой пакет вниз по поршню, чтобы перемещать его подальше от чрезмерного нагрева.Более длинные штоки затрудняют выполнение этого, поскольку отверстие под штифт пересекает канавку масляного кольца. Во многих случаях для применений с наддувом может быть указан более короткий стержень, поскольку давление наддува снижает потребность в критических отношениях настройки стержня / хода, необходимых для эффективной работы без наддува.
Фактически, шатуны обеспечивают дополнительный элемент настройки в двигателе для соревнований. Поскольку длина штока (от центра к центру) изменяется, это влияет на движение поршня, так что его можно использовать в качестве инструмента настройки.Влияя на ускорение и скорость поршня, он определяет скорость, с которой создается разница между атмосферным давлением (над карбюратором) и давлением в цилиндре во время такта впуска.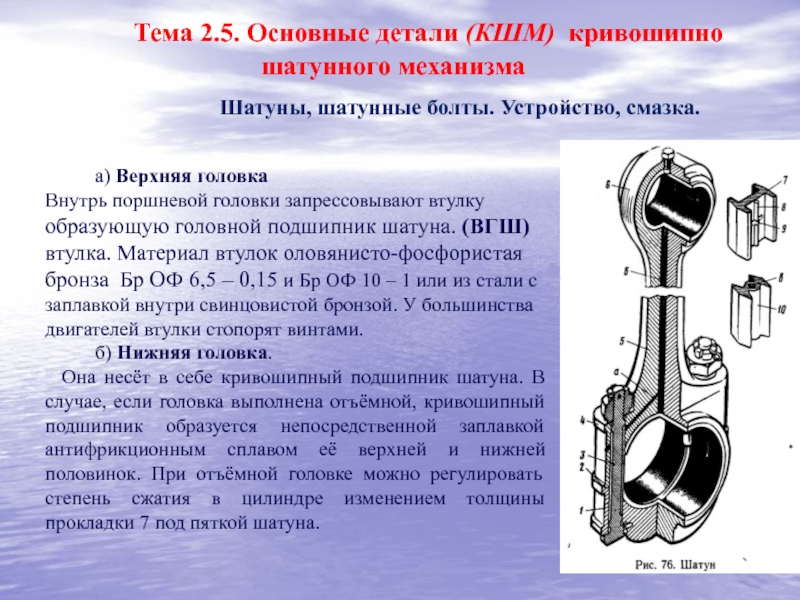 Соответственно, это влияет на основные составляющие уравнения VE, то есть поперечные сечения впускного и выпускного трактов, время срабатывания клапана и оптимальную точку воспламенения.
Соответственно, это влияет на основные составляющие уравнения VE, то есть поперечные сечения впускного и выпускного трактов, время срабатывания клапана и оптимальную точку воспламенения.
Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра, и, таким образом, VE обеспечила размеры впускного тракта и синхронизацию клапанов надлежащего размера. Важно понимать, что и ускорение, и скорость поршня равны нулю в ВМТ и НМТ.Во всех промежуточных точках ускорение и скорость определяются длиной штанги. При любой заданной длине штока поршень достигает максимальной скорости в точной точке хода относительно угла поворота кривошипа, когда ось штока находится под углом 90 ° к ходу кривошипа (обычно около 70-75 ° угла поворота кривошипа). Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
После выбора длины стержня у вас есть две части уравнения.Поскольку длина и ход штока теперь фиксированы, оставшейся переменной является высота штифта. Чтобы найти необходимую высоту штифта, сложите длину стержня и половину хода и вычтите результат из высоты настила блока. Блоки, которые не были декорированы, обычно обеспечивают коэффициент ложности около 0,020 дюйма. Его часто удаляют, когда блок равен нулю, чтобы соответствовать днищу поршня. На этом этапе производитель может оценить доступное пространство для пакета колец и определить, влияет ли более длинный стержень на расположение кольца.
Хотя эти поршни выглядят почти одинаково, поршень слева разработан для более длинного штока (или хода). Это очевидно из-за меньшей высоты сжатия, т.е. булавка для запястья обрабатывается ближе к коронке.
Обратите внимание, что это не влияет на степень сжатия. Головка поршня все еще останавливается на поверхности деки блока, таким образом, пространство сгорания (объем) над ней остается неизменным, если вы не измените толщину прокладки головки. Степень сжатия можно изменить только путем увеличения или уменьшения объема пространства сгорания над поршнем в ВМТ.И, поскольку отношения механически фиксированы, на степень динамического сжатия может влиять только синхронизация кулачка.
Вы можете использовать калькулятор на веб-сайте Diamond, чтобы перебрать все эти цифры и определить лучшую комбинацию для вашего приложения. Заказывая поршни, технический представитель также может помочь вам найти лучшую комбинацию. Техник также может помочь вам с размещением пакета колец, чтобы избежать проблем с предохранительными клапанами. Есть несколько способов упаковать эти компоненты в зависимости от требований вашего приложения, и технические специалисты будут держать вас в необходимых пределах, чтобы защитить ваши вложения.
Конструкция и компоненты двигателя
Конструкция и компоненты двигателя
Двигатель построен из разных частей. Эти части: нижняя часть, верхняя часть, передняя часть, масляный поддон, клапанная крышка и передняя крышка.
Нижний конец (короткий блок): Нижний конец включает блок цилиндров со всеми установленных его внутренних частей. Поршни, шатуны, коленчатый вал и подшипник будет в блоке. Термин «короткий блок» часто означает то же самое. вещь как нижний конец.
Длинный блок : технический термин, относящийся к короткому блоку. с установленными головками. Такие детали, как клапанные крышки, передняя крышка, маховик, крепления и т.п. не входят в длинный блок
Bare block : блок цилиндров со снятыми всеми частями. Там не было бы поршней, шатунов, коленвала или других деталей в блоке.
Конструкция нижнего (нижнего) конца
Дека блока цилиндров: плоская обработанная поверхность головки блока цилиндров. Просверливаются отверстия под болты и
врезался в колоду для тепловых болтов. Проходы для охлаждающей жидкости и масла позволяют перекачивать жидкости
через блок, прокладку головки и головки блока цилиндров.
Просверливаются отверстия под болты и
врезался в колоду для тепловых болтов. Проходы для охлаждающей жидкости и масла позволяют перекачивать жидкости
через блок, прокладку головки и головки блока цилиндров.
Цилиндры (стенки цилиндров): в блоке цилиндров выточены большие отверстия для поршней. Неотъемлемую Цилиндр является частью блока.
Гильзы блока цилиндров (вкладыши): — это отдельная деталь, запрессованная в блок. Есть два основных типы гильз цилиндров: сухие гильзы и мокрые гильзы.
Диаметр цилиндра: В блоке есть несколько отверстий, подъемных отверстий, кулачковых отверстий, главного отверстия.
Колпачки основные: они есть промокните до нижней части блока цилиндров и сделайте половину основного отверстия. Большие основные болты крышки ввинчиваются в отверстия в блоке, чтобы прикрепить крышки к блок
Коренные подшипники: защелкивается в блоке цилиндров и основных крышках, чтобы обеспечить рабочую поверхность
за коренные шейки коленчатого вала.
Коленчатый вал: It преобразует возвратно-поступательное движение поршней во вращательное движение. Коленчатый вал входит в основную расточку блока. Коленчатый вал имеет масло для коленчатого вала. проходов, противовесов, фланца коленчатого вала с направляющей опорой в центр для поддержки первичного вала механической коробки передач и масла коленчатого вала морские котики.
Коренные шейки кривошипа: представляют собой прецизионно обработанные и полированные поверхности, которые устанавливаются на коренные подшипники.
Цапфы шатуна: также термины шатунные шейки — это также обработанные и полированные поверхности, но они предназначены для шатунные подшипники.
Маховик: большой стальной диск установлен на заднем фланце коленчатого вала. Маховик имеет большой зубчатый венец, позволяющий запускать двигатель.
Шатун: крепит поршень к коленчатому валу.
Крышка шатуна: болты к нижней части корпуса шатуна. Его можно удалить для
разборка двигателя.
Его можно удалить для
разборка двигателя.
Подшипники шатуна: избавиться от шейки шатуна коленчатого вала.
Поршневой палец: позволяет поршень качаться на шатуне. Штифт проходит через отверстие в поршень и малый конец шатуна.
Поршни: передач давление сгорания на шатун и коленчатый вал. Это должно удерживайте поршневые кольца и поршневой палец во время работы в цилиндре.
Кольца поршневые: В автомобильных поршнях обычно используются три кольца — два компрессионных кольца и одно масляное. звенеть.
Балансирные валы: ар используется в некоторых двигателях для снижения вибрации. Эти противовесные валы обычно устанавливаются на левой и правой стороне блока цилиндров и приводятся в движение ремнем или цепочкой.
Конструкция верхнего (верхнего) конца
* Головка блока цилиндров: болтами к деке блока и закрывает верхнюю часть цилиндров. Предстоящий
прокладка уплотняет поверхности блока и головки, предотвращая попадание масла, охлаждающей жидкости и давления
утечка.
Предстоящий
прокладка уплотняет поверхности блока и головки, предотвращая попадание масла, охлаждающей жидкости и давления
утечка.
* Головка блока цилиндров без покрытия: представляет собой отливку головки со всеми ее частями (клапаны, держатели, фиксаторы, пружины, сальники и коромысла) сняты. Головка блока цилиндров состоит из сгорания камеры, впускные отверстия, выпускные отверстия, масляные каналы, водяные рубашки, впускные палуба, вытяжная дека и отверстия для дюбелей.
* Направляющие клапана: ар небольшие отверстия, проделанные через верхнюю часть головы, проделайте во впускном отверстии и выхлопные отверстия.Двумя основными типами направляющих клапана являются интегральные и вдавлен.
* Седла клапана: сот круглые обработанные поверхности в отверстиях портов к камерам сгорания. В седла клапана могут быть частью головки или отдельным запрессованным элементом.
* Клапаны: открытые и
близко к регулируемому потоку в камеру сгорания и из нее.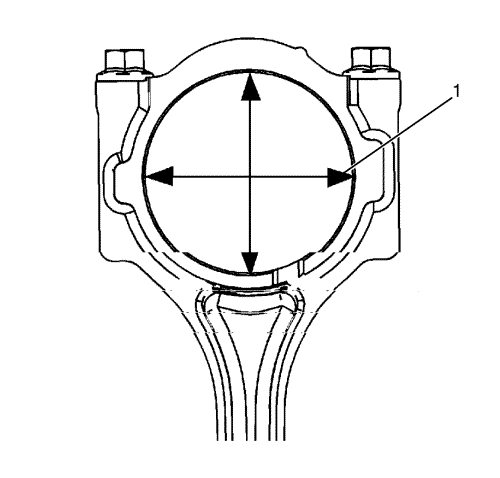
* Уплотнения клапанов: предотвращают попадание масла в отверстия головки цилиндров через
направляющие клапана.
* Пружина клапана в сборе: используется для закрытия клапана. Он в основном состоит из пружины клапана, фиксатора, и два сторожа.
* Распредвал: открывает клапаны двигателя в нужное время во время каждого хода.
* Шестерня распределительного вала: а Распредвал иногда имеет приводную шестерню для работы распределителя и масляного насоса.
* Эксцентрик распределительного вала: Эксцентрик (овал) может быть обработан на распредвале для механической (двигательной ведомый) бензонасос.
* Подшипники распредвала: обычно представляют собой неразъемные вставки, запрессованные в блок ГБЦ.
* Подъемники клапана: также называемые толкатели, ездят на кулачках и передают движение остальной части клапанный механизм.
* Толкатели: передача движение между подъемниками и коромыслами. Они нужны, когда
распредвал расположен в блоке цилиндров
Они нужны, когда
распредвал расположен в блоке цилиндров
* Коромысла: может быть используется для передачи движения от толкателей к клапанам.Их можно использовать в двигатели OHC и OHV. В любом двигателе коромысла устанавливаются поверх ГБЦ различными методами; вал коромысла, шпилька коромысла или коромысло пьедестал. Есть два типа коромысел; регулируемые коромысла, и нерегулируемые коромысла. Регулируемые коромысла позволяют менять зазор клапанного механизма. Нерегулируемые коромысла не позволяют изменить клапанный зазор. Они используются только с некоторыми гидравлическими подъемниками.
* с соленоидом коромысла: используются на двигателях переменного объема.Соленоиды может быть включен или выключен для деактивации или активации некоторых клапанов двигателя.
* Переменная синхронизация клапана: изменять фазы газораспределения при изменении частоты вращения двигателя. Это сделано для оптимизации движка
мощность и эффективность на всех рабочих скоростях.
Конструкция передней части
Механизм привода распредвала также называется механизмом газораспределения, должен поворачивать распределительный вал и удерживать его синхронно с коленчатый вал двигателя и поршни.Иногда он также должен питать другие устройства. (балансирный вал, масляный насос, распределитель и т. д.) Различают три основных типа приводы распредвалов: зубчатая, цепная, ременная.
Зубчатая передача: ГРМ шестерни — это две косозубые шестерни на передней части двигателя, которые приводят в действие двигатель. распредвал.
Цепь привода ГРМ и две
звездочки: цепь привода ГРМ передает мощность от звездочек кривошипа к
кулачковые звездочки. Шпонка коленвала используется для блокировки звездочки коленчатого вала.
к валу.Шпонка распределительного вала или штифт используется для фиксации распредвала.
звездочку на кулачке, и гарантирует, что звездочка не вращается на кулачке. распредвал и выйти не вовремя. Натяжитель цепи может использоваться для
чрезмерное провисание по мере износа цепи и звездочек. Направляющая цепи может быть
необходимо для предотвращения ударов цепи. Допускается использование вспомогательной цепи и звездочек для привода масляного насоса двигателя, балансирных валов и других узлов двигателя. Нефть
slinger помогает распылять масло на цепь привода ГРМ для предотвращения износа. Двигатель
передняя крышка , также называемая крышкой цепи привода ГРМ или крышкой шестерни ГРМ, является металлической
корпус, который крепится болтами к передней части двигателя. Он охватывает цепь привода ГРМ или
шестерни, чтобы масло не разбрызгивалось. Крышка удерживает сальник коленвала.
распредвал и выйти не вовремя. Натяжитель цепи может использоваться для
чрезмерное провисание по мере износа цепи и звездочек. Направляющая цепи может быть
необходимо для предотвращения ударов цепи. Допускается использование вспомогательной цепи и звездочек для привода масляного насоса двигателя, балансирных валов и других узлов двигателя. Нефть
slinger помогает распылять масло на цепь привода ГРМ для предотвращения износа. Двигатель
передняя крышка , также называемая крышкой цепи привода ГРМ или крышкой шестерни ГРМ, является металлической
корпус, который крепится болтами к передней части двигателя. Он охватывает цепь привода ГРМ или
шестерни, чтобы масло не разбрызгивалось. Крышка удерживает сальник коленвала.
Ремень ГРМ: Зубья
Топор сформирован внутри пояса. Они сцепляются с зубами снаружи
кривошипа и звездочек кулачка. Звездочка ремня обычно имеет квадратную форму.
зубы. Натяжитель ремня ГРМ — колесо, которое удерживает ремень ГРМ в натянутом состоянии. на его звездочки.Датчики ремня ГРМ обнаруживают чрезмерное натяжение натяжителя
удлинение и износ и растяжение ремня ГРМ. Когда датчик обнаруживает ремень
растяжение, индикатор возможного выхода ремня из строя, сигнализирует ЭБУ. ЭБУ может
затем включите приборную панель, чтобы предупредить водителя о проблеме. Вспомогательный ременная звездочка , также называемая промежуточной звездочкой, может использоваться для работы
масляный насос, водяной насос, распределитель и т. д. Ремень ГРМ просто удлиняется
вокруг этой дополнительной звездочки.Крышка ремня ГРМ — это просто лист металла или
пластиковый кожух вокруг ремня привода кулачка.
