Шейка вала: Шейка вала — Энциклопедия по машиностроению XXL
Шейка вала — Энциклопедия по машиностроению XXL
Шарики и ролики подшипников качения. Поверхности трения фрикционов. Рабочие шейки валов прецизионных станков. Наружные поверхности поршневых пальцев, колец. Шток клапана. Внутренние поверхности цилиндров поршневых машин [c.269]При применении очень мягких легкоплавких подшипниковых сплавов обеспечивается меньший износ шейки вала. Баббиты, кроме того, имеют и минимальный коэффициент трения со сталью и хорошо удерживают смазку. Поэтому наряду с чугунными и бронзовыми вкладышами в машиностроении для вкладышей подшипников широко применяют легкоплавкие сплавы на основе олова, свинца, а также цинка и алюминия. [c.619]
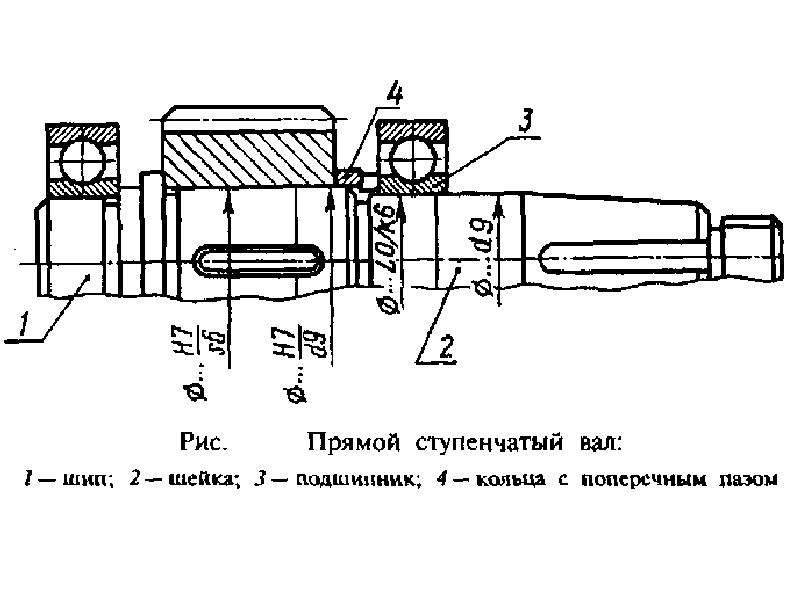
В конструкциях ступенчатых валов желательно избегать больших перепадов диаметров ступеней (рис. 6.36, е). В таких случаях целесообразно расчленять конструкцию отдельно изготовить вал с шейкой и кольцо.

Для шлифования ступенчатых валов (рис. 6.103, а) предусматривают центровые отверстия 1, а для шлифования пустотелых валов — установочные фаски 6. Между шейками вала и торцами из-за непрерывного осыпания зерен круга получается переходная поверхность 5. В тех случаях, когда этого нельзя допустить по условиям работы детали, предусматривают технологические канавки 2 для выхода шлифовального круга. Если необходимо оставить переходную поверхность, то указывают на чертеже детали ее максимально возможный радиус. Следует избегать конструирования валов с большой разностью диаметров отдельных участков. Точно обработанные, например, цилиндрические поверхности 3 необходимо разделять введением проточек 4, поверхности которых не требуется шлифовать. [c.371]
Участок выхода фрезы можно распространять на упорные заплечики (рис. 10.4) и частично на шейку вала для установки подшипника качения. [c.159]
[c.159]
При включении самохода суппорт станка вместе с приспособлением движется по направлению к передней бабке. Резец 1, установленный в приспособлении, протачивает первую шейку вала, а сухарь 4 скользит по копиру, закрепленному с помощью шарнирной пары, помещенной в специальном кронштейне 6. Последний установлен на станине станка со стороны задней бабки. [c.182]
При установке приспособления на станок достаточно настроить его только на получение линейного размера первой шейки первого вала партии и затем установить в нулевое положение показание лимба, соответствующее диаметру первой шейки вала, после чего при обтачивании всех остальных валов данной партии все линейные и диаметральные размеры, указанные в чертежах, будут получаться автоматически.
Станок настраивают на размер только по одной шейке вала, так как получение остальных размеров обеспечивается копиром и следящей системой станка.
