Чугунный коленвал: Чугунный коленчатый вал — Большая Энциклопедия Нефти и Газа, статья, страница 1
Чугунный коленчатый вал — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Чугунные коленчатые валы с азотированными шейками работают до перешлифовки шеек примерно в 2 — 5 раз дольше, чем такие же валы с иеупрочненными шейками. [1]
| Варианты конструкции передних концов коленчатого вала. [2] |
Чугунные, коленчатые валы получают литьем из высокопрочного чугуна, модифицированного магнием, перлитного ковкого чугуна, легированного никельмолибденового чугуна. [3]
| Сравнительный износ стальных и чугунных коленчатых валов. [4] |
Следовательно чугунные коленчатые валы с шаровидным графитом по износостойкости стоят выше стальных. [5]
Поскольку чугунные коленчатые валы двигателей, как и тепловозы, введены в массовом порядке на железнодорожном транспорте сравнительно недавно, то еще нет точно сформулированных и обоснованных требований к физико-механическим свойствам этих чугунов.
Заготовки чугунных коленчатых валов получают литьем в земляную или оболочковую форму. При литье валов коренные и шатунные шейки изготовляют полыми за счет установки литейных стержней. У крупных литых валов делают полыми и щеки, что снижает вес вала. У литых валов исключается трудоемкая обработка масляных каналов, так как при отливке вала ставятся специальные трубки. Структура литого вала способствует лучшему гашению вибраций при работе двигателя. При отливке в земляную форму в качестве связующего используют жидкое стекло, которое скрепляет форму при продувке ее углекислым газом. [7]
Основные дефекты чугунного коленчатого вала — преждевременный износ шеек и образование трещин — приводят к поломке вала тепловозов при незначительном пробеге. [8]
Значительное преимущество чугунных коленчатых валов перед стальными заключается в меньшей чувствительности к несоосности опор вследствие пониженного модуля упругости чугуна: при одинаковой величине перекоса напряжения, возникающие в чугунных валах, ниже, чем в стальных.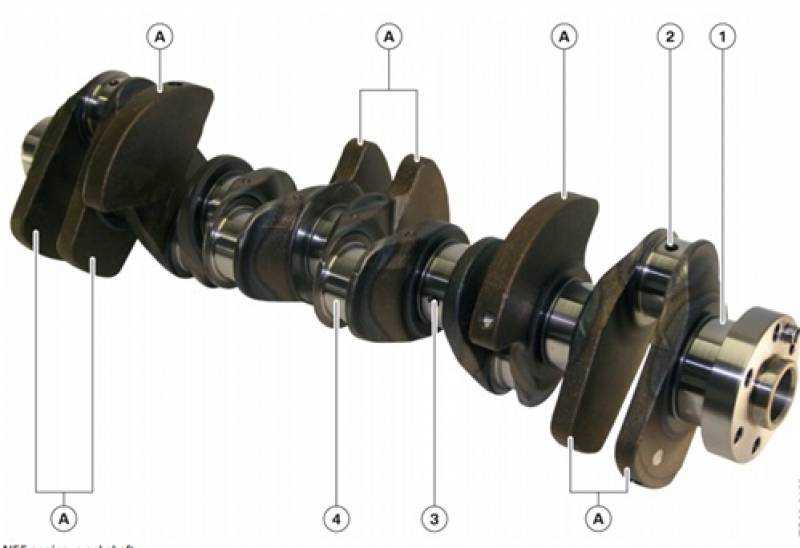 [9]
[9]
Технологический процесс отливки чугунных коленчатых валов мало отличается от технологии отливки ответственных деталей компрессоров. [10]
| Допускаемые напряжения. [11] |
Сопоставление конструкционных свойств стальных и чугунных коленчатых валов приведено в табл. 57 [12]; можно заметить значительное превосходство стальных валов перед чугунными при статических испытаниях и незначительное-при динамических испытаниях. [12]
Желательно также, чтобы чугунные коленчатые валы были полноопорными и имелось бы перекрытие коренных и шатунных шеек. Кроме того, радиусы галтелей коренных и шатунных шеек должны быть не меньшими 1 / 20 соответствующих диаметров шеек. [13]
Несмотря на явные преимущества чугунных коленчатых валов и уже имеющийся опыт их изготовления на отечественных и зарубежных предприятиях, в отечественном компрессоростроенни они до сего времени не применяются. Очевидно, это можно объяснить отсутствием нейтрализованной питейной базы.