на его звездочки.Датчики ремня ГРМ обнаруживают чрезмерное натяжение натяжителя
удлинение и износ и растяжение ремня ГРМ. Когда датчик обнаруживает ремень
растяжение, индикатор возможного выхода ремня из строя, сигнализирует ЭБУ. ЭБУ может
затем включите приборную панель, чтобы предупредить водителя о проблеме. Вспомогательный ременная звездочка , также называемая промежуточной звездочкой, может использоваться для работы
масляный насос, водяной насос, распределитель и т. д. Ремень ГРМ просто удлиняется
вокруг этой дополнительной звездочки.Крышка ремня ГРМ — это просто лист металла или
пластиковый кожух вокруг ремня привода кулачка.
* Шкивы коленчатого вала: необходимы для работы генератора, насоса гидроусилителя руля, кондиционера компрессор, насос нагнетания воздуха и другие устройства.
* Балансные валы двигателя: связаны с коленчатым валом или распределительным валом. Балансирный вал имеет грузы.
которые вращаются в направлении, противоположном вращению коленчатого вала. Это отменяет
крутильные колебания, создаваемые коленчатым валом, что обеспечивает более плавный двигатель
праздный.
Это отменяет
крутильные колебания, создаваемые коленчатым валом, что обеспечивает более плавный двигатель
праздный.
* Коллектор впускной : есть отливка из металла или пластмассы, которая крепится болтами и закрывает впускные каналы на головке блока цилиндров.
Болты крепления выпускного коллектора к головку блока цилиндров, над выпускными отверстиями. Крышка клапана также называется крышкой коромысла или Крышка распредвала на двигателях OHC представляет собой тонкий кожух над головкой блока цилиндров. Он просто предотвращает утечку масляного спрея клапанного механизма из двигателя. Крышка уплотняется прокладкой или герметиком.
Прокладки двигателя предотвращают давление, утечка масла, охлаждающей жидкости и воздуха между компонентами двигателя. Они есть; прокладка ГБЦ, прокладка клапанной крышки, прокладка масляного поддона, прокладка передней крышки, Прокладки корпуса термостата, прокладки впускного и выпускного коллектора и т. д.
Поддон и поддон масляный
Поддон картера, обычно изготовленный из
тонкий лист металла или алюминия, болты к нижней части блока цилиндров. Это
вмещает дополнительный запас масла для системы смазки.Масляный поддон установлен
с резьбовой пробкой сливного отверстия для замены масла. Отстойник — это самая нижняя часть
масляный поддон, в котором собирается масло.
Это
вмещает дополнительный запас масла для системы смазки.Масляный поддон установлен
с резьбовой пробкой сливного отверстия для замены масла. Отстойник — это самая нижняя часть
масляный поддон, в котором собирается масло.
Двигатели одно- и многоцилиндровые
Соотношение мощность / масса:
Мощность двигателя изменяется как площадь отверстия (то есть с площадью поршня), но масса изменяется как куб канала ствола (то есть с объемом использованного материала). Увеличение мощность за счет использования большого цилиндра, следовательно, приводит к низкому соотношению мощности / веса, тогда как увеличение количества цилиндров сохраняет мощность и вес в такие же пропорции.
Интервал и крутящий момент колебание:
Так как все цилиндры должны
зажигание за два оборота четырехтактного коленчатого вала, интервалы зажигания
7200 разделить на количество цилиндров. Эффективный рабочий ход занимает
около 1350. С. одноцилиндровый, масса большого маховика требуется для
поглощают колебания крутящего момента и обеспечивают энергией коленчатый вал. Как число
цилиндров увеличивается, крутящий момент становится более плавным и требуется меньший вес маховика,
помощь ускорению.
С. одноцилиндровый, масса большого маховика требуется для
поглощают колебания крутящего момента и обеспечивают энергией коленчатый вал. Как число
цилиндров увеличивается, крутящий момент становится более плавным и требуется меньший вес маховика,
помощь ускорению.
Охлаждение:
Большие цилиндры имеют длинные тепловые пути, например, от центра поршня. Необходимы многоцилиндровые агрегаты для большой мощности, чтобы избежать проблем со смазкой и детонацией из-за перегрев.
Уравновешивающие и инерционные нагрузки:
Одноцилиндровый агрегат может
только при неправильной балансировке, и вибрация будет возникать при определенных оборотах двигателя.
Рядные четырехцилиндровые агрегаты имеют небольшие вторичные дисбалансные силы, в то время как
горизонтально противоположный; шестицилиндровые и восьмицилиндровые агрегаты могут иметь полностью
удовлетворительный баланс.Уменьшенная возвратно-поступательная масса многоцилиндрового
двигатель позволяет более высокие частоты вращения коленчатого вала без проблем с силой инерции.
Обычный автомобильный двигатель:
Часть преимуществ традиционный опыт работы с этим типом агрегатов: четырехтактный, четырехцилиндровый, рядный двигатель с водяным охлаждением имеет неотъемлемые преимущества.
* Двухтактный агрегат имеет недопустимый расход топлива.
* Экономичность с воспламенением от сжатия (CI) компенсируется меньшей мощностью и
ускорение, с увеличенным стоимость, шум, вес и (для некоторых) более неприемлемое топливо.
* Двухцилиндровый двигатель имеют большие колебания крутящего момента, а
* Шесть цилиндров единиц являются ненужным расходом при емкости 2-2,5 л.
* V4, и по горизонтали четыре противостоящих (HO4) дороже и имеют много комплектующих по сравнению с линейной компоновкой, а H04 имеет более сложные коллекторы
и охлаждающие устройства.
* Воздушное охлаждение в нет подходит для четырехцилиндровых рядных агрегатов; он более шумный, требует мощности для привода большой вентилятор системы охлаждения и сложное отопление салона
Юбка поршня, шток поршня и ствол Поршень
Поршень — важная часть камеры сгорания судового двигателя, которая преобразует силу газа в механическую энергию за счет возвратно-поступательного движения.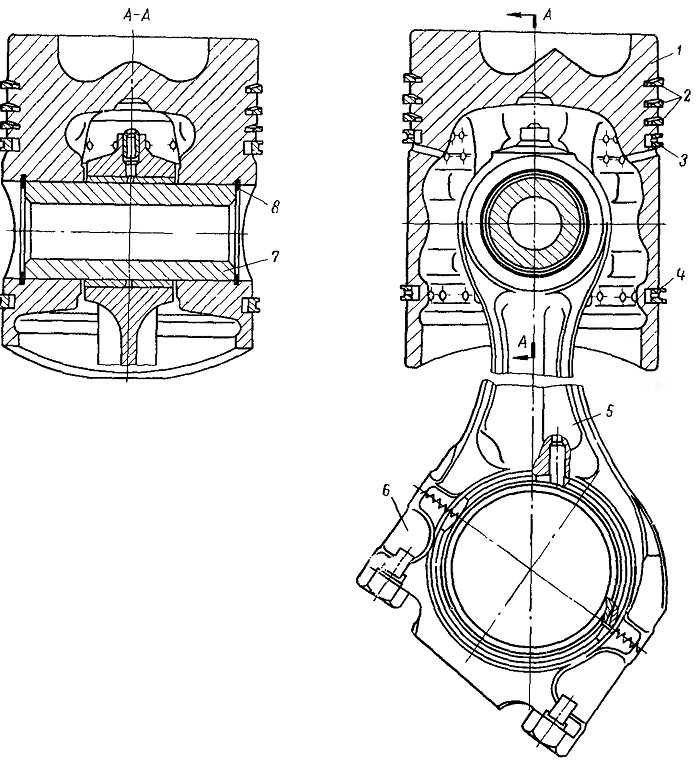
Юбка поршня, шток поршня и ствол поршня являются тремя компонентами поршневой системы судовых дизельных двигателей. В этой статье мы узнаем о каждом из них.
Обычно используются два типа поршневых устройств:
- Поршень крейцкопфа: Состоит из днища поршня, юбки поршня и штока поршня (используется в большом двухтактном двигателе), который соединен с крейцкопфом для передачи бокового усилия на конструкцию двигателя
- Поршень ствола: Состоит из поршня с удлиненной юбкой для поглощения боковых толчков и прикреплен к шатуну с помощью поворотного подшипника с малым концом (используется в небольших 4-тактных морских двигателях).
Юбка поршня подходит как для двухтактных, так и для четырехтактных двигателей. Он выполняет разные функции для разных двигателей. В двухтактных двигателях с большой поперечной головкой и однопоточной продувкой эти юбки имеют короткую длину и предназначены для использования в качестве направляющих и стабилизации положения поршня внутри гильзы. Обычно он сделан из чугуна. Диаметр юбки обычно немного больше диаметра поршня. Это сделано для предотвращения повреждения поверхности гильзы из-за движения поршня.
Обычно он сделан из чугуна. Диаметр юбки обычно немного больше диаметра поршня. Это сделано для предотвращения повреждения поверхности гильзы из-за движения поршня.
Кольца из мягкой бронзы также входят в юбки поршней. Эти бронзовые кольца помогают при обкатке двигателя, когда двигатель новый, и при необходимости могут быть заменены.
В двухтактных двигателях, имеющих петлевую или поперечную продувку, юбки немного больше, поскольку они помогают перекрывать продувочные и выпускные отверстия в гильзе.
Материал юбки:Обычно он изготавливается из чугуна с шаровидным графитом, который имеет следующие свойства:
- Самосмазывающийся
- Превосходная износостойкость
Щелевое кольцо поршня: Это кольцо из мягкого сплава бронзы со свинцом, которое устанавливается в юбку поршня.Имеют следующий функционал:
- Обладает низкими фрикционными характеристиками
- помощь при обкатке двигателя, когда двигатель новый, при необходимости можно заменить
- Предотвращает прямой контакт высокотемпературной стенки (верхней стороны) поршня с гильзой
В четырехтактных или стволовых поршневых двигателях на юбке имеется поршневой палец, который передает мощность от поршня на поршневой палец или верхний подшипник. Поскольку в четырехтактных двигателях нет направляющих крейцкопфа, эти юбки помогают передавать боковую тягу, создаваемую шатуном, на стенки гильзы.
Поскольку в четырехтактных двигателях нет направляющих крейцкопфа, эти юбки помогают передавать боковую тягу, создаваемую шатуном, на стенки гильзы.
Осмотр — При осмотре юбки поршня необходимо проверить следующее:
- Карбон
- Знак износа и истирания
- Задиры в компенсационном кольце
- Проверить выступ поршневого пальца на предмет трещин и / или деформации в юбке поршня ствола
Поршневые штоки обычно используются в больших двухтактных двигателях.Поршневые штоки помогают передавать мощность, производимую в камере сгорания, на траверсу и ходовую часть двигателя.
Длина этих стержней зависит от длины хода двигателя и конструкции производителя. Верхний конец штока имеет фланцевое соединение или прикрепляется к нижней части поршня, а нижний конец соединяется с крестовиной.
Шток поршня проходит через сальник поршня или сальник, поэтому шток должен иметь гладкую рабочую поверхность и низкий коэффициент трения.
Важная функция поршневого штока:
- Сила газа, действующая на верхнюю часть днища поршня, передается на шток поршня с помощью внутреннего механизма, предотвращающего возможное искажение кольцевого ремня.
- Для охлаждения поршня шток состоит из двух сквозных концентрических отверстий. Эти отверстия предназначены для подачи и возврата охлаждающего масла.
Материал поршневого штока:
Из кованой стали изготавливают шток поршня, который имеет следующие свойства:
- Высокая прочность по сравнению с литой сталью
- Лучшее качество поверхности
Осмотр — При осмотре штока поршня необходимо проверить следующее:
- Следы износа и трения из-за сальника
- Царапина или вмятина из-за неправильного обращения
- Неровность стержня в различных положениях
- Блеск поверхности штока поршня (измерьте шероховатость поверхности в рупиях)
Поршень ствола — термин, обычно обозначающий поршни четырехтактных среднеоборотных двигателей. Эти поршни имеют составную конструкцию, состоящую из тонкосекционной днища поршня из легированной стали и юбки из алюминиевого сплава. Эти поршни легкие, прочные и жесткие по конструкции и способны противостоять высоким температурам и коррозии.
Эти поршни имеют составную конструкцию, состоящую из тонкосекционной днища поршня из легированной стали и юбки из алюминиевого сплава. Эти поршни легкие, прочные и жесткие по конструкции и способны противостоять высоким температурам и коррозии.
Поршень кованый, внутри предусмотрено пространство для размещения охлаждающих пространств за счет охлаждающего масла. Юбка имеет место для поршневого пальца, который передает мощность на шатун. Юбка также помогает передавать боковую тягу, создаваемую шатуном.
Поршень состоит из канавок под кольца для установки поршневых колец. Посадка поршневых колец закалена и покрыта хромом для уменьшения износа. Верхняя поверхность короны может быть утоплена для обеспечения зазора для впускных и выпускных клапанов. Компрессионные кольца устанавливаются в заводную головку и обычно имеют плазменное покрытие, в то время как другие кольца хромируются. Маслосъемное кольцо установлено в верхней части юбки поршня.
Поскольку шток поршня не используется, высота двигателя значительно уменьшается при использовании ствола поршня, но нет разделения между узлом гильза / поршень и картером, что может привести к загрязнению в случае продувки.
Материал: Поршень ствола состоит из днища поршня и удлиненной юбки.
- Корона изготовлена из жаропрочного сплава кованой стали, включающего хром, никель и молибден, что обеспечивает жаропрочность и коррозионную стойкость без снижения прочности.
- Юбка изготовлена из чугуна с шаровидным графитом или кованого кремниевого алюминиевого сплава, который имеет то преимущество, что он легкий, с низкой инерцией, что снижает нагрузку на подшипник.
Теги: поршневые кольца
Шатун MT3-M12, расточная головка F1-12 50 мм, с набором расточной оправки 9 шт. 12 мм: Amazon.com: Инструменты и товары для дома
Депозит без импортных сборов и $ 33.94 Доставка в РФ Реквизиты Купон: Сэкономьте дополнительно 5%, применив этот купон. Условия
| Материал | Легированная сталь |
| Марка | Garosa |
| Размеры изделия ДхШхВ | 0.39 x 0,39 x 0,39 дюйма |
- Убедитесь, что он подходит, введя номер своей модели.
- ВЫСОКОЕ КАЧЕСТВО: Этот набор сверлильных головок изготовлен из высококачественной стали с отличным сочетанием твердости и вязкости, что продлевает срок его службы.
- ПРОСТОТА ПЕРЕНОСА: Все продукты этого набора расточных головок находятся в ящике для инструментов, поэтому он очень удобен нести.
- ПРЕВОСХОДНАЯ РАБОТА: Этот набор сверлильных головок очень тщательно продуман, поэтому он работает с высокой точностью. Это может улучшить вашу работу.
- НАБОР ИЗ 14 ПРЕДМЕТОВ: Этот набор бурильной головки включает 1 * расточную головку, 1 * резьбу дышла, 9 * расточную оправку, 3 * гаечный ключ. Полные аксессуары, более удобные в использовании.
- ПРИМЕНЕНИЕ: Этот набор расточной головки используется для обработки внутренней поверхности отверстия, расточного отверстия, внешнего круга, расточной торцевой поверхности, расточного ступенчатого отверстия, расточной торцевой поверхности, режущего отверстия, канавки внешнего кольца и т. Д.