[c. 185]
185]
При измерении диаметра шлифуемой шейки вала предельной скобой приходится останавливать станок, что связано со значительной затратой времени. В современной практике широко применяют специальные контрольные устройства, измеряющие диаметр обрабатываемой поверхности в процессе шлифования. [c.192]
На большинстве заводов шейки валов до термической обработки обрабатывают на токарных и шлифовальных станках, а после термической обработки — на шлифовальных, полировальных или на станках для суперфиниша. В ряде случаев применяют фрезерование шеек. Между токарными и шлифовальными операциями заготовка вала подвергается правке, а в некоторых случаях — правке центровых отверстий. [c.379]
При переходе шлифования с одной шейки на другую происходит смещение центров передней и задней бабок станка, затем на шейку вала находит скоба прибора активного контроля, на котором расположен специальный электронный прибор, определяющий положение вала.
 Этот прибор дает коррекцию на перемещение вала в осевом направлении для точной установки галтелей относительно шлифовального круга (рис. 228). Прибор состоит из измерительной головки, гидравлического суппорта и блока усилителей. Измерительный щуп 1 подвешен к
[c.396]
Этот прибор дает коррекцию на перемещение вала в осевом направлении для точной установки галтелей относительно шлифовального круга (рис. 228). Прибор состоит из измерительной головки, гидравлического суппорта и блока усилителей. Измерительный щуп 1 подвешен к
[c.396]Для напрессовки шарикоподшипника на шейку вала могут быть использованы различные ручные приспособления специальные стаканы и оправки, винтовые устройства и др. Стаканы и оправки просты по конструкции некоторые из них показаны на рис. 295. Применение оправок обеспечивает равномерную посадку шарикоподшипника на шейку вала, предотвращает возможность возникновения перекоса при установке и предохраняет подшипник от повреждений,
Щ коррозию при трении (коррозионная эрозия) — разрушение металла, вызываемое одновременным воздействием коррозионной среды и трения (например, разрушение шейки вала при трении о подшипник омываемый морской водой) [c.14]
Шейка вала редуктора для соединения с подшипником качения 308 нормальной точности выполнена под напряженную посадку 2-го класса точности. Проведите анализ посадки (по вопросам задачи 2.4).
[c.27]
Проведите анализ посадки (по вопросам задачи 2.4).
[c.27]
Определить С р и выбрать радиально-упорные шарикоподшипники типа 36 ООО для вала червяка. Суммарные радиальные нагрузки, действуюш,ие на подшипники, Ri = 1175 н R2 = 490 н осевая нагрузка Ар = 1765 н со = 91 рад/сек диаметр шейки вала под подшипники d = 35 мм Kg = 1,2 /г = 5000 ч. Осевую нагрузку воспринимает подшипник, несущий большую радиальную нагрузку. [c.230]
На операциях шлифования применяют полуавтоматы с заправкой шлифовального круга под углом 30° со ступенчатым профилем (операция 110). Операция 120 предусматривает полирование шейки вала в среде керосина полировальной лентой. [c.99]
В тех случаях, когда необходимо достигнуть точности размеров, соответствующей 5-му или 6-му квалитетам и шероховатости поверхности Ra = 0,1 мкм и меньше, после чистовой шлифовальной операции шейки вала притирают. [c.175]
Рабочие поверхности колец подшипников особо высокой точности посадочные шейки валов под зубчатые колеса высокой точности центрирующие буртики ва лов крупных тяжело нагруженных машин
[c.
Посадочные поверхности 7-го квалитета с длительным сохранением заданной посадки.Поверхности штоков и шеек валов под уплотнения. Шейки валов 6-го квалитета 0 30…500. мм, 7-го квалитета 0 10…120 м.м. Отверстия 6-го квалитета 0 3… 50 мм, 7-го квалитета 0 10…100 мм [c.235]
Во многих случаях жесткость системы удается увеличить введением дополнительных опор (рис. 113). В конструкции а коленчатый вал оперт в трех подшипниках. Система имеет малую жесткость для ее увеличения щекам и шейкам вала необходимо придать большие сечения. Жесткость резко увеличивается при [c.227]
Затяжка клеммы деформирует шейку вала [c.244]
Заглушка установлена в вале на плотной посадке и застопорена болтом. Маслоподводящая трубка за-вальцована в отверстии шейки вала [c.325]
Торцовый холодный зазор А = Ьв —Ьп, где и — соответственно длины шейки вала и подшипника. [c.377]
При нагреве до рабочей температуры ti длина шейки вала = = Ьв [1 + 1 (Г1 — Го)], длина подшипника Ь д = [1 + аг (Гг — Го)], где Го -
[c. 377]
377]
Пусть корпус подшипника изготовлен из алюминиевого сплава с Ог = = 13 10 1/°С, а вал из стали с 1 = 11.10 1/°С рабочая температура корпуса 100°С, а вала 50°С, длина шейки вала 100 мм, температура сборки 20°С и первоначальный холодный зазор 0,05 мм. Термическое изменение зазора по уравнению (115) Аг = 100 [11 10 (50 — 20) — 2Т 10 (100 - [c.377]
Изменение зазоров в подвижных соединениях вследствие обратимых температурных деформаций. Выход из строя подшипников и других замкнутых подвижных сопряжений часто связан с захватыванием шейки вала или ползуна вследствие уменьшения зазора до нуля.