[14]
Очевидно, это можно объяснить отсутствием нейтрализованной питейной базы.
[14]
Положительные результаты восстановления шеек чугунных коленчатых валов двигателя ЗМЗ-53 достигаются при электродуговой металлизации с использованием проволоки Св — 10Г2 диаметром 1 6 мм. [15]
Страницы: 1 2 3 4
Чугунный шкив коленвала на 8кл ВАЗ 2108-21099, 2110-2112, 2113-2115, Калина, Гранта
Этот товар выбрали 29 покупателей
- Описание
- Доставка и оплата
Чугунный шкив коленвала.
Комплект: 1 шкив
Количество клапанов:
- 8 клапанов
Назначение:
- Тюнинг деталь
Применяемость:
- ВАЗ 2108
- ВАЗ 2109
- ВАЗ 21099
- ВАЗ 2110
- ВАЗ 2111
- ВАЗ 2112
- ВАЗ 2113
- ВАЗ 2114
- ВАЗ 2115
- Лада Гранта лифтбек (ВАЗ 2191)
- Лада Гранта седан (ВАЗ 2190)
- Лада Калина седан (ВАЗ 1118)
- Лада Калина универсал (ВАЗ 1117)
- Лада Калина хэтчбек (ВАЗ 1119)
Доставим товары по всей России!
Способы доставки:
- Почта России
- СДЭК
- Boxberry
- Деловые Линии
- КИТ (GTD)
- ПЭК
- Энергия
- ЖелДорЭкспедиция
- Байкал Сервис
- Самовывоз из пункта выдачи в г.
 Тольятти
Тольятти
 Тольятти
ТольяттиСпособы оплаты:
- Картой любого банка, включая кредитные, онлайн (Visa, Mastercard, МИР, JCB)
- SberPay — по счету в Сбербанк Онлайн без ввода данных своей карты
- Сбербанк (через Сбербанк Онлайн, оператора, банкомат)
- Tinkoff (через мобильный банк, оператора, банкомат)
- ЮMoney
- Наложенный платеж (наличными/картой при получении)
- Наличными через терминалы, банкоматы, салоны связи
- Оплата на расчетный счет для ЮЛ и ИП (только без НДС)
- QIWI
- Покупка в кредит
Обратите внимание!
Некоторые товары отправляются исключительно транспортными компаниями, ввиду их крупногабаритности и веса, с подробной информацией по доставке и способах оплаты конкретного заказа Вы можете ознакомиться в корзине при оформлении заказа.