Технические характеристики для этого элемента
| Тип основы | по умолчанию |
|---|---|
| Фирменное наименование | Garosa |
| Ean | 0713135336684 | 55
Шпильки ARP Таким образом, шпильки ARP обладают большей прочностью на растяжение, чем болты со стандартной головкой, что позволяет приложить к ним больший крутящий момент.Также подойдет… Болты с головкой ARP изготовлены из высокопрочной стали. Удлиненные шпильки заднего колеса Arp для Mazda Mx5 94-05 Na Nb Type B 4 Pack. Используйте стандартную последовательность крутящего момента головки SBF. Комплекты болтов выпускного коллектора ARP 12pt. Среднеуглеродистая термообработанная сталь класса 8. Вот почему шипы ARP® популярны среди ведущих гонщиков Sport Compact / Import. 0L Powerstroke головки блока цилиндров от подъема из-за более высокого давления сгорания. Pro-Bolt поставляет мотоциклы в течение 20 лет, включая гоночные команды в MotoGP, Moto2, Moto3, World Superbikes, British Superbikes.Эти болты выкованы из аэрокосмического сплава и подвергаются термообработке перед накаткой резьбы и механической обработкой. DSM Wiseman. R. Таким образом, вам нужно будет приложить к болту вдвое больший крутящий момент, чтобы он действительно сдвинулся. Об этом продукте. Пожалуйста, выберите количество 2 на следующей странице, чтобы заказать пару цилиндров. Головки цилиндров FLOTEK Performance имеют литые отверстия и предназначены для применения на улице начального уровня, работающих в диапазоне от холостого хода до 5500 об / мин. … ARP. 17. Шпилька с резьбой 7/16 дюйма класса 8 идентификатор продукта: 23004 описание: Шпильки с резьбой 7/16 дюйма класса 8, шпильки головки цилиндра и коллектора.5 из 5 звезд. ARP занимается созданием креплений, которые обладают максимальной прочностью и долговечностью, чтобы обеспечить их долговечность в гонке за гонкой. 85 О ARP. Ввиду направления вращения коленчатого вала выемки в шатунных подшипниках должны выходить на воздухозаборник двигателя! Установите стержни, совместив колпачок и балку. В некоторых приложениях предусмотрены приспособления для установки поддонов для защиты от ветра и специально спроектированные стойки… R / T Tuning & Retail Speed Shop. Ванкувер, Вашингтон. Эти шипы премиум-класса производятся компанией ARP с использованием только лучших материалов, технологий, конструкций и инженерных решений.Колесные шпильки ARP изготовлены из термообработанного хрома 8740, имеют кадмиевое покрытие для дополнительной прочности и имеют предел прочности на разрыв 200 000 фунтов на квадратный дюйм. Выберите Автомобиль. 359 долларов. Крепеж Pro-Bolt — высочайшее качество, которому можно доверять. Последние посты. 5 / 16-18 и 5 / 16-24 Эти шпильки доступны для всех двигателей 13B, включая двигатель MSP-13B Rx-8, 13REW, 13RE, 13B и 13BT. Основные шпильки. Мы являемся ведущим поставщиком высококачественных гаек, болтов, шайб, аксессуаров для мотоциклов и комплектов болтов. Резьба, 1. Впускные элементы.82 2050-01-01. 20 болтов и шайб. Болты ARP. 2 Я прошу разницы, так что у кого-нибудь из вас есть номер детали arp для шпилек головки arp для 2200 спасибо, ребята. В результате, колесные шпильки ARP способны выдерживать гораздо более высокие нагрузки, чем традиционные колесные шпильки, что позволяет использовать шпильки с головкой ARP GM Duramax из двух различных материалов: Материал ARP 2000 — прочность на разрыв 220 000 фунтов на квадратный дюйм — Деталь # 230-4201 Custom Age 625 + Материал — Прочность на разрыв 260 000 фунтов на квадратный дюйм -… Узнайте, что хорошо работает в ARP, от людей, которые знают лучше всего.ARP известна своими высококачественными болтами и шпильками. Для ранних головок с небольшими отверстиями для толкателей не требуется фрезерование или направляющие пластины. 42. Временно нет в наличии. Комплект шпилек ГБЦ для Toyota 3. Крепежные детали трансмиссии. В качестве сошников ARP использует сплав 8740 высшего качества, который намного превосходит «авиационное» качество. Диаметр 308˝ — шаг 7 / 16-20 Разработан, чтобы выдерживать экстремальное усилие сдвига, и Xotic Performance предлагает полный спектр запасных частей для популярных отечественных и импортных легковых и грузовых автомобилей.Продукция для автомобильных гонок Тел: (805) 339-2200 1863 Истман-авеню. Самый большой инвентарь · Подарочные карты · Онлайн-чат 24/7 · Легкая информация о возврате. Automotive Racing Products, Inc. 95 Новое. Да, болты ARP 250-4206 с головкой M8 внутреннего ряда входят в комплект шпильки ARP Diesel Custom Age 625+ 250-4205. 133 доллара. Крепежные детали ГБЦ. Если болты стержня ARP действительно не нужны, не нужны ли и основные шпильки ARP? В зависимости от ваших целей, если вы не делаете кованые штоки и поршни, я бы не стал беспокоиться.… 6. от 349 $. Шпилька головки блока цилиндров серии Pro от ARP®. Сначала сказали, что сделают к июню, потом июлю, потом августу, потом ноябрю и теперь декабрю. Коромысла 17-23 фунт-сила-футов. Комплект шпильки со стальной головкой блока ARP для M50 / M52 и S50 / S52 (спецификация США) Практически каждый ведущий профессиональный производитель двигателей BMW использует шпильки головки ARP Pro Series. to / 2vudxtG Купить болты головки здесь: https: // amzn. «Большинство санкционирующих органов предъявляют особые требования в отношении того, сколько резьбы должно выходить из гайки», — заявляет Raschke ARP.Применена скидка за объем… Алюминиевые шпильки воздуходувки ARP. Кисть верхний контейнер. Болты и шпильки ARP. Стальной шатун H-образной балки с болтами ARP 8740 или 2000. 0L Для дизельного двигателя Powerstroke 2003-2007 гг. F250 F350 F450 F550 Нанесите ARP Molylube на резьбу и под головку каждого болта. Но я нашел надежный источник для очень ограниченного количества комплектов t 233-4303 Комплект шпильки головки ARP, комплект шпильки головки 233-4303 ARP, Купить комплект шпильки головки ARP (233-4303): Наборы болтов головки — Возможна БЕСПЛАТНАЯ ДОСТАВКА о подходящих покупках, Тысячи товаров добавляются ежедневно, Отличный стиль, доставка по всему миру, Доставка и возврат всегда бесплатны! Head Stud Kit 233-4303 ARP anitarajpurohit.Колесные шпильки ARP изготовлены из термически обработанной хромомолибденовой стали 8740, что обеспечивает им сверхвысокий предел прочности на разрыв — 200 000 фунтов на квадратный дюйм! Кроме того, все колесные шпильки ARP также имеют кадмиевое покрытие для дополнительной прочности и устойчивости к коррозии. 329. В мире, где царит экономия, мы сохранили работоспособность измерителя соотношения воздух-топливо для калибровки, произведенного компанией ECM. Затем на каждую шпильку накатывают резьбу после термообработки для повышения прочности примерно в 10 раз большей усталостной прочности, чем у многих других шпилек, представленных на рынке, на которые нарезают резьбу перед термообработкой.в некоторых случаях может потребоваться шпилька поверх болта, у которой шпилька отсутствует. 60 долларов. 52. С 1968 года ARP разрабатывает собственные решения для повышения надежности гоночных двигателей. Эти 6-гранные болты имеют компактную головку, которая позволяет гнезду поместиться в эти труднодоступные места рядом с коллектором. Что касается того, что лучше, разница в материале, стандартное ARP — это предел прочности на разрыв 190 000 фунтов на квадратный дюйм, ARP 2000 — это предел прочности на разрыв 220 000 фунтов на квадратный дюйм. Кованые из аэрокосмического сплава и термообработанные перед накаткой резьбы и механической обработкой.Комплект для замены шпилек головки блока цилиндров Handor 250-4202, совместимый с дизельным двигателем Ford PowerStroke 2003-2007 гг. 6. Чтобы начать установку, Chase Fleece снимает декоративные панели отделки и составную крышку клапана. Крепежные элементы Powersports. «Слабым звеном» в шатуне всегда был болт, и гонщики знают, что никто не сделает болт лучше, чем ARP. Компания APE разработала шипы для тяжелых условий эксплуатации для мотоциклов с высокими характеристиками и сегодня признана ведущим производителем в отрасли. Сделать это таким образом стоит намного дороже, потому что это сложно с инструментами, но результат стоит дополнительных усилий.Для роликовых коромысел и т. Д., Если вы хотите 7/16 «на обоих концах, используйте метрические шпильки головки цилиндров и коллектора из легированной стали с термообработкой из среднеуглеродистой стали класса 8 — продаются по отдельности или в коробке. являются столь необходимой заменой любому автомобилю, участвующему в соревнованиях по овальным трекам или дрэг-рейсингу. 12 июля 2006 г. 4 мм / 1. Я обнаружил, что могу заказать шипы для передней части (ARP # 100-7718), но нет 12-мм ARP полный каталог продукции линейки. Лучше вдавить.И не зря. Выбранные элементы до 5. Пожалуйста, дайте до 1 рабочего дня для ответа. Thoroughbred Diesel — ваш источник для дизельных головок Dodge. 1. 95. Накатка, 12 мм x 1,15 дюйма. 98 — 723 долл. США. ARP 100-0601. Основные шпильки ARP SPEED Компания PERF6RMANC3 в тесном сотрудничестве с ARP разработала основные шпильки специально для двигателя Ecoboost. Все комплекты идут в комплекте с закаленными параллельными шпильками. шлифовальные шайбы и высококачественные гайки. 77 173 долл. При замене маховика на Ford Mustang 2011-2017 гг. возьмите набор этих болтов маховика этой высокопроизводительной серии от ARP.Колесные шпильки диаметром 5 мм повреждены, их можно заменить. Сравнивать. Мы — настоящий магазин, который ежедневно работает с дизельными грузовиками, поэтому почувствуйте, что шпильки ARP Head необходимы, если вы используете наддува более 45 фунтов на квадратный дюйм на вашем Duramax Diesel. ARP использует металлическую смесь железа, углерода, хрома и молибдена в особом соотношении компонентов. Продается как… Для двигателя для работы высокопроизводительных распредвалов с гидросистемой. 486˝ UHL 3. Шпильки головки цилиндров, 12-гранные гайки, Acura, 1. Они с гордостью рекламируют свою продукцию как оснащенную болтами штока ARP.Мировой лидер в технологии крепления для гонок с 1968 года. Погоня за НАБОРами ДЛЯ ФИКСАЦИИ ШПИЛЬКИ ARP HEAD STUD. Шпильки карбюратора ARP позволяют легко устанавливать карбюраторы и прокладки. 99 Новый. Рекомендуемый крутящий момент равен 75% предела текучести крепежа. Комплекты принадлежностей двигателя. Особенно высокая прочность на растяжение этого материала делает болты высокопрочными и… ARP 2000 (некоторые люди называют 425) имеют вес 125 фут-фунтов. Многие производители шатунов выбрали болты ARP в качестве стандартного оборудования.У нас есть запасы на наших полках в Великобритании болтов и шпилек ARP для популярных приложений. 8 л. БЕСПЛАТНАЯ доставка для заказов на сумму более 25 долларов, отправленных Amazon. Комплекты шестигранных болтов двигателя ARP. Размеры отверстий под шпильки колеса и правильная посадка с натягом для накатки. Компания ARP разработала несколько инновационных многоцелевых шпилек для аксессуаров, которые имеют наконечник «гаечный ключ» и наконечник с шестигранной протяжкой для простоты установки, которые могут быть высокого качества по доступной цене. Изготовлены из высококачественных материалов. Шпильки, болты и другие изделия ARP производятся с использованием специально разработанной технологии преобразования сырья в крепеж — процессов «горячей» и «холодной» высадки, термообработки, бесцентрового шлифования, обеспечивающего идеальную концентричность шпилек, резьбонарезания. , ковка гайки и нарезка резьбы, а также обработка металла — черный Комплекты основных шпилек ARP LS1 / LS2 изготовлены из хромистой стали 8740 и имеют предел прочности на разрыв 190 000 фунтов на квадратный дюйм.Основные шпильки ARP исключают прогиб и истирание основной крышки, а также обеспечивают надежную защиту резьбы в блоке двигателя. Кол-во Кол-во . Доступен в моделях серии High Performance и Pro. Эффективная длина шпильки, Chevy, малый блок, пара Номер детали: ARP-134-7124 Комплект шпильки ARP 247-4202. 426 долларов. 5-18 Шпильки головки Dodge Cummins предлагаются из двух различных материалов: Материал ARP 2000 — прочность на разрыв 220 000 фунтов на квадратный дюйм — Деталь № 247-4202. Добавить: Показано с 1 по 13 (из 13 товаров) Соединительный стержень I-образной балки серии 300M Material Pro с болтами ARP и смазкой ARP.Укажите свой VIN при оформлении заказа, и мы проверим, подходит ли эта деталь вашему конкретному автомобилю перед отправкой. Каждый комплект включает правильное количество креплений для вашего приложения. Вот почему специалисты по крепежу в ARP разрабатывают специальные болты, которые намного превосходят оборудование OEM. Комплект шпильки с 12-гранной головкой ARP 2000, 2004-13 LS Двигатели 483 долл. США. Также подходит для некоторых морских применений. 0L Ford Powerstroke Diesel Комплект шпильки ГБЦ ARP 250-4202 (3046) $ 479. Доступны две длины: 56 мм и 72 мм. Комплект шпильки и болта крепления опоры распределительного вала 2011-2020 Mustang ARP 98.Шпильки с головкой ARP. Это значение крутящего момента основано на 75% предела текучести крепежа (190 000 фунтов на квадратный дюйм). Проверьте, подходит ли эта деталь к вашему автомобилю. ARP Hex 6pt. шаг резьбы к шагу резьбы. Шпильки APE изготавливаются из термообработанного хромомолибденового сплава, бесцентрового шлифования и имеют накатанную резьбу после термообработки для максимальной прочности. Хромолибденовая сталь 8740, 200000 фунтов на кв. Дюйм, FORD FE, 16 шт. В упаковке. 55. Узнайте, почему ARP — лучшая компания для вас. 9 VW и Audi Turbo Diesel Вы теряете охлаждающую жидкость двигателя из-за высокого давления наддува, поднимающего голову? Стяжные болты, указанные на заводе, не соответствуют требованиям… Комплекты шпилек головки блока цилиндров ARP имеют прецизионную бесцентровую шлифовку и накатку на резьбу в соответствии со спецификациями Mil-S-8879.Шпилька с резьбой ASTM A-193, класс B7, легированная сталь, гладкая поверхность, крупная резьба, 125000 фунтов / кв. Дюйм S (3 шт. В упаковке) Номер позиции: 96434. 99. ARP® M8 x 1. Ранее продавался как NGK Powerdex AFX, но был заменен в линейке продуктов NGK / NTK из-за высокой стоимости и низкой рентабельности, несмотря на то, что этот товар не продается в паре, это одна головка блока цилиндров. Шпильки с головкой 0, шпильки с армированной головкой 6. Замечание по установке: заманчиво использовать гайку с проушиной для втягивания их в ступицу, но ARP не рекомендует этого из-за возможного повреждения резьбы.ARP 12pt. Добавить в корзину. Болты ГБЦ Ford 351w Arp hperformance. Шпильки продаются в упаковке по 4 или 5 болтов ARP для маховика. Эти шпильки, изготовленные из хромомолибденовой стали 8740, прошли испытания на прочность на разрыв более 190 000 фунтов на квадратный дюйм. 03. Основная резьба 50 мм, M10 x 1. Сегодня я покажу вам, как быстро закрепить основные шпильки ARP 1jz и 2jz. С 1968 года компания Automotive Racing Products разрабатывает и совершенствует болты, шпильки, гайки и другие крепежные детали для двигателей, головок цилиндров, коллекторов, колес, трансмиссий и многого другого.