Элементы деталей в ряде случаев можно разделить на основные (или несущие) и налагаемые. Первые заполнены материалом, а вторые большей частью являются выемками или пустотами, например, шейка вала — основной элемент, а шпоночный паз — налагаемый элемет головка болта — основной элемент, а отверстие в головке под проволоку — налагаемый элемент. По аналогии основным изображением является изображение основного элемента, на которое налагается изображение налагаемого элемента (иногда в виде местного разреза).
[c.137]
По аналогии основным изображением является изображение основного элемента, на которое налагается изображение налагаемого элемента (иногда в виде местного разреза).
[c.137]
Алюминиевые подшипниковые сплавы обладают высокими свойствами (низким коэффициентом трения и высокой износостойкостью). Но по технологичности они уступают обычным баббитам. Их более высокая твердость является скорее недостатком, чем преимуществом сплава, так как требует обработки цапф и вкладыша повышенной чистоты, а шейка вала должна быть твердой. Несоблюдение этих условий вызовет ускоренный износ. Высокий коэффициент линейного расширения алюминиевых баббитов требует более тшательной сборки с большими зазорами. [c.623]
Фиксирующая шейка вала охватывает вклад(чш нодтппнпка. [c.135]
Участки выхода фрез1>1 мо1 ут распространяться на упорные бурты (рис. 10.4), а также частично и на шейки валов, иредиазиаченные д.зя установки подшипников качении.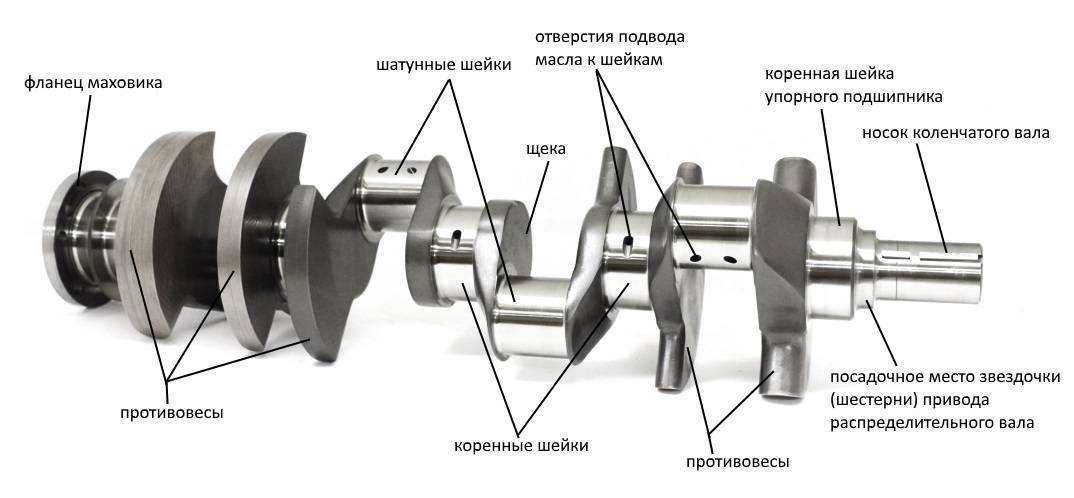 [c.139]
[c.139]
Установка. Подшипники скольжения нормально работают при строгой параллельности осей шейки вала и отверстия вкладыша. Отклонение от параллельности могут быть вызваны погрешностями изготовления деталей, их сборки и прогибами валов под нагрузкой. Чем больше длина подшипника, тем опаснее перекос осей вала и вкладыша, приводящий к возникновению кромотаых давлений. Поэтому существенное значение имеет выбор отнощения // подщипника, где / — длина, а (1 —диаметр отверстия вкладыща.