ВЫБИРАЙТЕ БЕЗОПАСНЫЕ ПЛАТЕЖИ
После оплаты Вы получите электронный кассовый чек
С этим товаром покупают
Сцепление VALEO в сборе для ВАЗ 2108-21099, 2113-2115
3990й
Купить
Шкалы-символы на панель приборов для ВАЗ 2108-21099, 2113-2115
359й
Купить
Комплект веерных форсунок Мерс GT универсальных на гайке
129й
Купить
Патрубки двигателя 21082 армированный каучук красные для ВАЗ 2108-21099, 2113-2115 инжектор
2690й
Купить
Прокладка дроссельной заслонки для ВАЗ 2108-21099, 2110-2112, 2113-2115, Лада Приора, Калина, Гранта, Нива Легенд/Тревел, Шевроле Нива
99й
Купить
Шкив зубчатый коленвала маленький для ВАЗ 2108-21099, 2110-2112, 2113-2115, Калина, Приора, Гранта, Ока
290й
Купить
Автомобильный ароматизатор Motorring. ru
ru
129й
Купить
Модуль зажигания РемКом для 1,6-литровых 8 кл ВАЗ 2110-2112, Лада Приора, Калина
1590й
Купить
Колодка к датчику скорости, датчику Холла
159й
Купить
Пересвеченная кнопка включения обогрева заднего стекла для ВАЗ 2113-2115, Лада Калина, Шевроле Нива
529й
Купить
Похожие товары
21080-1005017-00
Шпонка шкива коленвала 4х5 для ВАЗ 2108-21099, 2110-2112, 2113-2115, Лада Калина, Приора, Гранта
90й
Купить
21080-1005030-20
Шкив зубчатый коленвала маленький для ВАЗ 2108-21099, 2110-2112, 2113-2115, Калина, Приора, Гранта, Ока
290й
Купить
21100-1005058-04
Шкив коленвала демпферный lada для 8-клапанных ВАЗ 2108-21099, 2110-2112, 2113-2115, Приора, Калина, Гранта
1690й
Купить
2110-1005058-04
Демпферный шкив коленвала slon для 8-клапанных ВАЗ 2108-21099, 2110-2112, 2113-2115, Калина, Гранта
1790й
Купить
00030
Облегченный шкив генератора увеличенного диаметра Технология Тюнинга под генератор Ф17
1490й
Купить
00029
Облегченный шкив генератора увеличенного диаметра Технология Тюнинга под генератор Ф15
1590й
Купить
Оплачивайте товары банковской картой, с помощью QIWI, Яндекс. Деньги или WebMoney и экономьте на покупке от
4%, избегая почтовые комисии
Деньги или WebMoney и экономьте на покупке от
4%, избегая почтовые комисии
Crank Tech — литые и кованые
Слова: Ричард Холденер
Учитывая взаимосвязанную динамику двигателя внутреннего сгорания, может быть трудно выбрать один компонент как самый важный, но будьте уверены, ни один двигатель не будет работать без всего этого. -важный коленвал.
Правда в том, что трио верхней части, а именно головки, распредвал и впуск, получают всю любовь, когда речь заходит о производительности, но не менее важным является тот здоровенный кусок вращающегося металла, спрятанный глубоко внутри.
Тот факт, что мы ожидаем, что коленчатый вал весом 40, 50 или 60 фунтов (или больше) будет вращаться 100 раз в секунду, означает, что этот компонент, по крайней мере, заслуживает нашего внимания (если не аплодисментов). От коленчатого вала требуется так много, что мы подумали, что было бы неплохо более подробно рассмотреть различия между двумя наиболее популярными типами.
Мы также попросили Майка Маклафлина, технического консультанта Lunati, дать нам несколько рекомендаций о том, как он определяет, какой тип кривошипа нужен для данного двигателя. Всем известно, что кривошип из кованой стали прочнее литого, но информации намного больше, чем может показаться на этом упрощенном взгляде.
Большинство энтузиастов довольны тем, что кованые рукоятки превосходят литые, но знаете ли вы, что многие кованые рукоятки различаются по способу ковки, материалу, термообработке и процессу отделки?
Термин «кованый кривошип» стал почти общим, но различия могут быть такими же значительными, как между отливкой и самой поковкой. Для непосвященных два основных различия между литыми и коваными кривошипами включают материал и процесс формования.
Как следует из названия, литые кривошипы создаются путем заливки расплавленного материала (обычно чугуна) в форму для создания сырой отливки. Преимущества этого процесса литья включают более низкую стоимость, недорогую оснастку и минимальную механическую обработку, необходимую для производства готового продукта. Учитывая список преимуществ, неудивительно, что подавляющее большинство кривошипов OEM создается с использованием этого процесса.