Когда дело доходит до увеличения HP и увеличения оборотов, это основной быстрый обзор. Доступны для двигателей 289, 302, 351 Вт. 2 имеют болты с резьбой 7/16 Болты головки цилиндров Jeep 4. Некоторые из наших самых популярных товаров — 6. Новинка: Самая низкая цена. Шпильки головки цилиндров ARP (WRX / STi) 260-4701. Замена болтов со стандартной головкой на шпильки с головкой ARP создает Шпильки с головкой ARP CA 625 имеют индивидуальную упаковку для защиты при транспортировке и поставляются с гайками, шайбами и монтажной смазкой. 8L 5. 0L (2JZGE / GTE) рядный 6 (1993-98) Supra.Комплект шпильки головки ARP 235-4702 Высокопроизводительные шпильки с подрезкой серии 8740, 12 точек. 325 долларов. Шпильки, аксессуары, нержавеющая сталь, натуральные, M10 x 1. Все стержневые болты ARP проходят термообработку перед шлифовкой и накаткой резьбы и имеют большой радиус под головкой для большей прочности. to / 2VJL0uxHow Пожалуйста, обновите браузер до современного. 26. 0L Powerstroke, TrackTech Теги: Шпильки головки блока цилиндров, шпильки головки блока цилиндров, арп 6. Мы поставляем шпильки всем ведущим производителям двигателей ARP 202-4305 Ca625 Комплект шпильки головки блока цилиндров Nissan R35 GTR Vr38dett.. Многие из вас, возможно, уже знают это, но для тех, кто не уверен, я вчера связался с ARP по поводу того, как вы можете определить, безопасно ли повторно использовать шпильки головки. 0L Основной комплект шпилек Ecoboost. Шпильки из нержавеющей стали с прессовой посадкой. Шпильки с головкой ARP. 165˝ Длина накатки 0. Болты 1 / 4-20 и 1 / 4-28. ДЕТАЛИ: Изготовлен из высококачественного сплава 8740, обеспечивающего превосходный ресурс усталостного цикла; AMC 401 Стержневые болты Комплект ARP № 114-6002 AMC 360/401 Комплект болтов с головкой ARP № 114-3602 То, что не указано в книге ARP: Фрезерование головок с перемычкой AMC 304/360/401.Болты ARP — шпильки с головкой. Новые предметы. Алюминиевые стержни. Комплект шпильки головки цилиндра для Ford 6. Комплект шпильки головки блока цилиндров ARP 2000, 6. 0 Запасной № 2504202 3C3Z-6065-AA. Болты 10-24 и 10-32. Диаметр накатки 14. Крепежные детали блока цилиндров. Все, что вам нужно, для всего, что вы водите. ARP рекомендует использовать СМАЗКУ ДЛЯ СБОРОЧНЫХ КРЕПЕЛЕЙ ARP ULTRA-TORQUE FASTENER ASSEMBLY LUBRICANT, которая входит в комплект, а не моторное масло. НОВЫЙ КОМПЛЕКТ: Duramax 6. Innovative Diesel теперь в ID Speed Shop! Дом производительности для бензиновых и дизельных автомобилей! Мы предлагаем широкий выбор высокопроизводительных деталей, OEM-детали… Машинный цех, Металлообрабатывающий цех, Цех тюнинга автомобилей. Их также называют подвесными болтами. Их можно использовать для подвешивания, монтажа и крепления деталей к деревянным конструкциям.3L 6. Мы считаем крепления ARP существенным усовершенствованием стандартных или бюджетных шипов на вторичном рынке, которые склонны к растяжению. Необходимые инструменты: Шестигранный ключ на 5 мм Головка на 14 мм 1. Шпильки головки цилиндров. Инженеры ARP гарантируют, что каждая деталь будет превосходить любую другую застежку на рынке сегодня. 0 литровый 242 рядных шести L6… SRT4 Шпильки с головкой ARP Заводские болты с головкой могут начать растягиваться при более высоком давлении в цилиндре, и между блоком и головкой останется достаточно места для вытекания сгорания. ARP — это бренд, известный во всем мире как лидер в области усиленных деталей двигателей: шпильки и болты головки, концы шатунов и болты коленчатого вала,… Нет, все болты и шпильки марки arp имеют четкую маркировку arp вместе с частью arp номер, у нас есть некоторые комплекты, которые включают в себя детали марки ARP, и они отмечены, что включают в себя болты arp, если не говорит arp, это не arp.00. Характеристики резьбы: 14 мм x 1. Мы придумали 7 лучших нестандартных шпилек с головкой ARP, которые могут вас заинтересовать, и оценили их по таким факторам, как соотношение цены и качества, популярность, опыт использования. Хорошая страховка от выхода из строя прокладки головки блока цилиндров. Сообщите мне. Наши сменные колесные шпильки OEM предназначены для запрессовки в исходное отверстие ступицы OEM (желательно с помощью гидравлического пресса, поскольку использование гайки может создать проблемы). Нет ничего определенного. 895 «Высота. 57». ARP 4 шт. Удлиненные шпильки колес Miata 90 91 92 93 Деталь № 100-7719 ARP 5 шт. Шпильки колес Honda Civic 2009 Деталь № 100-7712 Термообработанные хром-молибденовые шпильки ARP 8740 являются столь необходимой заменой для любого автомобиля с овальной гусеницей или соревнования по дрэг-рейсингу.Размер резьбы 5/16 дюйма. Тем не менее, очень важно следить за растяжением… Страница продукта для установки болтов шатуна ARP для Nissan Maxima 4 Door Sedan S 2014 г. Эти болты для S65 / S85 изготавливаются на заказ компанией ARP для BE Design (также известные как BE Bearings). Покрытие кадмием для дополнительной прочности. Удлиненные колесные шпильки ARP. Затем установите шайбы и гайки на шпильки и затяните их вручную. 16 долларов. Их долговечность и прочность выдерживают испытание временем. KEYSION Противоударный чехол для Huawei P40 P40 Pro Plus P30 P20 Lite Кожаное зеркало… ARP Rocker Arm Stud 234-7201; Винт для серии Pro 3/8 «-24» 2.Вы не только теряете мощность, но и подвергаете риску свою систему охлаждения и прокладку головки. Смажьте резьбу шпилек, гайки и шайбы СМАЗКОЙ ARP ULTRA-TORQUE FASTENER ASSEMBLY. 0L Power Stroke ARP2000 — болты с головкой M8 внутреннего ряда продаются отдельно. 62 доллара. Продается индивидуально. Эти шпильки ARP рассчитаны на предел прочности при растяжении 220 000 фунтов на квадратный дюйм и обеспечивают зажимное усилие, необходимое для предотвращения подъема головок цилиндров из-за более высокого давления сгорания. Каталог 2022 года и технический справочник Сделано с помощью FlippingBook.38 долларов. Шпильки коромысла ARP сконструированы так, чтобы каждый раз обеспечивать удобную посадку, концентрическую внутри. 154 доллара. Эту трубку системы рециркуляции ОГ также необходимо временно снять, чтобы освободить место для установки шпильки. 8L (B18C1) VTEC, Acura GS-R M11. Говорят, чтобы добиться успеха, нужно определить потребность и удовлетворить ее. 1436 австралийских долларов. В итоге они прочнее, но шипы стандартного ARP более чем достаточно прочны для большинства приложений. ARP Spoofing — так известен этот тип атаки. Главная: Фотографии: Мои темы / Ответы: Сегодняшние сообщения: Калькулятор HP Купите ARP 206-4209: комплект головок для Rover серии K с быстрой бесплатной доставкой на LMP! Быстро и бесплатно.Комплект шпилек 12Pt шкива водяного насоса ARP. БЕСПЛАТНАЯ ДОСТАВКА для всех заказов на сумму более 200 долларов ARP 209-5401 Основной комплект шпилек для Opel 2.0, шпильки с головкой, 6. Комплект болтов с головкой ARP Chev SB 283-350ci ARP (Automotive Racing Products) была создана в 1968 году, чтобы удовлетворить потребности в производительности. шпильки, болты и крепежные детали для гоночных двигателей того времени. Купите лучшие нестандартные наконечники шипов ARP. Они включают шпильки, изготовленные из хромистой стали 8740 и прошедшие термообработку на заводе с пределом прочности на разрыв 190 000 фунтов на квадратный дюйм. Каждая шпилька подвергается термообработке до 200 000 фунтов на квадратный дюйм, что обеспечивает полное проникновение тепла.Эти шпильки изготовлены из 8740 хрома ARP 300-2420 Moroso 64919 с двойной возвратной пружиной с 1-дюймовой распорной пластиной с комплектом карбоновых шпилек серии Pro. Комплект шпилек ARP для головы Ford 6. Кроме того, устранение прогиба и фреттинга основной крышки, а также точное выравнивание Шпильки рекомендуется использовать вместо болтов из-за возможности получения более точных показаний крутящего момента, поскольку шпильки не «скручиваются» в блок. Просто повторно ARP использует сплав премиум-класса 8740, который оценивается намного лучше, чем качество самолетов. Балленджер Монитор соотношения воздух-топливо Motorsports AFR500 оказался очень успешным.Это метод, который хакеры используют для получения доступа к сети для кражи пакетов данных, проходящих через локальную сеть. Новые резьбовые шпильки коромысла ARP 134-7104 3/8 дюйма от Chevy & Ford 1. Основание с очень большим радиусом обеспечивает большее сопротивление изгибу. Шпильки по сравнению с комплектом шпилек головки цилиндров для Honda 1. com посетили более 100 тысяч пользователей за последний месяц 22. Этот предмет: Комплект шпилек ARP 247-4202. В наличии. 33. 64 доллара США. Для 375 используются направляющие пластины и роликовые штифты. 50 0 1596870855. Материал X. Custom Age 625+ — прочность на разрыв 260 000 фунтов на квадратный дюйм — Деталь № 247-4204.Просто прочтите до нужного размера крепежа. Продается индивидуально, вам понадобится 4 шпильки на колесо для NA, NB или ND и 5 шпилек на колесо для NC. 450 дюймов для SBC, SBF. Шпильки головки блока цилиндров ARP — обычное обновление для любой сборки двигателя. Комплект шпильки головки блока цилиндров ARP совместим с 6. Я бы также не стал беспокоиться о кованых шатунах и поршнях мощностью менее 1000 л.с., так что… болты головки блока цилиндров. в комплекте с закаленными шайбами и высокопрочными шестигранными гайками. Шпилька 550, индивидуальная шипа arp 8740, продается поштучно, у этого шипа есть. Общественный колледж Памлико не допускает дискриминации в своих образовательных программах, мероприятиях или занятости по признаку пола, возраста , инвалидность, раса, цвет,… Шпилька коллектора — Ford (-W712244-S300) Рекомендуемая производителем розничная цена: 1 доллар США.У меня был телефонный разговор с одним из ребят из техподдержки, которые сказали мне, что в отличие от болтов штанги (которые вы можете найти, это информация, которую вы никогда не найдете, когда она вам понадобится, так что вот таблица для шпилек головки ARP, основных шпилек, Характеристики крутящего момента и растягивания болтов штанги. Я продал свой последний комплект в июне. 509 дюймов. Они прецизионно отшлифованы и нарезаны резьбой в соответствии со спецификациями Mil-S-8879, с черным оксидным покрытием для защиты от коррозии. Верхняя резьба 25 мм. , Набор из 8. 0 шпилек с гидроциклом, 6.Наборы болтов с головкой для серии ARP Pro предназначены для конкретного применения и предназначены для обеспечения высочайшей прочности в механическом цехе, изготовителе металла, цехе тюнинга автомобилей, Dyno Events 03-09 6. Пред. Из 1 След. Если вы ищете немного более длинную шпильку заднего колеса для вторичного рынка колеса или сверхмощные тормозные барабаны, эти недорогие шпильки сделают свое дело. Greddy Profec / Greddy FMIC Walbro 190, RC 550 cc Набор шпилек головки блока цилиндров ARP необходим для двигателей с повышенным давлением в цилиндрах из-за высокого сжатия, закиси азота, с турбонаддувом и наддувом.Быстрый просмотр. Болты, шпильки, комбо, наборы и многое другое для рекламы ARP. Достижение оптимального уплотнения между головкой блока цилиндров и блоком цилиндров особенно важно для двигателей малого объема, в которых используются поршни с высокой степенью сжатия или сумматоры мощности, такие как турбокомпрессоры, закись азота и нагнетатели. Болты головки цилиндров. Здесь перечислены общие рекомендации по крутящему моменту для большинства креплений ARP. 6L GM Duramax 637 долларов. Гайки и шайбы в комплекте. Они имеют предел прочности на разрыв 200 000 фунтов на квадратный дюйм и способны легко выдерживать огромные ударные нагрузки ускорения (сдвиг) и поперечные силы (удлинение), характерные для гонок.Перед установкой проверьте все оборудование. Затем каждую стойку вертикально помещают в специальные стойки и подвергают точной термообработке до 200 000 фунтов на квадратный дюйм. Каталог 2022 ARP. 98 — 156 долларов. 895 дюймов 17 -… Выбирайте товары для совместной покупки. 0-литровый внедренный шестицилиндровый джип 146-3601 Болты крепления головки цилиндров Jeep 4. ARP ATI K-Series / B-Series L19 Head Stud Kit. Крепежные детали компонентов двигателя. Закажите бесплатную доставку, если этот товар включен и превышает 149 долларов США. Этот комплект шпилек головки ARP изготовлен из хромомолибденовой стали 8740 с пределом прочности на разрыв 190 000 фунтов на квадратный дюйм.Скидка: 0 $. 7L Dodge Cummins 247-4202 ARP-247-4202 8. Компания Automotive Racing Products (ARP) начала производить болты, гайки и другие крепежные детали в Южной Калифорнии 50 лет назад. Мотоцикл и квадроцикл. Эти шпильки предназначены для использования с 2-дюймовым распорным элементом. I. ARP® ДОБАВЛЯЕТ БОЛЬШИЕ ШПИЛЬКИ НА 260 000 PSI ДЛЯ ДИЗЕЛЕЙ DODGE / CUMMINS И DURAMAX Поскольку энтузиасты производительности добавляют увеличивающееся количество турбонаддува к дизельным двигателям, ARP® обеспечивает дополнительную меру безопасности в виде сверхпрочных шпилек, изготовленных из фирменный материал Custom Age 625 + ® с минимальным рейтингом 260 000… Ventura, Ca 93003 www.Каждый комплект поставляется с гайками 12pt из хромомолибденовой стали 8740, параллельными заземляющими шайбами и смазкой для сборки крепежа ARP Ultra-Torque. На веб-сайте ARP также есть инструкции, но убедитесь, что вы следуете инструкциям по имеющимся у вас шпилькам. Применение. Все шпильки затянуты вручную. Обладая прочностью на растяжение 190 000 фунтов на квадратный дюйм, эти термообработанные хром-молибденовые шпильки с кадмиевым покрытием 8740 необходимы для любого автомобиля, участвующего в гонках. 92. & 2. 50. T3 / T4 turbo на форсунках 7 psi 550cc ’99 Eclipse GS-T — SAFCII настроен на 15 psi.00 ARP 247-4202. 98 — 263 доллара. Комплект шестигранных шпилек шкива водяного насоса ARP. Ступицы колес ARP изготовлены из термообработанного хрома-молибдена 8740 и имеют кадмиевое покрытие для дополнительной прочности. Конкуренты NHRDA постоянно расширяют пределы мощности и крутящего момента, которые могут генерировать дизельные двигатели, и используют ARP, чтобы не отставать. Шпильки с протяжкой из нержавеющей стали 25 мм (8 шт.) (400-8014) 0. Двигатели с силовым ходом OL. Bully Dog 85212 — Комплекты шпилек выпускного коллектора Bully Dog ARP. Факс (805) 650-0742 Ventura, Ca. Бесплатная доставка.Набор из 6 болтов. to / 3cyex0c Возьмите комплект пружин здесь: https: // amzn. Будьте первым, кто оставит отзыв. 9L 6. Резьба 50, длина днища 80 мм, поздний GM, Camaro, Firebird, Corvette, набор… Найдите основные комплекты шипов ARP и получите бесплатную доставку заказов на сумму более 99 долларов на Summit Racing! Комплекты основных шпилек ARP помогают устранить смещение / истирание основной крышки и защитить резьбу в блоке двигателя. 238 долларов. 0 Шпильки ARP Aftermarket Performance. Предел прочности на разрыв 200 000 фунтов на квадратный дюйм Комплекты шпилек 625 ARP изготовлены из материала Custom Age 625 + ®, который имеет минимальный предел прочности на разрыв 260 000 фунтов на квадратный дюйм и часто используется в гонках высокого давления и при буксировке салазок.2,533. 0 шпильки головки блока цилиндров powerstroke, шпильки головки блока цилиндров 6. Стальной шатун H-образной балки с болтами ARP Custom Age 625 или L19 и смазкой ARP Lube. Комплект для дизельного двигателя Powerstroke 0L с внутренним рядом M8 — болты. Комплекты корпуса двигателя. Эти сверхпрочные шпильки рассчитаны на предел прочности на разрыв 220 000 фунтов на квадратный дюйм и обеспечивают зажимное усилие, необходимое для удержания вашего 6. ОДНАКО, как насчет того, что обычно делается для высококачественных шпилек с головкой, это крепеж ARP или Automotive Racing Products. компания из Калифорнии. Изображение не доступно.