Шатунные шейки валов после термической обработки шлифуют предварительно и окончательно на станках XIII-2—01 и 2—02. Заготовки на станках устанавливают, так же как и при шлифовании, до термической обработки. [c.383]
Вал червяка установлен на конических роликоподшипниках (рис. 13.16). Выбрать подшипники по каталогу, если передаваемая мощность N = 5 кет-, диаметр делительного цилиндра червяка = 63 лгл со = 150 рад/сек] диаметр шейки вала d = 40 мм Kg= 1,3 Л = 5000 ч угол подъема винтовой линии червяка X = 12°ЗГ44″ (при q = 9 2, = 2) приведенный угол трения р = 2°35 Кт = 1,0. [c.228]
[c.228]
При конструировании валов (гладких, ступенчатых, сплошных и полых) существенным признаком служит их жесткость. Жесткими считаются валы, у которых отношение длины к диаметру не превышает 15 валы с большим соотношением называют нежесткими. Изготовляют валы в основном из стали 40 или 45, реже — из легированных сталей 40Х, 18ХГТ. Валы из среднеуглеродистых сталей подвергают термообработке до твердости НВ 230. ..260. Шейки валов из низкоуглеродистых сталей для повышения износостойкости подвергают цементации с последующей термообработкой до твердости HR 50. ..60. [c.169]
V V V Чистовая обработка, предварительное растачивание, фрезерова ие, зенкерование, рассверливание Нерабочие торцы валов, втулок, клапанов. Шейки валов 12-го квалитета 0 80…500 мм, отверстия 12-го квалитета 0 18…500 мм и 11-го квалитета fA 120.. .500 мм. несопсягаюти-еся поверхности колес, шлицевых валов, втулок [c.233]
Опорные поверхности реек поверхность резьбы, посадоч ные поверхности зубчатых ко лес, червяков низкой точности привалочные плоскости кор пусных деталей, присоеди нительные плоскости крышек фланцев. Шейки валов 7-го квалитета 0 80…500 мм и Ю-го квалитета 0 3…30 мм. Отверстия 6…7-го квалитетов
[c.234]
Шейки валов 7-го квалитета 0 80…500 мм и Ю-го квалитета 0 3…30 мм. Отверстия 6…7-го квалитетов
[c.234]
Тонкое обтачивание, шлифование, Труш,иеся поверхности силь-растачивание притирка грубая и но нагруженных деталей, што-средная, развертывание тонкое, и и шейки валов под уплот-протягивание внутреннее или шли- пением, штурвалы, ручки, цап- [c.235]
Вал коленчатый 2110 (ход 84мм) 21118 шейка 41,5
Увеличить рабочий объём двигателя можно: заменив коленвал на другой с большим ходом, увеличив диаметр цилиндра или то и другое одновременно. Не надо забывать, что при изменении объёма двигателя, необходимо увеличить объём камеры сгорания — для компенсации увеличения объёма цилиндра.
При установке коленвала с большим ходом необходимо заменить поршни.
К расточке цилиндров блока на значительную величину (2 мм) нужно подходить осторожно. Например, при расточке серийного блока ВАЗ 21083 с 82 мм до 84 мм у двигателя наблюдается повышенный расход масла. Это происходит за счёт потери жёсткости блока. В этом случае лучше использовать специальную толстостенную отливку блока. Такие блоки ВАЗ выпускает мелкими сериями.
Это происходит за счёт потери жёсткости блока. В этом случае лучше использовать специальную толстостенную отливку блока. Такие блоки ВАЗ выпускает мелкими сериями.
Увеличение объёма двигателя приводит к увеличению максимального крутящего момента, но при этом происходит снижение оборотов максимальной мощности. Это происходит из-за уменьшения механического КПД. Если повышение объёма происходит за счёт увеличения диаметра цилиндров, то возрастает площадь контакта между стенками цилиндра и поршнем с поршневыми кольцами. Как следствие повышается трение. Если повышение объёма происходит за счёт увеличения хода коленвала, то возрастает средняя скорость поршня, что приводит к тем же результатам.
В любом случае повышение объёма приводит к падению общего КПД двигателя.
Объём двигателя ВАЗ (в куб. см) в зависимости от диаметра цилиндра и хода поршня.