Учитывая список преимуществ, неудивительно, что подавляющее большинство кривошипов OEM создается с использованием этого процесса.
Кованые кривошипы, напротив, изготавливаются путем помещения горячего куска стального проката между двумя формующими штампами. Давление, создаваемое ковочным прессом, используется для придания стальному прокату базовой формы коленчатого вала.
В сочетании с соответствующим материалом процесс ковки, очевидно, дает более прочный продукт, но ни процесс ковки, ни используемые материалы не универсальны. Большинство кованых кривошипов создаются путем ковки штампов, которые производят кривошипы со всеми бросками в одной плоскости. Для доводки кривошипов и индексации бросков на требуемые 90 градусов необработанные поковки фактически поворачивают (закручивают). Также возможно производить более прочные кованые кривошипы без перекручивания, но инструменты и конечный продукт являются более сложными и дорогими.
Последний, самый прочный (и самый дорогой) процесс начинается с круглого куска пруткового проката (обычно 4340), после чего коленчатый вал обрабатывается на станке с ЧПУ из цельной заготовки. Как и сам процесс ковки, материал, выбранный для коленчатого вала, в конечном итоге влияет на прочность. Заводские кованые кривошипы обычно изготавливаются из простой углеродистой стали, но улучшенные материалы включают хром 5140, молибден 4130 и, наконец, никель-хромовый сплав 4340.
Как и сам процесс ковки, материал, выбранный для коленчатого вала, в конечном итоге влияет на прочность. Заводские кованые кривошипы обычно изготавливаются из простой углеродистой стали, но улучшенные материалы включают хром 5140, молибден 4130 и, наконец, никель-хромовый сплав 4340.
Единственным недостатком кованых шатунов является необходимость термообработки. В то время как шейки чугунных кривошипов закаляются в процессе обработки, кривошипам из кованой стали не так повезло, и вместо этого они должны подвергаться термообработке после механической обработки.
Общие методы термообработки кованых кривошипов включают индукционную закалку, туфтридирование и азотирование. Индукционная закалка основана на использовании высокочастотного магнитного поля для быстрого нагрева поверхности перед закалкой. Индукционная закалка, используемая большинством OEM-производителей для своих кованых шатунов, предлагает преимущества стоимости, скорости и глубокого проникновения в поверхность (это означает, что ее можно повторно обрабатывать без необходимости повторной термообработки). И тафтридинг, и азотирование характеризуются поверхностным упрочнением химическими соединениями. Tuftriding включает погружение кривошипа в нагретый цианистый состав, в то время как процесс азотирования включает введение химического газа в нагретую печь.
И тафтридинг, и азотирование характеризуются поверхностным упрочнением химическими соединениями. Tuftriding включает погружение кривошипа в нагретый цианистый состав, в то время как процесс азотирования включает введение химического газа в нагретую печь.
После термической обработки поковки обладают превосходной прочностью на растяжение и улучшенным удлинением (в основном это степень деформации перед разрушением). С точки зрения прочности на растяжение, литые кривошипы начинаются примерно с 60 000 фунтов на квадратный дюйм, но поковки могут более чем удвоить этот рейтинг до (до) 125 000 фунтов на квадратный дюйм.
Степень удлинения заводских литых шатунов указывает на их хрупкость. Рейтинг 3% может быть почти удвоен при использовании чугуна с шаровидным графитом, но даже они меркнут по сравнению с рейтингом 20+%, предлагаемым высококачественными коваными шатунами.
Последняя часть головоломки, которую необходимо рассмотреть, — это процесс отделки. Мы не будем углубляться в это, потому что здесь задействовано так много факторов, но Маклафлин дал нам несколько вещей для размышления.
«Процесс окончательной обработки похож на тонкую настройку», — отмечает он. «Даже если бы материалы и ковка были одинаковыми, существует так много разных факторов, которые отличают рукоятку от данной компании. Такие вещи, как качество изготовления, принятые допуски, используемая машина и даже сотрудник, выполняющий работу. Но некоторые общие вещи, на которые следует обратить внимание, — это различные способы сбросить вес, уменьшить сопротивление воздуха и сохранить баланс».