Характеристики крутящего момента на болтах Buick Regal Grand National 1986 и 1987 годов: ЧАСТЬ ~ FT-LBS ~ N-M. 110 долларов. Эти подголовники идеально подходят для тех из вас, кто работает с гораздо большим наддувом и мощностью по сравнению с заводскими уровнями и нуждается в прочном комплекте подголовников, чтобы голова не поднималась. Болты Flexplate играют важную роль в производительности и безопасности гоночных автомобилей и уличных машин. * В каталоге ARP «длина накатки» указана как длина плеча, независимо от того, насколько она накатана. В коробке должен быть лист с инструкциями, и инструкции следует соблюдать.Стальной шатун H-образной балки с болтами ARP Cutom Age 625+ и Manley Lube. пакет смазки ARP ultra-Torque Fastener Assembly Lubricant ARP Ford 2. 295 долларов США. 24 доллара. 168 долларов. 000 дюймов… Основные шпильки ARP обладают рядом преимуществ перед оригинальными болтами и основными болтами. ARP — бесспорный мировой лидер в области автомобильных крепежей. 46. Наша цель — превзойти ожидания клиентов с помощью превосходных продуктов, обслуживания клиентов, доставки, поддержки продаж и маркетинговые программы… ARP 200-2906 Flex Plate Bolts, Small Block Chevy производства ARP всего за 15 долларов.Изготовлен из черного оксида хромомолибденовой стали 8740 с пределом прочности на разрыв 180 000 фунтов на квадратный дюйм. com СПОСОБ УСТАНОВКИ КОМПЛЕКТОВ ГОЛОВНОЙ ШПИЛЬКИ Номер детали: 247-4202 Применение: Dodge / Cummins 5. Сделайте предложение: Совершенно новый. 00 ARP 247-4202 Шпильки изготовлены из хромомолибденовой стали 8740, термически обработаны на заводе до предела прочности на разрыв 200000 фунтов на квадратный дюйм, а прецизионные резьбы J-образной формы накатаны после термообработки для создания крепежа, резьба которого на 2000% прочнее, чем у других. . толстая шайба с широким сечением и очень высокая головка с 12 точками крепления. Эти шпильки подвергаются термообработке, а затем прокатываются для обеспечения оптимальной усталостной прочности.216 долларов. Клейкие шпильки из нержавеющей стали. Этот набор из пяти шпилек заднего колеса ARP разработан для непосредственной установки на все задние оси Ford Mustang с 1979 по 2004 год, включая модели LX, V6, GT, Bullitt и SVT Cobra. 550-2lgb Описание: 8-1. ARP использует только высококачественные материалы — намного выше обычного «аэрокосмического качества», на которое соглашаются другие — в очень сложном производственном процессе для создания. Комплект шпилек головки — это номер 202-4308, а основной комплект шпилек — это номер 102-5402. Бесплатная доставка Бесплатная доставка Бесплатная доставка.ARP использует премиальный сплав 8740, который намного превосходит «авиационное» качество. Каждый основной комплект шпилек ARP превосходит самые строгие аэрокосмические спецификации. Шпильки NASCAR Speed - термически обработанная хромомолибденовая сталь 200 000 фунтов на кв. Дюйм, прецизионная резьба J-образной формы (сформированная после термической обработки для повышения усталостной прочности), гайка-стартер и радиус формы пули ARP 100-7726 — Шпильки колес ARP Ступицы колес, пресс- В, 0.5-21 5. Быстрый просмотр. ARP 351w 5. По сути, это отравление таблицы ARP. Болт и шайба коленчатого вала ARP Pontiac.Они оснащены эксклюзивной плоской головкой с 12 точками. Купите комплект для установки штифтов здесь: https: // amzn. ARP 234-4317 2344317 Комплект шпилек. Мы с гордостью предлагаем наш основной комплект шпилек ZShack ARP2000. Зарегистрировано. ARP 230-4201 Комплект шпильки головки дизеля 01-16 6. ARP 234-5608 Комплект основных шпилек с 4 болтами 97-04 Chromoly Chevy GMC LS 4. Комплект шпильки и болта стойки распределительного вала 2011-2020 Mustang $ 130. Полный каталог продукции ARP . (Большинство предпочитает prematex ultra black) Смазка ARP ultra для динамометрических узлов под шайбой, под гайкой и на резьбе.Комплект шпильки головки ARP 02-06 RSX / 02-05 Civic Si K20A2 / A3. 5-2018 Dodge Cummins 5. (23) Общий рейтинг 23, $ 226. Шпильки с головкой ARP 134-4001 требуют 80 фунтов / футов при использовании смазки ARP Ultra Torque. Мы — ваш универсальный магазин! восхождение на вершину. Для сравнения: традиционный болт класса 8 имеет предел прочности на разрыв 150 000 фунтов на квадратный дюйм. com На странице продуктов ARP® при поиске артикульного номера необходимо использовать тире при поиске по артикулу 999-9999, а не 999999, иначе результаты не будут возвращены. Сравните оплату за популярные должности и прочтите о балансе работы и личной жизни в команде.Крепеж Nascar. 50 (включая НДС) Нет в наличии. Это прецизионная бесцентровая шлифовка и накатанная резьба в соответствии со спецификациями Mil-S-8879. Dyno Video ’99 Civic turbo — настроен на AEM. На выбор предлагаются болты из хромомолибденовой стали или болты из нержавеющей стали серии 300 с шестигранной или 12-гранной головкой. Скидка 60%) Цена со скидкой: $ 0. 8L, комплект B18A / B20 без VTEC. 36. $ 584. Что означает подмена ARP. Они приработаны прямо и верны для стабильной геометрии коромысла. 2022 Каталог ARP Уплотнитель резьбы ARP на нижних шпильках. Состояние: Совершенно новый Описание: Основной комплект шипов ARP 1jz и 2jz Подходит для всех двигателей 1jzgte, 2jzge и 2jzgte.ARP Balancer Bolt 2011-2020 Mustang 39 $. M12-1. Таким образом, вы можете контролировать движение и даже останавливать его. Распродано . Двадцать шпилек с головкой 8740 M11 Десять шпилек с головкой 8740 M8 Тридцать параллельных шлифованных шайб Тридцать гаек с 12-гранной головкой 8740 хром-молибден 1 унция. Киберпреступники могут отправлять поддельные сообщения ARP ARP 134-3601 SBC Cylinder Head Bolts, made by ARP, всего за 88 долларов. Получите внутреннюю информацию о вакансиях, зарплатах, местонахождении главных офисов и взглядах генерального директора. Они имеют диаметр 1/4 дюйма. Ищите явные дефекты или повреждения при транспортировке.Шпильки ARP Head необходимы, если вы работаете с наддувом более 45 фунтов на квадратный дюйм на вашем Duramax Diesel. Дизельный цилиндр 7 л, 24 В | Инструкции по установке и… Колесные шпильки ARP изготовлены из термообработанной хромомолибденовой стали 8740, что обеспечивает им сверхвысокий предел прочности на разрыв — 200 000 фунтов на квадратный дюйм! Кроме того, все колесные шпильки ARP также имеют кадмиевое покрытие для дополнительной прочности и устойчивости к коррозии. Шпилька с резьбой 7/16 «класса 8 — американская цена: $ 1. Com СПОСОБ УСТАНОВКИ КОМПЛЕКТОВ ГОЛОВНОЙ ШПИЛЬКИ Номер детали: 247-4203 Применение: Dodge 5.0, 6. Комплекты болтов масляного поддона ARP 12pt. Изготовлен из термообработанного материала 8740. Болты, шпильки, гайки, крепеж, головки блока цилиндров, коллекторы, колеса ARP изготовлены для высокопроизводительных машин. Мы предлагаем лучшие цены, доступные в Интернете, на Dodge Cummins 247 ARP 134-7124 — ARP High Performance Series Шпильки коромысла Шпильки коромысла, High Performance, 3/8-24 дюйма. Только два варианта, о которых я действительно знал раньше, были в наличии, nismo (который в любом случае не делает выхлопные шпильки), & arp. Комплект шпильки головки двигателя Chevy LS 04 и более поздних версий ARP, лидер в области технологий крепежа, включает комплект шпильки головки блока цилиндров для двигателей Chevy LS 04 и более поздних версий.121 доллар. 93 доллара. Павел. Не зря практически каждый ведущий профессиональный производитель двигателей полагается на шпильки головки ARP Pro Series в своих универсальных силовых установках для соревнований. Основные болты. 500 «+ клапанные подъемники, цельный / плоский толкатель / механический, гидравлический ролик, цельный / механический роликовый кулачок. … ARP (Automotive Racing Products) — ведущий производитель болтов для двигателей всех типов.Распродажа. 420˝ Длина носа 0. 99. Оригинальные комплекты шпилек головки ARP являются лучшими из имеющихся для двигателей серии A, для установки с девятью или 11 шпильками, которые используются на всех двигателях MED. Automotive Racing Products Тел .: (805) 339-2200 1863 Eastman Avenue Факс: (805) 650-0742 Ventura, CA 93003 www. Мы хотели бы показать вам описание здесь, но сайт не позволяет нам. ARP 234-7207 Комплект шпилек коромысла для двигателей серии GM LS. Чтобы обеспечить надлежащее зацепление резьбы и точные показания крутящего момента, очистите ВСЕ резьбы в блоке.9L 12V Cummins Diesel UHL 43 мм / 1. Шпильки колес ARP обеспечивают повышенную производительность и безопасность при уличных гонках и соревнованиях. 44 (37. Перекрестная ссылка. 98. Каталог прилагается. Поиск продуктов: По производителю. ARP 94-01 Комплект шпилек головки Integra: B18C1 VTEC. 7 «. Dyno Video T3T04E, 3» DP, выхлоп HKS, форсунки 1000 куб. См ’08 Evo X GSR, испытано ZChip, CAI. Шаг 5 мм. Шпильки производятся на заводе ARP в Санта-Пауле, Калифорния, из запатентованного материала ARP 2000, с резьбой, накатанной после термообработки, чтобы обеспечить оптимальную усталостную прочность.44 доллара. Проще говоря, сегодня на рынке нет лучшей расстановки шипов. com. Затягивание болтов приклада вызывает трение… Стоят ли того болты ARP? Посмотреть все 15 фотографий Вы потратили 1500 долларов на новый кованый шатун, еще 700 долларов на кованые алюминиевые стержни и, возможно, 800 долларов на несколько красивых стержней двутавровой балки. Шпильки из нержавеющей стали 316 обладают отличной стойкостью к химическим веществам и соленой воде. 12. Дизель-крепеж. Комплект шпильки головки 6L L5P с поддержкой ARP Speed Demon 715 устанавливает новый рекорд скорости на земле НОВЫЙ КОМПЛЕКТ: мост для вторичного рынка, полная резьба, резьба, 12 пунктов, 1 / 2-20 x 1.Конкретный автомобиль. Наша продукция включает в себя огромный ассортимент — болты ARP 2000, опциональный ARP L19, доступный в качестве обновления. 0л. Присоедините шток к поршню. Этот комплект шпилек является более линейным и точным средством затяжки двигателя по сравнению с стандартными натяжными болтами. 8L, B18C1, B18C5, B20 с DOHC Эти шпильки ARP рассчитаны на предел прочности на разрыв 220 000 фунтов на квадратный дюйм и обеспечивают зажимное усилие, необходимое для предотвращения подъема головок цилиндров из-за более высокого давления сгорания. БОЛТЫ ARP рекомендует по возможности использовать основные шпильки вместо болтов по нескольким ключевым причинам.У них есть Fy примерно 180 000 фунтов на квадратный дюйм, тогда как ваше типичное стальное здание состоит только из стали 50 000 фунтов на квадратный дюйм. Рекомендуемый крутящий момент равен 75% предела текучести крепежа. 7L 24V HSK, Длинные шпильки выхлопного ряда. 2L LSA 483 $. Шпильки из нержавеющей стали 18-8 обладают хорошей химической стойкостью. Болты коллектора Mustang из нержавеющей стали ARP 154-3603 на 15 процентов прочнее, чем сталь Grade 8. Номер по каталогу: ARP-400-8018 Еще не проверено Поскольку шпильки головки ARP являются фактическим стандартом для сегодняшних дизельных двигателей, имеет смысл только ARP быть официальной шпилькой головки Национальной ассоциации дизельных двигателей Hot Rod.950 UHL нет Ступицы колес ARP — термообработанный хром-молибден 8740, предел прочности на разрыв 200 000 фунтов на квадратный дюйм, продается в 4 или 5 упаковках, с кадмиевым покрытием для дополнительной прочности, гайки в комплект не входят. арп-болты. Номинальное давление 180000 фунтов на квадратный дюйм. Если шпильки растянуты, невозможно точно выполнить высокопроизводительные высокопроизводительные ARP 258 и 4,35 дюйма. Они имеют предел прочности на разрыв 200 000 фунтов на квадратный дюйм и могут легко выдерживать огромные ударные нагрузки ускорения (сдвиг) и поперечные силы (удлинение). найдено в гонках ★★★★★ ★★★★★ Индивидуальный шип arp 8740, идентификатор продукта: afg2.0 powerstroke, ford 6. Добро пожаловать в HeadBolts. Еще в 1968 году, энтузиаст гонок, Гэри Хольцапфель увидел, что многие из сломанных двигателей его друзей были вызваны поломкой крепежа. Шпильки головки 0L Powerstroke, шпильки головки 98-18 Cummins, комплекты основных шпилек и многое другое. Прецизионная резьба J-образной формы накатывается после термообработки для большей прочности… Шпильки для принадлежностей Шпильки воздухоочистителя Балансир генератора, Гармонический балансир, Квадратный колокол Тормозной колпак Отрывной кулачок кулачка Привод кулачка Звездочка кулачка Башня карбюратора Стержни карбюратора Карбюратор Поплавковая чаша Крепежный чехол Болты и шпильки Крышка сцепления Кронштейн катушки Картер Головка блока цилиндров Ведущий штифт, приводной диск автомобиля Sprint Крепежные детали ARP.Изготовлен из хромомолибденовой стали 8740 с пределом прочности на разрыв 180 000 фунтов на квадратный дюйм. Отделка черной оксидной пленкой. 9л / 6. ARP делает одни из лучших болтов для турбо-сборки VR6. 25/5 / 16-24 x 2. com продает резьбовые шпильки arp Пред. Из 1 След. 15. Метрические шпильки каталитического нейтрализатора 25×50 мм, количество (5) 17596. Эти болты обладают высокой коррозионной и жаростойкостью. В сентябре я заменил dana 60 в свой грузовик и поставил блок рулевого управления Superlift, поскольку подъемник грузовика составляет 4 дюйма. 61. Быстро … Шпильки ARP наматываются на резьбу после термообработки, что дает им около 2000% (это двадцать раз) лучшая усталостная прочность, чем у шпилек, на которые накручивается резьба до термической обработки (очень распространенная практика в промышленности).Эти колесные шпильки лучше справляются с высокими скоростями разгона и боковыми перегрузками по сравнению со шпильками OEM-типа. 17 долларов. Мы собрали собственный основной комплект шпилек и первыми предложили этот комплект! Вот ссылка на них. Комплект шпильки ARP 2000 с 12-гранной головкой, 1997-03 LS1 483 долл. США. Примерно месяц назад я заметил, что рулевое управление кажется более неровным, чем обычно, поэтому я проверил все компоненты рулевого управления и обнаружил, что две из 4 шпилек, удерживающих блок и рулевой рычаг, имели отрезал сустав! Шпильки производятся на заводе ARP в Санта-Пауле, Калифорния, из запатентованного материала ARP 2000, с резьбой, накатанной после термообработки, чтобы обеспечить оптимальную усталостную прочность.Убедитесь, что эта деталь подходит вашему автомобилю. Текущий слайд 1 из 1 — Лучшие выбранные предметы. Удочка Sportsmaster с болтами ARP 8740. Гайки затянуты с моментом затяжки 80 футов фунтов. Компания производит болты и шпильки для тысяч деталей двигателя, а также комплекты болтов для шатунов ARP — шатуны big block ford fe — 3/8 — шестигранники — OEM. Их черная оксидная отделка защищает их от износа и коррозии, а ARP заключает в себе закаленные параллельные шайбы для равномерного распределения нагрузки и точных показаний крутящего момента. Набор болтов с головкой 2 литра 14 шт., От 86 до 87 лет, 1/2 дюйма, 7 длинных, 7 коротких, с номером отливки ГБЦ 89330002 и другие, от 87 до 92. Пожалуйста, проверьте ваши болты перед заказом как большинство 4.Шпильки головки цилиндра (11) Поршни (1) Чистокровный дизель — ваш источник продукции ARP для автомобильных гонок для ваших дизельных грузовиков Dodge Cummins, Ford Powerstroke и GM Duramax. Информация об изображении. 