Диаметр Ход поршня, мм
цилиндра, 71 74,8 75,6 78 80 84
мм
82,0 1499 1579 1596 1647 1689 1774
82,4 1514 1595 1612 1663 1706 1791
82,5 1517 1599 1616 1667 1710 1795
82,8 1528 1610 1628 1679 1722 1808
83,0 1536 1618 1635 1687 1731 1817
84,0 1573 1657 1675 1728 1772 1861
Одна из составляющих мотокомплекта ВАЗ 21128 16V 1. 8L 100 л.с.
8L 100 л.с.
Комплект V-1800 для блока цилиндров 197,1 мм:
— коленвал ход 84 мм, шейка d-41,5 мм.,
— шатуны 129 мм, палец d-19 мм, шейка d-41,5 мм.,
— поршни d-82,5 мм.,
— кольца d-82,5 мм (1,2 мм., 1,5 мм., 2 мм).,
— пальцы d-19 мм со стопорными кольцами.,
— вкладыши шатунные d-41,5 мм.
Характеристики двигателя
Модель ВАЗ-21128
Блок цилиндров ВАЗ-11193
Диаметр цилиндра, мм 82,5
Межцилиндровое расстояние, мм 89
Высота блока цилиндров, мм 197,1
Длина шатуна, мм 129
Диаметр шатунных шеек, мм 41,5
Отношение длины шатуна к радиусу кривошипа, мм 3,07
Поршень
Высота, мм 45,3
Диаметр, мм 82,5
Вес, г 247
Ход поршня, мм 84
Высота поршневых колец, мм 1,2/1,5/2
Общие характеристики
Высота огневого пояса, мм 3,8±0,1
Степень сжатия 10,5
Рабочий объём, см3 1796
Мощность максимальная, кВт (л.с.) 72 (98)
при скорости вращения коленчатого вала, 1/мин 5200
Максимальный крутящий момент, Нм 162
при скорости вращения коленчатого вала, 1/мин 3200
Количество клапанов на цилиндр 4
Топливо-бензин, ОЧ не менее 95
Двигатель ВАЗ-21128 16 кл. V=1.8L с мощностью 100 л.с. и крутящим моментом 162 Нм / 3200 об/мин, удовлетворяющий требованиям по нормам токсичности Euro 2.
V=1.8L с мощностью 100 л.с. и крутящим моментом 162 Нм / 3200 об/мин, удовлетворяющий требованиям по нормам токсичности Euro 2.
В двигателе 1.8L используется блок цилиндров ВАЗ 21124 с межцентровым расстоянием 89 мм, увеличенной на 2,3 мм высотой и размером рабочих цилиндров диаметром 82,5 мм, оригинальные поршни с уменьшенной на 98 г массой и на 20,2 мм высотой. Поршни отлиты методом погружения («ноу-хау» ЗАО «Супер-Авто» и «АВИТИ») и имеют литейные поднутрения в днище, что предотвращает порчу клапанов при обрыве ремня ГРМ. Основное увеличение объёма двигателя произошло за счёт существенной переработки деталей кривошипно-шатунного механизма в результате чего ход поршня увеличен до 84 мм.
Для обеспечения нормальной работы двигателя используются новые калибровки контроллера, форсунки увеличенной производительности фирмы «Siemens» и дроссельный патрубок с большим проходным сечением. Увеличенный до 51 мм диаметр системы выпуска также значительно повлиял на увеличение мощности двигателя.
Одним из основных достоинств двигателя является увеличенный до 162 Нм начальный крутящий момент, обеспечивающий оптимальные разгонные характеристики автомобиля — момент трогания и момент совершения маневров.
Для передачи возросшего момента, на автомобили, оснащенные двигателем 1.8L, устанавливается усиленная КПП и усиленное сцепление фирмы «LUK». КПП включает в себя усиленные подшипники валов фирмы «SKF» (Швеция) и усиленный вторичный вал с блоком шестерен в сборе и главной парой 3,9.
Отличительной особенностью сцепления фирмы «LUK» является увеличенный до 200 мм диаметр нажимного и ведомого диска и усиленные пружины.
Для повышения точности соединения шатуна с коленчатым валом в технологии изготовления шатуна операция разъёма «крышка-шатун» выполняется не разрезанием, а разрывом, что значительно повышает точность обработки отверстия большой головки.