Хотя технические разговоры — это хорошо, что все это значит для среднего потребителя? С шумихой в Интернете о способности превысить 1000 л.с. с заводскими литыми кривошипами, с какой стати кому-то нужно тратить деньги на ковку?
Сила Крэнка гораздо больше, чем просто функция того, сколько он сможет выжить за один забег героя. Заводские шатуны были разработаны OEM-производителями на срок службы 100 000 миль или более (буквально миллионы циклов), и этот срок службы зависит не только от прочности на растяжение или удлинения. Даже самые слабые из литых кривошипов могут прожить бесконечно долго, если они будут работать на более низких оборотах двигателя и уровнях мощности.
Даже самые слабые из литых кривошипов могут прожить бесконечно долго, если они будут работать на более низких оборотах двигателя и уровнях мощности.
Если вам трудно понять эту концепцию, подумайте, какое расстояние вы могли бы пройти в медленном темпе по сравнению с бегом на полной скорости.
Работа на полной скорости и под нагрузкой, срок службы коленчатого вала быстро сокращается, поэтому 400-сильный небольшой блок Camaro, работающий на ежедневных улицах, может хорошо работать с литым кривошипом, но тот же двигатель приводит в движение прогулочный катер. потребуются кованые компоненты. Время, проведенное при высокой нагрузке и оборотах, определяет потребность в кованом кривошипе так же, как и пиковый уровень мощности.
Итак, если у вас мощный двигатель, вы теперь знаете, что кованая рукоятка — это то, что вам нужно для долговечности, но какой именно?
«У Lunati есть две линейки чудаков: Voodoo и Signature Series», — говорит Маклафлин. «Оба кривошипа изготовлены из поковок из стали 4340, не подвергающихся скручиванию, так что большой разницы нет. Разница заключается в термической обработке.
Разница заключается в термической обработке.
«Линия Voodoo имеет индукционную закалку, что сэкономит вам немного денег и отлично подходит для большинства приложений мощностью менее 1000 лошадиных сил. Если вы используете двигатель без наддува, или что-то с умеренным наддувом (10 фунтов на квадратный дюйм или меньше), или очень легкий закись азота, то ваш двигатель будет доволен более дешевой рукояткой Voodoo.
«С другой стороны, фирменная серия подвергается термообработке нитридом. Он может справиться с более высокой мощностью и суровыми условиями, связанными с высоким наддувом и тяжелыми закисью азота. Есть еще некоторые работы по отделке серии Signature, такие как резка противовеса крыла для уменьшения ветра, а на шатунах Chevy с большим блоком мы центрируем их противовес для сохранения баланса ».
Обсуждение коленчатых валов было бы неполным, если бы мы не коснулись ходовых кривошипов. Шатуны Stroker — это просто кривошипы с увеличенной длиной хода (расстояние, на которое поршень перемещается от дна до верха отверстия). Маклафлин говорит, что большинство чудаков, выходящих из Lunati, поглажены.
Маклафлин говорит, что большинство чудаков, выходящих из Lunati, поглажены.
Преимущество увеличения длины хода заключается в увеличении рабочего объема, что способствует увеличению мощности. Легче сделать мощность (и особенно крутящий момент) с увеличенным рабочим объемом. Разница между малым блоком 350 и строкером 383 может составлять 50–60 фунт-футов. крутящего момента, и, что самое приятное, дополнительная мощность появляется при каждом обороте в минуту. Иметь дополнительные 40–50 лошадиных сил на красной черте — это хорошо, но иметь дополнительные 50–60 фунт-футов. снижение крутящего момента при 3000 об/мин еще полезнее, и им можно наслаждаться каждый день, не опасаясь вызвать гнев мальчиков в синем.