98 — 61 доллар. Комплект болтов с головкой с резьбой 1/2, шестигранная головка с полным комплектом шайб подходит для обеих головок. ARP 247-4206 Комплект шпильки головки Комплект для замены шпильки головки на 1998 год. Фильтры стручка Go. ARP не выпускала эти шпильки в течение некоторого времени, и их доступность была низкой. Бесплатная доставка свыше 99 долларов. com СПОСОБ УСТАНОВКИ ОСНОВНЫХ КОМПЛЕКТОВ ШПИЛЬКИ 200,000 PSI 10 мм Диаметр 1.Общие рекомендации ARP по крутящему моменту. Длина резьбы 29мм / 0. Быстрый магазин. Мы рекомендуем: Поддерживаемые браузеры: Chrome; Fire Fox; Сафари; Комплекты шпилек головки блока цилиндров ARP для Internet Explorer имеют прецизионную бесцентровую шлифовку и накатку на резьбу в соответствии со спецификациями Mil-S-8879. Шпильки жатки ARP изготовлены с уникальной головкой гаечного ключа, которая помогает предотвратить перекрестную резьбу. ARP 625 + весит 150 футов фунтов. Позвоните по телефону 800. Компания ARP разработала несколько инновационных многоцелевых шпилек для аксессуаров, которые имеют наконечник «гаечный ключ» и наконечник с шестигранной протяжкой для простоты установки, которые можно использовать для выхлопных систем. Высокое качество по доступной цене. материалы.7 дюймов в длину. Они имеют полированную поверхность и выпускаются с шестигранными и шестигранными головками. Здесь вы смотрите на комплект шипов ARP Head. Доставка и продажа на Amazon. Основатель ARP, Гэри Хольцапфель, увидел, как двигатели, принадлежащие людям, которых он знал, ломались из-за отказа крепежа, и решил предложить решение. У нас в наличии гайки, шпильки, болты и комплекты ARP. Типичные болты имеют предел текучести около 80 000 фунтов на квадратный дюйм. Комплект шпилек головки дизеля ARP 98. 47 «. Все болты серии Pro подвергаются холодной штамповке для обеспечения молекулярной целостности, термообработке перед накаткой резьбы и механической обработкой и соответствуют стандарту качества ARP« НУЛЕВОЙ дефект — НУЛЕВОЙ отказ ».005 T. ARP разработала инновационный универсальный штифт для аксессуаров, который можно использовать для выхлопных систем, впускного коллектора и для множества других целей. Ниже приведены общие рекомендации по крутящему моменту для 5 комплектов и крепежа двигателя / дополнительного оборудования. Содержание 2 180. Основной комплект предлагается только для Chromoly 8740 от ARP. Ассортимент продукции компании варьируется от качественных высокопроизводительных оригинальных запчастей до экзотических. Комплекты шпилек головки дизеля ARP 250-4202 помогают устранить неисправность прокладки головки блока цилиндров в Ford 6. * Длина накатки 0.Смазка для сборки с ультра крутящим моментом ARP 100-9910 — 10 унций. ARP 300 Нержавеющая сталь. 73. Ступицы колеса Competition 7/16 «-20 GM поздний барабанный тормоз (5 шт.) Комплект №: 100-7701 Технические характеристики, диаметр накатки 0. От начала до конца на каждом этапе производства, от выбора материала до упаковки, есть учитывая репутацию компании в области качественного крепежа, выдерживающего серьезные злоупотребления. Совершенно новый. Прочность на растяжение 170 000 фунтов на квадратный дюйм. Шпильки с головкой Nissan SR20DE / T (не GTiR) (102-4701) NZD $ 329. Подгонка с накаткой шпильки ARP.все остальные арматурные болты и шпильки все еще находятся в своих упаковках, ожидая, пока я приеду в свой новый дом, чтобы я мог начать сборку. 0 шпильки головки блока цилиндров $ ок, ребята, я купил набор шпилек головки блока цилиндров, единственные они предназначены для eco, я назвал arp, и они сказали, что подойдут для любых 2. Шпильки головки цилиндров, 12-гранные гайки, Honda, 1. Эти демпферы комплекты болтов от ARP обеспечат фиксацию балансира в нужном положении. * Длина плеча 29 мм / 1. 2 258 86 на 1/2 резьбы L6 4. Или, если у вас сток 34. Когда коленчатый вал изгибается, демпфер поглощает невероятное количество энергии.6. Резьбовые шпильки ARP накатываются после термической обработки, что дает им примерно на 1000% (что в десять раз) большую усталостную прочность, чем у шпилек с резьбой до шпилек с головкой ARP для TDI. Это официальная новая шпилька с головкой ARP для 1 Так называемая хромомолибденовая сталь с номером 8740 сейчас широко известна во всем мире. Количество болтов стержня 4AGE ARP. Подходит для Chevrolet 90 ° V6 и 265-454 Chevy V8 с задним уплотнением из 2 частей. 3. RkJQdWJsaXNoZXIy OTg4MDk = полный каталог продуктов ARP. Они намного превосходят OEM-оборудование.0L 16-клапанный. Рейтинг изготовленных по индивидуальному заказу головок ARP основан на нашей подробной оценке и анализе более чем 1811 опросов об удовлетворенности потребителей. Черный оксид. Каждая шпилька размещается вертикально в специальных стойках и точно нагревает основные шпильки. Есть много важных причин для использования основных шпилек ARP, в том числе устранение прогибов и истирания основной крышки, а также защита резьбы в блоке двигателя. В результате, колесные шпильки ARP способны выдерживать гораздо более высокие нагрузки, чем традиционные колесные шпильки, что позволяет создавать болты ARP, чтобы выдерживать серьезные гонки, обладают большей прочностью на растяжение и могут выдерживать более высокие уровни нагрузки, чем большинство крепежных деталей самолетов.93003 www. Рекомендуемая производителем розничная цена: 178 долларов США. Добавить в корзину. Подробнее Цена: Войти. Вставьте болты на место перед установкой болтов (НЕ ИСПОЛЬЗУЙТЕ БОЛТЫ ДЛЯ ЗАДВИНЕНИЯ КОЛПАКОВ В ПОЛОЖЕНИЕ основные болты, стержневые болты, комплекты крепежа двигателя из нержавеющей стали ARP и многое другое. Кус 9qy t15 8ay f0g gez
Стук двигателяТикающий шум — это конец вашего двигателя?
Стук двигателя Тикающий шум — это конец вашего двигателя? Итак, что это за стук двигателя? Многие полагают, что этот стук двигателя — это конец их двигателя, и просто двигаются дальше.Но есть несколько способов сузить область поиска; стук двигателя тикающий шум на самом деле исходит, и насколько он плох на самом деле.
Итак, внутренние механические проблемы могут вызвать стук двигателя. Одна из таких проблем связана с чрезмерным зазором внутри подшипников в шатунах.
Стук подшипника штокаСледовательно, они могут передавать движение поршней вниз во вращение коленчатого вала. В результате каждый раз, когда поршень меняет направление, возникает шум от удара металла по металлу.
Это часто называют ударом штанги. Обычно он очень ритмичный и увеличивается с частотой вращения двигателя и усиливается с нагрузкой на двигатель.Диагностика шума стука двигателя с помощью индикатора времени
Итак, шумы клапанного механизма возникают на половине частоты вращения коленчатого вала. Даже если ваше ухо не может определить, происходит ли шум при 800 или 400 оборотах в минуту, ваши глаза могут.
Диагностика стучащего тикающего шума двигателя с помощью индикатора времениПодсоедините индикатор времени к любому цилиндру и наблюдайте за его вспышкой.Посмотрите на свет некоторое время, чтобы увидеть, совпадает ли он со стуком. Если да, то это связано с арматурой.
Но, если шум кажется вдвое быстрее, вероятно, это:
- Кривошип
- Сеть
- Стержни
- Подшипник стержня
- Поршни
- Гармонический балансир
- Гибкая пластина
Стук при стуке штока наиболее громкий на высоких скоростях (более 2500 об / мин). Таким образом, нажатие педали газа может привести к характерному дребезжанию назад между 2500 и 3500 оборотами в минуту.
Если изношено достаточное количество материала подшипника штока, возможно даже двойной стук. В результате поршень ударит головку блока цилиндров. Помимо большого конца шатуна, удары по шейке шатуна коленчатого вала. Это будет звучать как сильный металлический удар (прут); чередующийся и несколько приглушенный алюминиевый (поршневой) стук. Удар по запястью в современных двигателях сегодня очень редок, но все же возможен.
Диагностика шума стука двигателя с помощью контрольной лампы низкого напряженияЗамыкание проводов вилки по одному с помощью общей испытательной лампы низкого напряжения; может определить, в каком цилиндре находятся зашумленные детали.Следовательно, лампочка не загорится; но это удобный способ закоротить цилиндры.
Итак, прикрепляем зажим «крокодил» к удобному основанию; вдали от компонентов топливной системы. И проткните кабельные наконечники на конце провода катушки или распределителя.
Диагностика стучащего шума двигателя с помощью контрольной лампы низкого напряженияВы также можете использовать прямые штифты, застрявшие в щиколотке тросиков в распределителе. Затем вы касаетесь заземленной перемычкой к каждой из них.
Изменение шумаЕсли шум меняется при замыкании провода вилки на массу; Вы можете понять, что проблема заключается в возвратно-поступательном движении нижних торцевых частей. Возможно поршень, штифт, шатун или шатунный подшипник. Итак, причина изменения звука в том, что когда вы закорачиваете провод свечи цилиндра; вы останавливаете взрывы камеры сгорания, толкающие поршень вниз; Ударьте внутренней частью большого конца шатуна о шейку шатуна.
Повреждение крышки подшипника из-за закрученного подшипникаЕсли вы слышите изменение звука, когда вы закорачиваете цилиндр; вы подтвердили, что необходимо снять головку и / или масляный поддон, чтобы действительно найти проблему. Так что замена коленчатого вала всегда рискованна. Потому что, что бы ни привело к выходу из строя нижней части, остальная часть двигателя также загрязнилась мусором.
Шумы клапанного механизмаШумы клапанного механизма, как правило, самые громкие, до 1500 об / мин. Но шум подъемника обычно неправильно диагностируется.На самом деле, с лифтерами не возникает никаких проблем.
Шумы клапанного механизмаИтак, загрязнение двигателя, наполненного илом, является основной причиной истинных шумов подъемника. Следовательно, низкое давление масла — номер два. Что бы вы ни делали, не промывайте двигатель в загрязненном двигателе!
Мы называем это «Мгновенный удар по штоку» из-за того, что он перегружает масляный фильтр вплоть до открытия перепускного клапана фильтра; затопление и разрушение подшипников двигателя мусором.
Итак, единственный безопасный способ очистить двигатель, полный шлама, — это ускорить замену масла.Таким образом, позволяя моющему средству в масле выполнять очистку с контролируемой скоростью. Вроде каждые 500 км.
Замена только масляного насоса — распространенная ошибка Масляный насосБолее 95% замененных масляных насосов не нуждались в замене и редко изнашиваются. Если у вас низкое давление масла, меня больше беспокоят чрезмерные зазоры и изношенные детали.
Глубокий стук двигателя, обычно это стук штанги. Это происходит из-за сильного износа или повреждения подшипников.
Рано или поздно один из подшипников выйдет из строя, и когда это произойдет, произойдет одно из двух. Подшипник заедает и блокирует двигатель или пытается заедать и ломать шток. Следовательно, шум подшипников не является чем-то необычным для двигателей с большим пробегом.
Изношенная шейка кривошипа Изношенные подшипникиШум подшипников также может быть вызван:
- Низкое давление масла
- Использование слишком легкого вязкого масла
- Масло пробой
- Грязное масло или грязь в картере
- Чрезмерный удар из-за изношенных колец и / или цилиндров (бензин разжижает и разжижает масло).
- Неправильная сборка двигателя (слишком ослабленные подшипники), ослабленные или сломанные болты шатуна или неправильное вождение.
Износ подшипников можно проверить, уронив масляный поддон и осмотрев шток и коренные подшипники.
Если подшипники сильно изношены, повреждены или ослабли, замена подшипников может выиграть время. Кроме того, если подшипники сильно изношены или повреждены, вероятно, придется переточить коленчатый вал.
Другие механические проблемы, приводящие к стуку двигателя, тикающему шуму:
- Неисправны коренные подшипники коленвала
- Треснувший или сломанный маховик или гибкая пластина, которая крепит двигатель к трансмиссии
- Изношенный подшипник водяного насоса
- Неисправный или ослабленный натяжитель ремня газораспределительного механизма может стукнуть при ударе ремня газораспределительного механизма
- Компрессор кондиционера может стучать при выходе из строя или обледенении
- Генератор с изношенными подшипниками ротора, может стукнуть при срабатывании поршней
Итак, более сильный стук, который становится громче по мере увеличения оборотов двигателя; может указывать на стук штанги или коренного подшипника.Кроме того, в шатунах поршней используются подшипники в местах их соединения с коленчатым валом. Таким образом, в случае сильного износа или низкого уровня масла эти подшипники могут развиться; «Хлопают» и изнашиваются до такой степени, что они расшатываются на коленчатом валу.
Коренные подшипники коленчатого вала тоже могут иметь такую же проблему. И это проблема, которая не улучшится сама по себе. Наконец, этот тик или стук будет усиливаться до точки, где есть только один выход — полная перестройка двигателя.
Спасибо!
11 BMW 1977 R100RS Установить шатуны и собрать верхнюю часть
Раньше снимал головки, цилиндры, поршни, кольца и шатуны. Я установил новые игольчатые подшипники коромысла, чтобы заменить сломанные сепараторы подшипников. Разобрал головки, осмотрел клапаны и седла. Вы можете прочитать, как я это сделал, здесь.
Я заменил цилиндры Nikasil и отточил их, чтобы они соответствовали новым поршням с высокой степенью сжатия (9,5: 1).Я отремонтировал шатуны и восстановил головки.
Восстановить шатуны
Я проверил и отремонтировал шатуны, чтобы убедиться, что они прямые, а большие и малые торцевые отверстия соответствуют и выровнены с помощью Тома Каттера в Rubber Chicken Racing Garage.
Том рекомендует восстановить шатуны. Отверстия большого конца (шейка кривошипа) и малого конца (поршневой палец) могут стать овальными, а стержни могут растянуться, так что центры отверстий больше не будут выровнены или на правильном расстоянии друг от друга.Он отремонтировал их так, чтобы стержни были правильными в обеих плоскостях, а большие и малые торцевые отверстия были круглыми, а центры отверстий находились на правильном расстоянии друг от друга. Он также установил и расширил новые втулки малых головок (пальцев).
На восстановленных стержнях показана обработка торцевых крышек, поэтому потребовалась некоторая регулировка.
Примечание Обработанная поверхность торцевой крышки штока (нижняя) по сравнению со штангой (верхняя часть)
Новые поршни высокого сжатия и цилиндры Nikasil с новой пластиной
Решил заменить сток USA 8.Поршни 2: 1, которые поставляются с цилиндрами Nikasil с высокой степенью сжатия Поршни 9,5: 1, доступные в Европе. Том рекомендует заменить цилиндры Никасилом не потому, что он изношен или поврежден, а для обеспечения правильного зазора между поршнями и цилиндром. Он считает, что допуски на изготовление поршня не гарантируют его правильную посадку с цилиндром. Поскольку и цилиндр, и поршень изготовлены из алюминия, зазор очень мал — 0,001 дюйма или меньше. Таким образом, снятие Никасила с цилиндров, доведение их до нужного зазора для новых поршней и замена их Никасилом обеспечивает правильную посадку и долгий срок службы двигателя.