За счёт снижения массы кривошипно-шатунного механизма и улучшения структуры металла поршня и шатуна увеличена надёжность и долговечность двигателя.
Существует также тюнинговый вариант двигателя, который предусматривает установку нового впускного ресивера с укороченными впускными каналами, что обеспечивает увеличение наполнения на высоких оборотах, фильтра нулевого сопротивления, доработанной системы вентиляции картера, дроссельного патрубка диаметром 54 мм, впускного распредвала с измененными фазами газораспределения. Все эти мероприятия обеспечивают увеличение мощности со 100 л.с. до 120 л.с.
Варианты установки в «низкий» блок 194,8 мм:
1. коленвал 84 мм + шатуны СТИ 129 мм + кованые поршни СТИ 82,5 мм — 83,0 мм (16V)
Варианты установки в «высокий» блок 197,1 мм:
1. коленвал 84 мм + шатуны СТИ 129 мм + кованые поршни СТИ 82,5 мм (8V)
2. коленвал 84 мм + шатуны Супер-Авто 129 мм + кованые поршни СТИ 82,5 мм — 83,0 мм (16V)
3. коленвал 84 мм + Н-образные шатуны СТИ 131 мм + кованые поршни СТИ 82,5 мм — 83,0 мм (16V)
Шлифовка шейки коленвала | ООО «ВЭР»
Попробуем разобраться, зачем шлифовать этот узел, как предотвратить его преждевременный выход из строя.
Шлифовка шеек коленчатого вала – одна из самых трудоёмких ремонтных процедур. Её выполнение в условиях домашней мастерской практически невыполнимо, так как требует применения высокоточного инструмента. Также от ремонтников потребуется определённый опыт работы. Довериться частным мастерам скорее всего не получится – оборудование для шлифовки шейки вала найдётся только в крупных мастерских. Попробуем разобраться, зачем шлифовать этот узел, как предотвратить его преждевременный выход из строя и где лучше всего выполнить ремонтные работы.
Зачем проводится шлифовка шейки вала
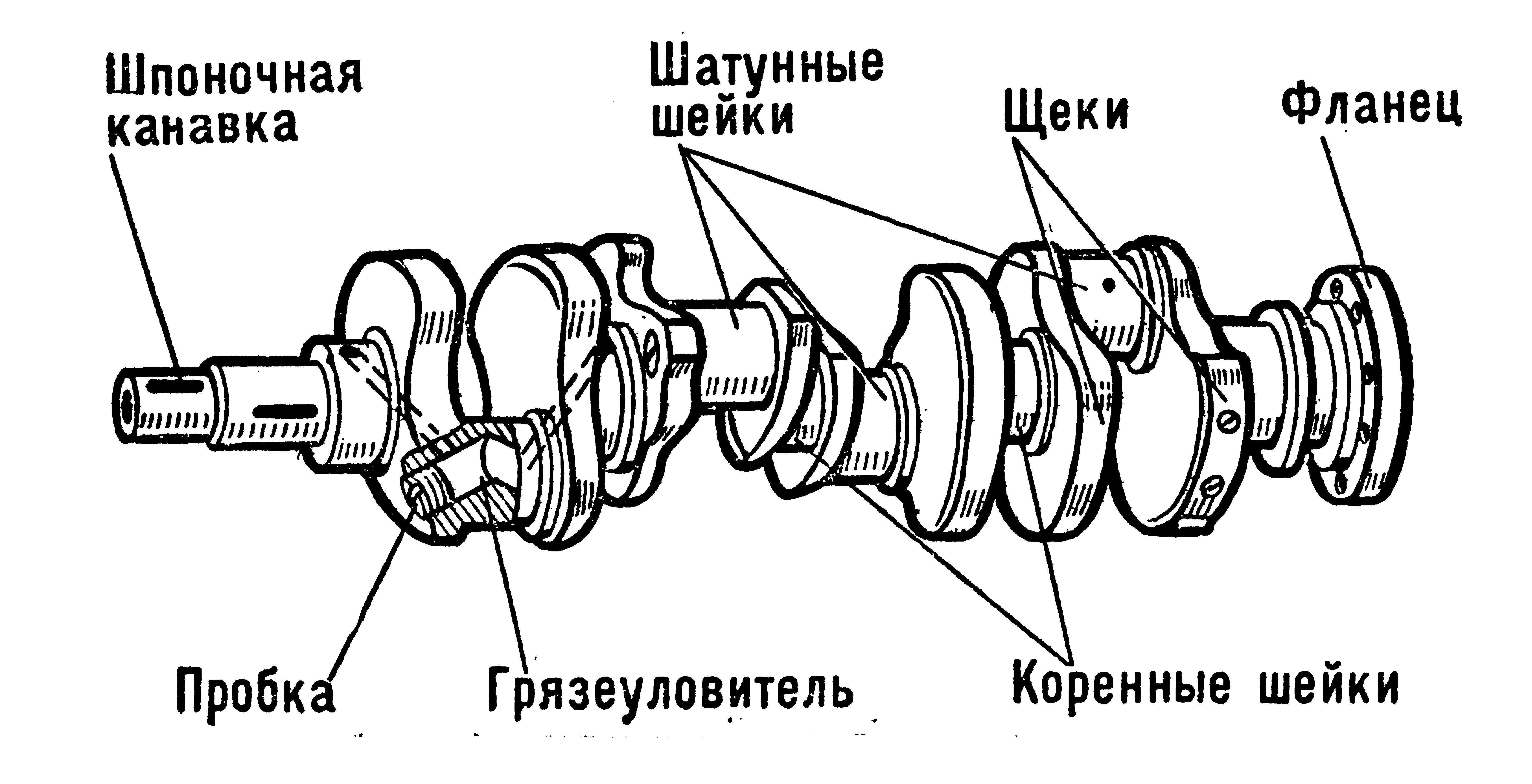
Коленвал (он же коленчатый вал) – ответственная часть двигателя внутреннего сгорания, отвечающая за передачу возвратно-поступательных движений поршней во вращение. Деталь имеет довольно сложную форму, обточенную с точностью до сотых долей миллиметра. Шатуны поршней закрепляются на шейках коленвала – это цилиндрические опоры, отвечающие за передачу усилия от поршней. Прикрепление выполняется с помощью подшипников скольжения.
Прикрепление выполняется с помощью подшипников скольжения.