Лучше всего то, что если вы ищете кривошип, то дополнительный ход (и сопутствующее увеличение мощности) не будет стоить ни цента, так как литой или кованый кривошип 350 обычно стоит столько же, сколько шатун 383. (эквивалент Ford будет 302 против 347).
Источник
Lunati
lunatipower. com
com
Основные сведения о материалах коленчатого вала
Образование
К счастью для наших клиентов, этот дорогостоящий кусок железа или стали не является предметом регулярной замены. К сожалению, для многих специалистов по счетчикам это также означает, что они могут быть не совсем знакомы с основами материалов, дизайна и выбора коленчатых валов.
«Нижняя часть» двигателя в сборе состоит из блока цилиндров и коленчатого вала, а также поршней и шатунов. Его также обычно называют «коротким блоком», а коленчатый вал является наиболее важной отдельной запасной частью, содержащейся в коротком блоке. К счастью для наших клиентов, этот дорогостоящий кусок железа или стали не является предметом регулярной замены. К сожалению, для многих специалистов по счетчикам это также означает, что они могут быть не совсем знакомы с основами материалов, дизайна и выбора коленчатых валов.
Коленчатые валы делятся на три основные категории: литые, кованые и заготовочные. Большинство коленчатых валов OEM изготовлены из чугуна или литой стали. Расплавленный металл заливают в песчаную отливку, чтобы создать основную форму кривошипа, затем эта необработанная отливка подвергается механической обработке до окончательных допусков. Это быстрый и недорогой способ создания серийных коленчатых валов, способных справиться с задачами, с которыми сталкиваются двигатели повседневного производства. Литые шатуны, в зависимости от их конструкции и материала, способны развивать мощность до 300 или даже 500 л.с., что намного превышает возможности большинства «обычных» серийных автомобилей.
Большинство коленчатых валов OEM изготовлены из чугуна или литой стали. Расплавленный металл заливают в песчаную отливку, чтобы создать основную форму кривошипа, затем эта необработанная отливка подвергается механической обработке до окончательных допусков. Это быстрый и недорогой способ создания серийных коленчатых валов, способных справиться с задачами, с которыми сталкиваются двигатели повседневного производства. Литые шатуны, в зависимости от их конструкции и материала, способны развивать мощность до 300 или даже 500 л.с., что намного превышает возможности большинства «обычных» серийных автомобилей.
Изготовление кованого коленчатого вала является значительно более сложным процессом, но позволяет получить более прочный коленчатый вал, способный выдерживать мощность до 1500 л.с. Ковка начинается с куска стального сплава, которому придают форму с помощью тяжелых прессов и штампов. После прибивания в общую форму поковка кривошипа требует серьезной механической обработки, прежде чем она станет готовым продуктом. Кованые коленчатые валы использовались во многих мощных и ориентированных на производительность двигателях в 70-х и 80-х годах, и многие клиенты старой школы до сих пор приравнивают «кованый» к «лучшему».
Кованые коленчатые валы использовались во многих мощных и ориентированных на производительность двигателях в 70-х и 80-х годах, и многие клиенты старой школы до сих пор приравнивают «кованый» к «лучшему».
Некоторые двигатели были собраны с литыми или коваными кривошипами во время их производства, поэтому определение типа кривошипа иногда важно для выбора компонентов. В отсутствие фактических номеров деталей, выбитых или отлитых на кривошипе, один простой способ определить это — сравнить «линии разъема», отпечатанные на необработанных частях кривошипа. Литые кривошипы имеют острый или очень узкий выступ в месте разделения двух половин формы. Кованые кривошипы имеют более широкую (1/2 дюйма и более) линию разъема неправильной формы.
Третий тип коленчатого вала — коленчатый вал. Подобно кованой рукоятке, этот узел начинает жизнь как цельный кусок кованой стали, но вместо того, чтобы забивать его, заготовка полностью обрабатывается на станке с ЧПУ для создания готовой детали.