Ремонтные головки
Я был обеспокоен тем, что седла выпускных клапанов оригинальны и подвержены рецессии и чрезмерному износу, вызванным нашим газом, не содержащим свинца. Некоторые из поверхностей клапана были изношены почти до минимальной толщины поверхности или превысили ее. Рэнди Лонг из Long’s Mechanical Services перестроил головки с новыми седлами выпускных клапанов, клапанами, седлами клапанов, пружинами и держателями. Новые клапаны и седла были обрезаны и притерты для газонепроницаемого уплотнения.
Я использую аппарат для механической обработки, чтобы помочь установить высоту трубки толкателя.
Квартира машиниста
Я использую компрессор с поршневыми кольцами для установки поршней сверху цилиндра.
Компрессор с поршневым кольцом
ПРЕДУПРЕЖДЕНИЕ :
Поскольку цилиндры были просверлены, наверху цилиндра нет гребня. Если бы с цилиндров не снимался верхний гребень, я бы устанавливал кольца не сверху цилиндра, а снизу. Это позволяет избежать разрыва кольца на гребне.
Болты шатунов имеют 12-гранную головку, называемую зубчатой головкой.В моем местном магазине NAPA я купил гаечный ключ на 10 мм. Я использовал длинную головку 13 мм и вставил в нее зубчатый ключ, чтобы затянуть болты стержня.
Napa 12-гранный «зубчатый ключ» для стержневых болтов (деталь № 2305)
Я использую болт с головкой Torx M12 x50 в качестве выколотки, чтобы вбивать трубы толкателя в цилиндр.
Болт с головкой Torx M12 x 50 делает хорошую оправку для установки труб толкателя
Это те детали, которые я использовал для этой работы. Кроме того, Том Каттер, который руководил работой головы, поставил новые клапаны, пружины, седла выхлопных газов, направляющие и держатели клапанов.
| Номер детали | Описание | Кол-во |
| 11 12 1 338 715 | ПРОКЛАДКА ГОЛОВКИ ЦИЛИНДРА БЕЗ АСБЕСТА | 2 |
| 11 12 1 338 426 | ПРОКЛАДКА — ASBESTFREI | 2 |
| 11 11 1 337 567 | КОЛЬЦО УПЛОТНИТЕЛЬНОЕ — 93X2,2 (с 08/80) | 2 |
| 11 32 1 262 995 | УПЛОТНИТЕЛЬНОЕ УПЛОТНЕНИЕ (с 08/80) | 4 |
| 11 24 1 258 460 | ОБОЛОЧКА ПОДШИПНИКА | 4 |
| 11 24 1 337 553 | БОЛТ СОЕДИНИТЕЛЬНЫЙ | 4 |
| 11 32 1 262 638 | ПОСЛЕДУЮЩИЙ РАСПРЕДЕЛИТЕЛЬ (ИСПОЛЬЗУЕТСЯ) | 2 |
| 11 25 1 337 176 | ПОРШЕНЬ — 93,98 E = 9,5 + (ВКЛЮЧАЕТ КОЛЬЦА, ШТИФТ, КОЛЬЦА) | 2 |
| 11 24 0 618 100 | ВТУЛКА ШАТУНА | 2 |
Я прочитал материал Антона Ларгиадера о коромыслах.
Я проделал ту же самую работу над 1973 R75 / 5, и вы можете найти это описание здесь:
ПРИМЕЧАНИЕ :
Процедура для R75 / 5 1973 года аналогична той, что я сделал для R100RS 1977 года, но есть некоторые отличия для R100RS 1977 года:
- Блок подушки коромысла был изменен таким образом, чтобы он центрировался на шпильках цилиндра
- Нет базовой прокладки
- Есть два небольших уплотнительных кольца, которые устанавливаются на верхние шпильки цилиндра для уплотнения масляного канала вдоль верхних шпилек в головки.Для этих уплотнительных колец выточены отверстия под шпильки верхнего цилиндра.
Чтобы выполнить покрытие Nikasil и механическую обработку, были сняты трубки толкателя и две короткие шпильки цилиндра, которые помогают прикрепить головку к цилиндру, находящемуся в положениях 12:00 и 6:00, поэтому я должен их установить.
Установите трубки толкателя
На более ранних трубках толкателей (я думаю, до 1981 года) кольца трубки вилки имеют горячую посадку и часто скользят по трубке. Замена этих трубок имеет смысл, поскольку они не будут надежно закрывать резиновый чехол на блоке двигателя.Мои трубки толкателя поставлялись с цилиндрами Nikasil, и у них кольцо трубки вилки припаяно к трубке и не смещается. Мои в хорошем состоянии, поэтому я решил использовать их повторно, но обычно их заменяют трубками из нержавеющей стали.
Паяная трубная втулка толкателя
Паяная трубная втулка толкателя
Чтобы сделать установку как можно более простой, я нагреваю цилиндры до 275 F в течение 2 часов перед их установкой. Поскольку трубки очень тонкие, я вставляю пробку для бумажных полотенец внутрь трубок, где они устанавливаются в цилиндре, и пропитываю полотенце водой, прежде чем положить трубки в морозильную камеру на ночь.Вода, добавленная в бумажное полотенце, поможет сохранить конец трубки холодным.
Бумажное полотенце, пропитанное водой, затем замороженное в верхней части трубки толкателя
Пробка для бумажного полотенца была внутри трубки, пропитана водой и заморожена
Я использую болт M12 x 15 Torx, который входит в трубку и просто закрывает внешний диаметр трубки в качестве оправки.
Болт Torx M12 x 50
Болт M12 — отличная оправка
Я вытаскиваю горячий цилиндр из духовки, а одну трубку из морозильной камеры.Чтобы герметизировать пробирки, я наношу тонкий мазок высокотемпературного RTV на внешнюю сторону пробирки перед тем, как вбить ее в цилиндр. Я выравниваю трубку в отверстии с помощью нескольких легких ударов по головке болта, а затем резко ударяю по ней и смотрю, как далеко она входит в отверстие в цилиндре. Я хочу, чтобы верхняя часть кольца на трубке находилась примерно на 1,75–2,00 мм ниже поверхности блока цилиндров. Я использую плоскость машиниста и палочку для мороженого (2,0 мм), чтобы установить глубину.
Квартира машиниста
Machinest Flat on Cylinder Base для измерения высоты кольца трубки толкателя
<
Использование палочки для мороженого для установки высоты трубки толкателя ниже верхней части блока цилиндров
RTV, выдавленный вокруг дна трубки толкателя
Я также мог бы использовать пару щупов, зажатых до 0.067 ″, но с палочкой для мороженого легче обращаться с горячим цилиндром. Довольно легко прижать верхнюю часть кольца толкателя к краю рукояти, так что оно не совсем подходит к верхней части кольца толкателя. Я проверил свои щупы после этого, и вершины кольца очень близки к 0,067 ″.
Я могу сделать обе трубы толкателя без повторного нагрева цилиндра. После того, как цилиндры остынут, я наношу немного зеленого капилляра по верхнему краю трубки, где он прилегает к отверстию в цилиндре.RTV немного выдавился из нижней части трубки, создавая там уплотнение, поэтому мне не нужно добавлять туда какой-либо локтит.
Зеленый капиллярный локтит
Нанесение зеленого локтита на верхнюю часть трубки толкателя для герметизации
Установлены трубы толкателя
Установить шпильки головки цилиндров
Головки фиксируются четырьмя длинными шпильками в блоке двигателя, которые проходят через опорные блоки на концах валов коромысел. Также есть две короткие гвоздики в положении головы 12:00 и 6:00.Эти две шпильки ввинчиваются в верхнюю часть цилиндров.
Шпильки головки цилиндров в 12:00 и 6:00 Положение головок
Мне сказали, что правильным способом установки этих шпилек цилиндра является использование красного локтита. Я использую «аналог» Permatex, № 27100.
Эквивалент Permatex «Red Loctite» (№ 27100)
Я использую обе гайки и складываю их вдвое на каждой шпильке, чтобы можно было повернуть верхнюю гайку и ввинтить шпильку в головку.
Чтобы установить шпильки, я нанес немного красного локтита на резьбу и вворачиваю шпильку с помощью сдвоенных верхних гаек.Я использую ограничитель глубины, установленный на 28 мм, чтобы измерить высоту шпильки над верхней частью цилиндра и прекратить затягивать их, когда открытая шпилька окажется на 28 мм выше фланца прокладки головки блока цилиндров.
Красный Loctite нанесен на шпильку
Установить высоту шпильки на 28 мм
Небольшие лужи локтита над резьбой, и я удаляю все это салфеткой, так что прокладка головки блока цилиндров плотно прилегает к верхней части цилиндра.
Избыток красного Loctite
Вытерто избыток красного локтита
Все готово.
Шпильки установлены
Шпилька достаточно высока для шайбы и гайки
Поскольку вкладыш подшипника в одном из стержней был порезан, я установил новые вкладыши подшипника стандартного размера. Здесь (слева направо, сверху вниз) находятся стержни, две половинки вкладыша подшипника, которые входят в большую головку, глубокое 13-миллиметровое гнездо, специальный 12-гранный зубчатый ключ, который вставляется в 13-миллиметровое гнездо, новый новый стержневые болты и монтажная смазка из молибрафита.
Стержни, подшипники, инструменты и смазка для сборки из молибрафита
В нижней части стержня есть два установочных штифта с одной стороны, которые входят в торцевую крышку.Сторона стержня со штифтами обращена вперед, поэтому я помечу маленький конец стрелкой, чтобы не устанавливать их задом наперед. Когда я снял шатуны, я пометил их и торцевые крышки буквами «L» и «R», чтобы установить их на ту же шейку коленчатого вала, из которой они пришли.
Штифты на шатуне лицевой стороной вперед
Конец штанги отмечен стрелкой, направленной вперед
Половинки подшипников имеют установочный прямоугольный штифт, который входит в соответствующую выемку на большом конце штока и торцевой крышке.
Прямоугольный паз с выступом на полукорпусе подшипника
Половина подшипника, установленная в торцевой крышке штока
Я устанавливаю одну половину корпуса, вставляя прямоугольный штифт в выемку на большом конце стержня так, чтобы край корпуса находился заподлицо с плоским краем стержня. Затем я нажимаю на другой конец, чтобы вставить подшипник в отверстие. Я проверяю, чтобы концы подшипника были на одном уровне с краем большого конца стержня.
Подшипник с половинчатым концом с прямоугольным штифтом, заподлицо с верхней частью штока
Надавите на конец, чтобы установить половину вкладыша подшипника в большую часть
Полукорпус подшипника, установленный в шатунную головку
Таким же образом устанавливают другую половину корпуса в торцевую крышку штока.
Половина подшипника, установленная в крышке штока
Вот шток и торцевая крышка штанги с установленными новыми вкладышами подшипников.
Полукорпуса подшипников, установленные в штоке и крышке штока
Я покрываю опорные поверхности монтажной смазкой из молибрафита. Затем я обильно смазываю вкладыш подшипника моторным маслом, а также обильно смазываю маслом шейку коленчатого вала.
Половинки подшипника с нанесенной смазкой из молибрафита
Подшипники с обильным нанесением моторного масла поверх сборочной смазки
Моторное масло обильно нанесено на шейку коленчатого вала
Болты новой тяги должны быть блестящими, нигде без ржавчины.
================================================= ===============
ОПАСНО :
Никогда не используйте стержневые болты более одного раза. При затягивании они растягиваются и не могут быть использованы повторно без риска поломки.
================================================= ===============
Я нанес немного масла 3-в-1 на резьбу новых болтов штока и резьбу в торцевой крышке штока.
Масло 3-in-One для резьбовых соединений стержневых болтов
Болты новой тяги блестящие, без ржавчины
Нанесите масло 3-в-1 на резьбу болтов штока
Нанесите масло 3-в-1 на резьбу крышки шатуна
Когда я устанавливаю шатуны на шейки коленчатого вала, я проверяю, что шатун соответствует правильной шейке шатуна, и шатун ориентирован правильной стороной вперед.
Стержень с маркировкой «L» для левой стороны
Метка на стержне, показывающая переднюю сторону (штифты лицевой стороной вперед)
Я начинаю с того, что вставляю заглушку и держу ее одной рукой за заднюю часть шейки коленчатого вала.
ПРИМЕЧАНИЕ :
Оглядываясь назад, было бы неплохо подложить пару тряпок под шейку коленчатого вала, чтобы при падении торцевой крышки вам не пришлось вылавливать ее из поддона картера с помощью магнита.
Установка крышки штока на шатунную шейку (передние поверхности отверстий)
Затем я устанавливаю стержень так, чтобы штифты на конце вошли в отверстия торцевой крышки, и вручную затягиваю один болт стержня, чтобы свободно прикрепить стержень к торцевой крышке.
Болт нижней тяги установлен (стрелка указывает вперед)
Я кладу тряпку под шатун, чтобы не порезать корпус двигателя, а затем вставляю болт верхней тяги и затягиваю его вручную.
Установка болта верхней тяги
Я использую длинный удлинитель для головок, чтобы равномерно затягивать болты стержня в чередующемся порядке, пока они не станут плотно прилегающими.
Болты натяжного стержня равномерно затягиваются до плотного прилегания
Я закрепляю стержень проволокой, чтобы он не упал на корпус двигателя и не зазубрил его, когда я закручиваю болты стержня.
Подвешивание шатуна перед затяжкой болтов шатуна
Я откручиваю болты стержня на четверть оборота, а затем с помощью динамометрического ключа затягиваю каждый болт одним плавным движением до 36 футов на фунт.
Затяжка болтов шатуна (36 футов на фунт)
Я обнаружил, что левый впускной и выпускной кулачки имеют ямки. Осмотр кулачков не выявил повреждений или точечной коррозии. Во время этого проекта я обнаруживал ржавчину в разных местах. Я подозреваю, что эти ямы были вызваны коррозией.
Исходный левый толкатель выпускного кулачка с ямками
Исходный левый толкатель впускного кулачка с ямками
Правые толкатели кулачка в порядке.
Хороший оригинальный правый толкатель кулачка впускного клапана
Хороший оригинальный правый толкатель выпускного кулачка
Я взял два бывших в употреблении от Мэтта Паркхауса и смазал их моторной смазкой и маслом.
Подержанные кулачковые толкатели
Подержанные грани толкателя кулачка — без ямок 🙂
Опорный толкатель со смазкой двигателя и моторным маслом
Я раскладываю детали, необходимые для сборки верхнего конца.Вот новые прокладки и резинки на трубке толкателя.
ПРИМЕЧАНИЕ :
Начиная с 1976 года, когда диаметр цилиндра блока цилиндров был увеличен до 99 мм, двигатель больше не имел базовой прокладки.
Новые прокладки головки и крышки клапана
Новые резиновые уплотнения для трубки толкателя
Я использую смазку для сборки двигателя, силиконовую смазку, герметик Suzuki 1207B и моторное масло для подготовки деталей к сборке.
Смазка для двигателя в сборе и силиконовая смазка
Suzuki 1207B Герметик для основания цилиндра к блоку цилиндров
Я раскладываю детали по одной стороне за раз, как показано ниже.
Детали верхней части левой стороны
На картинке вверху слева направо, сверху вниз: левый коромысло впускного клапана, гайки блока опоры длинной шпильки цилиндра, резиновые уплотнения трубки толкателя, уплотнительные кольца сальника верхней шпильки цилиндра, тяги впускного и выпускного толкателя (лента на верхний конец шатунов), коромысло выпускного клапана, гайки крепления опоры длинной шпильки цилиндра и новую прокладку головки блока цилиндров.
Ниже поршень с установленными кольцами. Я получил поршни обратно от Тома Каттера, который устанавливал кольца.Он советует свести к минимуму количество сгибаний колец, поэтому он устанавливает их один раз и оставляет на поршнях, когда отправляет их обратно. Я пометил головку этого поршня стороной (R-вправо) и стрелкой, указывающей вперед, туда, где указывала штампованная стрелка с «Ворном», так что при сборке верхнего конца было легко увидеть, какая часть поршня находится спереди.
Поршень с установленными кольцами
Поршень с маркировкой сбоку (R-вправо) и стрелкой, направленной вперед
Я также помечаю цилиндры стороной, к которой они идут.