Следует отметить, что столь ответственная часть изготавливается из высокопрочной стали, слабо подверженной износу. Тем не менее, износ имеется, а его интенсивность зависит от многих факторов, в том числе от характера вождения автомобиля. Используемые здесь коренные и шатунные подшипники скольжения контактируют с валом посредством сменных вкладышей. В случае ремонта они подлежат замене.
Что же происходит в процессе эксплуатации двигателя внутреннего сгорания? Вкладыши постепенно изнашиваются (даже при самой аккуратной и бережной езде), одновременно с этим изнашиваются и шейки, на которых закрепляются шатуны поршней. В какой-то момент износ становится настолько большим, что дальнейшая эксплуатация двигателя становится невозможной – ему нужен ремонт. При этом менять дорогостоящий вал полностью пока не нужно – его можно отремонтировать:
- Двигатель разбирается, из него извлекается вал;
- Производится шлифовка шеек коленчатого вала;
- Меняются изношенные в процессе эксплуатации вкладыши.


После этого двигатель собирается и проверяется.
За кажущейся простотой ремонтных работ скрывается их сложность. Разобрать двигатель и извлечь коленчатый вал сможет каждый мастер. То же самое относится к съёму шатунов. Но шлифовка шейки коленвала возможно только при наличии токарного станка, способного снимать сотые доли миллиметра металла. Обойтись простым промышленным токарным станком или кустарным оборудованием не получится – здесь требуется высокая точность. Именно поэтому шлифовка шеек коленчатого вала осуществляется только в условиях мастерских, где имеется соответствующее оборудование.
Что нужно учесть при шлифовке шейки вала? Необходимо найти шейку с максимальным износом и отталкиваться от неё, учитывая ремонтные размеры вкладышей. После этого вал закрепляется в токарном станке и протачивается до выбранного размера – снимаются десятые или даже сотые доли миллиметра металла, в зависимости от степени износа. Токарный станок протачивает шейки настолько точно, что готовая поверхность получается идеально ровной. Далее вал промывается, устанавливается на место, производится сборка двигателя. Следующий этап – это бережная обкатка в течение нескольких дней, которая покажет, как ведёт себя ДВС. Если всё хорошо, можно приступать к повседневной эксплуатации в привычном режиме.
Далее вал промывается, устанавливается на место, производится сборка двигателя. Следующий этап – это бережная обкатка в течение нескольких дней, которая покажет, как ведёт себя ДВС. Если всё хорошо, можно приступать к повседневной эксплуатации в привычном режиме.