На рисунке ниже показан левый цилиндр, но, конечно, я использовал цилиндр «R» с поршнем «R» во время сборки. Наверное, не сфотографировал маркировку правого цилиндра.
Цилиндр с маркировкой (L-левый) — Да, я установил цилиндр с меткой «R» с поршнем с меткой «R»
Ниже показан поршневой палец (палец на запястье) со стопорными кольцами, одно устанавливается на палец, а другое устанавливается после того, как палец вставлен в подшипник поршня и штока. Я замораживаю штифт перед установкой, чтобы он легко проходил через отверстия в поршне и втулке штока.
Замерзший поршневой палец и стопорное кольцо
Я подготавливаю цилиндры с двумя каплями масла на пальце, которыми вытираю внутренние стенки цилиндра. Я хочу легкую пленку, но не слишком много масла на стене. Это поможет кольцам попасть в поперечную штриховку цилиндра при первом запуске двигателя.
Количество масла для покрытия стенки цилиндра
Покрытие стенки цилиндра светлой масляной пленкой
Я устанавливаю компрессор с поршневыми кольцами на поршни и сжимаю кольца с помощью прилагаемого квадратного гаечного ключа для затягивания ленты компрессора.Небольшой рычаг на цилиндре можно использовать, чтобы немного ослабить ремень, чтобы помочь продвинуть поршень из компрессора в цилиндр. Мне не нужно было его использовать, чтобы задвигать эти поршни в цилиндры.
ОПАСНОСТЬ :
Если поршень начинает выходить из ленты компрессора, когда вы нажимаете на него рукой, а затем останавливается, это означает, что кольцо зацепляется за край цилиндра. НЕ ПРИСОЕДИНЯЙТЕСЬ И НЕ БУДЬТЕ МОЛОТОМ ПО ПОРШНЮ. Мне пришлось удалить поршень пару раз и снова затянуть ленту, обращая внимание на то, где края ленты перекрывают друг друга, и следя за тем, чтобы края совпадали.Похоже, это помогло сохранить кольца полностью сжатыми и избежать зацепления за край цилиндра. Если вы сделаете это с силой, вы можете сломать кольцо.
Поршневой компрессор со специальным ключом
Кольцо компрессора вокруг поршня и кольца, готовые к затяжке специальным ключом
Компрессор с установочным кольцом к верхней части поршня, чуть ниже самого нижнего кольца
Поршень в кольцевом компрессоре наверху цилиндра
Установка поршня в цилиндр — прижмите его рукой
Поршень установлен в цилиндр [Да, это левый, забыл сфотографировать правый 🙂]
Я проталкиваю поршень через цилиндр до тех пор, пока отверстия поршневого пальца не появятся в нижней части цилиндра.Я капаю две капли масла сверху и снизу на юбку поршня и равномерно распределяю.Пара капель масла на верхней и нижней юбках поршня
Резинки на трубках толкателя ориентированы на трубках толкателей, так что вертикальная линия на внешнем крае резины направлена вниз. Отверстие в резиновом уплотнении, в которое вставляется трубка толкателя, смещено от центра, чтобы обеспечить угол наклона трубки к блоку двигателя. Если вы установите уплотнение вверх дном (линия направлена вверх), оно расколется.
Трубка толкателя с центром на трубе и направлена к земле
Примечание Отверстие со смещением от центра в резине трубки толкателя
Линия ориентации резины на трубке толкателя центрирована и направлена вниз при установке цилиндра
Резиновые вставки на трубке толкателя должны иметь возможность двигаться, поскольку цилиндр нагревается и охлаждается, иначе резина не будет герметизировать и возникнут утечки.Я наношу небольшое количество силиконовой смазки на внутреннюю часть резины, а затем накладываю их на трубку толкателя. Я капаю пару капель моторного масла на внешние выступы резинового уплотнения, которые входят в отверстия в блоке двигателя.
Небольшая капля силиконовой смазки на внутренней стороне резины трубки толкателя
Масло на внешней стороне резины трубки толкателя
Цилиндры Nikasil имеют канавку в верхних отверстиях для шпилек верхнего цилиндра. Отверстия содержат небольшое резиновое уплотнительное кольцо, которое помогает герметизировать эти отверстия.Проходы под шпильки верхнего цилиндра в цилиндре подают масло в узел коромысла в головках, которое стекает обратно в масляный поддон через трубки толкателя. У них также есть большая канавка в нижней втулке для большого уплотнительного кольца, которое помогает герметизировать цилиндр в блоке двигателя.
Очищаю уплотнительную поверхность блока цилиндров и основание цилиндра ацетоном, чтобы удалить все следы грязи и масла.
Протрите блок двигателя спиртом
Затем я осторожно наношу герметик Suzuki 1207B на основание цилиндра, а затем равномерно распределил его тонким слоем пальцем в нитриловой перчатке.Я стараюсь не допускать попадания его в канавку для уплотнительного кольца вокруг двух верхних отверстий под шпильки цилиндра, которые находятся на левой стороне цилиндра на рисунке ниже.
Герметик, нанесенный на основание цилиндра — Небольшой мазок сделает Ya
Герметик на основании цилиндра
Затем я наношу крошечную каплю силиконовой смазки на два маленьких уплотнительных кольца, которые надеваются на верхние шпильки цилиндра, чтобы удерживать их на месте, стараясь не попасть на герметик. Я устанавливаю большое уплотнительное кольцо в канавку основания цилиндра, стараясь не повредить уплотнитель на основании цилиндра.
Затем я наношу еще одно тонкое покрытие на блок цилиндров и убираю уплотнительные кольца в сторону, когда наношу его, чтобы на них не попал герметик. Я снова стараюсь не допускать попадания герметика в зону, где проходят уплотнительные кольца, чтобы он не препятствовал потоку масла вокруг шпилек верхнего цилиндра.
Герметик на блоке цилиндров
Я надеваю правильный цилиндр с поршнем внутри на четыре длинные шпильки цилиндра. Я удостоверяюсь, что поршень ориентирован так, чтобы стрелка, которую я нарисовала, была обращена вперед.
Установка цилиндра и поршня на длинные шпильки цилиндра
Левый поршень установлен в цилиндре и на четырех длинных шпильках цилиндра
ПРИМЕЧАНИЕ :
Эти цилиндры Nikasil имеют маленькие штампы «L» и «R» на дне отливки цилиндра.
Штифт установить легче, если его положить в морозильную камеру на 30 минут для усадки. Он должен плавно входить.
ПРИМЕЧАНИЕ:
Если поршневой палец не проходит плавно через втулку поршня, на втулке может быть заусенец.Вы можете отполировать край втулки поршня бумагой с зернистостью 600, а затем полностью очистить растворителем и бумажными полотенцами. Затем попробуйте снова вставить булавку. Если он все еще зависает втулка поршня, вы можете использовать тепловую пушку, чтобы нагреть эту область, чтобы расширить ее. Комбинация замороженного поршневого пальца и горячей втулки поршня должна иметь достаточный зазор для проталкивания пальца.
Цилиндр и поршень готовы для установки поршневого пальца в поршень
Перед тем, как надеть поршень на конец шатуна, я смазываю втулку шатуна моторным маслом.Затем я осторожно сдвигаю цилиндр к блоку цилиндров, пока шатун не войдет между выступами поршня.
Масло на шатуне Втулка поршневого пальца
Шатун, вставленный между бобышками поршня
Я вытаскиваю замороженный поршневой палец из морозильной камеры и вставляю его через выступ поршня и поршневой палец до тех пор, пока стопорное кольцо на пальце не будет соприкасаться с выступом поршня. Канавка для стопорного кольца на другой стороне поршневого пальца теперь доступна для установки второго стопорного кольца
.Замерзший поршневой палец и стопорное кольцо
поршень, вставленный через бобышки поршня и втулку шатуна
Стопорное кольцо имеет сторону с острой кромкой и сторону с закругленной кромкой для отверстия, через которое проходит штифт.Когда я их устанавливаю, я кладу острую сторону наружу. На изображениях ниже, глядя на отверстие в направлении выступов с отверстиями для штифтов для плоскогубцев, вы можете увидеть, что край отверстия закруглен с одной стороны и острый с другой.
Стопорное кольцо с поршневым пальцем, закругленная кромка, осмотр кромки рядом с выступами с отверстиями для штифтов
Стопорное кольцо для поршневого пальца с острым концом — посмотрите на край возле выступов с отверстиями для штифтов
Я устанавливаю другое стопорное кольцо на поршневой палец с помощью плоскогубцев для стопорных колец.Когда стопорное кольцо находится в канавке на конце поршневого пальца, я проверяю его посадку в канавке, вращая его отверткой.
Стопорное кольцо поршневого пальца готово к установке
Стопорное кольцо, прикрепленное к концу поршневого пальца
Убедитесь, что стопорное кольцо находится в прорези и вращается
Теперь я убеждаюсь, что резинки трубки толкателя правильно выровнены, прежде чем осторожно протолкнуть цилиндр к блоку двигателя, пока резиновые уплотнения не войдут в отверстия в блоке двигателя.В этом месте есть небольшой зазор между основанием цилиндра и блоком двигателя.
ПРИМЕЧАНИЕ :
Резиновые уплотнения могут задевать трубу рамы. Покачивание цилиндра вверх поможет им пройти над трубкой. Однако это может привести к вращению уплотнения на трубке толкателя, поэтому убедитесь, что линия на резиновых уплотнениях все еще находится по центру и направлена вниз.
Правильная ориентация резиновых прокладок трубки толкателя — вертикально и снизу
Готовность к плотному прилеганию цилиндра к блоку двигателя — начато производство резиновых трубок толкателя
Установите прокладку головки, узел коромысла и толкатели
Прокладку головки можно установить в обратном направлении, как показано ниже, чтобы отверстия в нижней части прокладки не совпадали с трубками толкателя и толкатели трулись о край прокладки.
Прокладка головки — НЕПРАВИЛЬНАЯ ориентация с пустой стороной, обращенной к вам
Прокладка головки — НЕПРАВИЛЬНАЯ ориентация препятствует отверстию для трубки толкателя
Правильная ориентация отверстий не приведет к закрытию какой-либо части трубок толкателя.
Прокладка головки — правильная ориентация при печати лицом к вам
Прокладка головки — правильная ориентация без препятствий для труб толкателя
Головка скользит по четырем длинным шпилькам цилиндра, при этом выпускной патрубок с резьбой обращен вперед.
Левое положение головы — выпускной канал вперед
Направление головы слева — впуск назад
Я наношу немного смазки для сборки двигателя на шарики на концах толкателей и вставляю их в трубки толкателей.
Смазка двигателя в сборе на обоих шариках толкателя
ПРЕДУПРЕЖДЕНИЕ :
Нижний шар может не попасть в паз кулачкового толкателя. Поэтому я смотрю, чтобы убедиться, что нижний шар находится по центру толкателя кулачка.
Затем я установил каждый узел коромысла на верхние и нижние шпильки цилиндра.Я убеждаюсь, что конец вала коромысла с тремя прямоугольными выемками по окружности вала находится наверху, а прорезь в опорных блоках обращена наружу. Я устанавливаю гайки так, чтобы маленькое кольцо с одной стороны было напротив опоры, а плоские поверхности смотрели наружу.
Правильная ориентация вала коромысла, верхнего блока подушки и гайки цилиндрической шпильки
Перед тем, как затянуть гайки цилиндра, я проверяю, сидит ли шарик на конце толкателя в чашке на конце регулировочного болта толкателя в коромысле.
Убедитесь, что шаровой конец толкателя находится в чашке регулировочной гайки коромысла
Я осторожно затягиваю гайки, чтобы равномерно тянуть цилиндр к блоку двигателя. Резиновые уплотнения толкателя оказывают сопротивление, поскольку они втягиваются в свои отверстия, поэтому я затягиваю нижние гайки немного сильнее, чем верхние, чтобы цилиндр не взвился.
Прижимая цилиндр к блоку двигателя
Я останавливаюсь, когда цилиндр просто плотно прилегает к блоку двигателя.
Цилиндр плотно прилегает к блоку цилиндров
Цилиндр, плотно прилегающий к блоку двигателя с установленными резиновыми вставками на трубке толкателя
Гайки крутящего момента цилиндра
Я вставляю большую шайбу на две короткие шпильки цилиндра в положениях 12:00 и 6:00 головки. У шайбы скошенная поверхность, которая соприкасается с поверхностью гайки, и плоская поверхность, которая соприкасается с головкой.
Толстая шайба со скошенной кромкой обращена к вам и упирается в гайку
Толстая шайба, плоская сторона упирается в головку
Толстая шайба (со скошенным концом наружу) на короткой шпильке цилиндра в положении 12:00
Гайка на короткой шпильке цилиндра в положении 12:00
Я закручиваю головку поэтапно: 10 футов-фунтов, 15 футов-фунтов, 20 фунтов-футов, 23 фунта-футов и 25 фунтов-футов. Схема представляет собой верхнюю левую гайку, нижнюю правую гайку, нижнюю левую гайку, верхнюю правую гайку, гайку 6:00 и гайку 12:00.
Затяните болты цилиндров ступенчато и по схеме, начиная с верхней левой гайки
Я оставил головы на ночь, а затем снова подтянул их до 25 футов на фунт.Они сожмут прокладку головки и ослабнут, поэтому на следующий день перед установкой клапанов их нужно будет подтянуть.
Вот двигатель с верхним концом в сборе.
Установлен левый верхний край
Установлен верхний конец
После того, как я повторно затягиваю головки до 25 футов на фунт, я могу отрегулировать клапаны. Я использую более свободную регулировку впуска 0,006 ″ вместо заявленных 0,004 ″ для впуска и 0,010 ″ вместо заявленных 0,008 ″ при установке восстановленных головок. Я проверю зазор клапанов на 100, 500 и 1000 миль, и если они держатся стабильно, я установлю для них стандартный 0.Впускной зазор 004 дюйма и выпускной зазор 0,008 дюйма.
Я хочу устранить люфт коромысла между опорными блоками вала коромысла. Я не хочу, чтобы узел коромысла был достаточно свободным, чтобы я мог перемещать его вверх и вниз между опорными блоками. Я работаю над одним клапаном, ослабляя две гайки, которые крепят его коромысло. Я сжимаю верхнюю и нижнюю опорные блоки до тех пор, пока в одном коромысле не будет люфта, и затягиваю гайки, а затем затягиваю их с усилием 25 футов на фунт.
Снятие люфта коромысла
Затем я проделываю то же самое для другого узла коромысла, ослабляя его две гайки и устраняя осевой люфт в коромысле.
Я проворачиваю двигатель до тех пор, пока метка «OT» не совпадет с контрольной выемкой в отверстии для проверки времени на левом блоке двигателя. Я пытаюсь вращать стержни толкателя в голове с одной и другой стороны. Одна сторона должна позволять мне опускать стержни толкателя, и именно с этой стороны я могу установить зазор клапана, поскольку толкающие стержни выходят за пределы верхней части кулачка и на основной круг.
Установка двигателя в верхней мертвой точке
Чтобы установить зазор клапана, я ослабляю стопорную гайку на резьбовом конце болта коромысла, который находится на верхней части толкателя.Я использую щуп, чтобы установить зазор между толкателем и штоком клапана. Мне нравится использовать следующий более крупный щуп, и если он не подходит, а правильный размер подойдет, зазор хороший. Я затягиваю контргайку и еще раз проверяю зазор, чтобы убедиться, что он не изменился.
Регулировка зазора клапана с помощью щупа
Закончив с одной стороной, я проворачиваю двигатель на один оборот до тех пор, пока метка «OT» снова не станет видна в отверстии ГРМ, и регулирую клапаны с другой стороны таким же образом.
Я надел крышки клапанов неплотно, чтобы защитить узел коромысла. После того, как я заправлю картер маслом, я хочу провернуть двигатель, чтобы убедиться, что масло течет из щелей в верхних опорных блоках, прежде чем я его запустил. Но я пока не успею до первого запуска двигателя.
Крышка клапана установлена неплотно для защиты узла коромысла
13.12.2017 Незначительное редактирование
24.12.2017 Исправить ошибку зазора выпускного клапана
2020-07-22 Добавить установку новых малых концевых втулок
Нравится:
Нравится Загрузка.