Как предотвратить повреждение коленвала
Ключевое воздействие на коленвал оказывает характер езды. Резкие рывки, гонки по трассе, езда на повышенных оборотах – всё это приводит к повышенному износу. При этом многие «гонщики» умудряются удивляться, почему двигатель так быстро вырабатывает свой ресурс. Следует помнить, что даже самые маленькие перегрузки многократно увеличивают износ коленвала, приближая момент дорогостоящего ремонта.
Чтобы продлить жизнь коленвала и двигателя, следуйте рекомендациям:
- Водите автомобиль аккуратно, не нагружайте двигатель – в этом случае он прослужит максимально долго. Типичный пример нагрузки – перевозка грузов, вес которых превышает грузоподъёмность автомобиля;
- Вовремя меняйте масло – стоит это не так уж и дорого, а в большинстве случаев его можно поменять самостоятельно, воспользовавшись инструкциями из интернета. Интервал замены масла составляет 10-15 тыс. км, в зависимости от марки автомобиля. Езда на отработанном масле приводит к перегреву двигателя и увеличивает трение. Одновременно с этим детали двигателя подвергаются коррозии;
- Пользуйтесь маслами от проверенных производителей и только рекомендованной вязкости. Это поможет сохранить целостность коленвала.
 Интервал замены масла составляет 10-15 тыс. км, в зависимости от марки автомобиля. Езда на отработанном масле приводит к перегреву двигателя и увеличивает трение. Одновременно с этим детали двигателя подвергаются коррозии;
Интервал замены масла составляет 10-15 тыс. км, в зависимости от марки автомобиля. Езда на отработанном масле приводит к перегреву двигателя и увеличивает трение. Одновременно с этим детали двигателя подвергаются коррозии;Не производите ремонт самостоятельно – помните, что шлифовка шейки вала должна осуществляться квалифицированными специалистами, обладающими опытом работы на высокоточных фрезерных станках.
Разработка технологии восстановления коленчатого вала двигателя с обеспечением повышенной долговечности.
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/55268
| Title: | Разработка технологии восстановления коленчатого вала двигателя с обеспечением повышенной долговечности.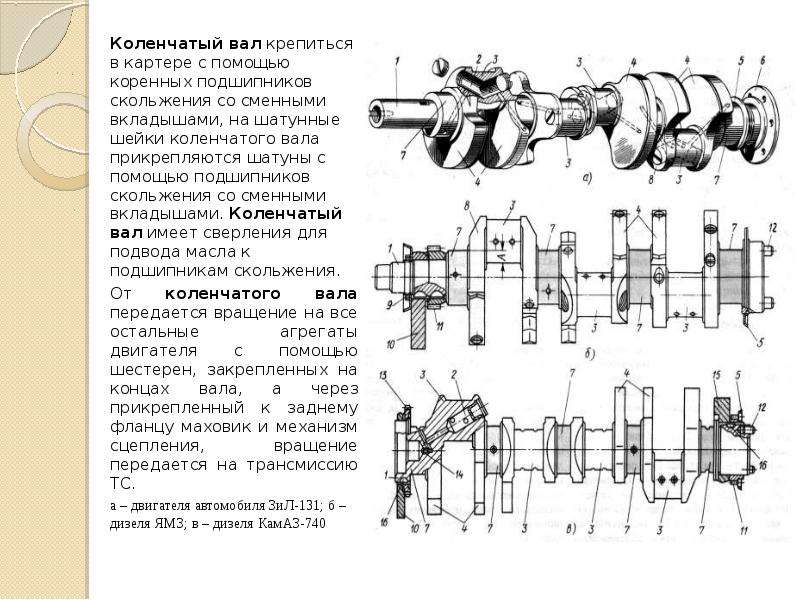 |
| Authors: | Курманов, Нурлан Болотбекович |
| metadata.dc.contributor.advisor: | Зайцев, Константин Викторович |
| Keywords: | коленчатый вал; коренная шейка; шатунная шейка; щеки; установка; crankshaft; root neck; crankpin; cheeks; setting |
| Issue Date: | 2019 |
| Citation: | Курманов Н. Б. Разработка технологии восстановления коленчатого вала двигателя с обеспечением повышенной долговечности. : бакалаврская работа / Н. Б. Курманов ; Национальный исследовательский Томский политехнический университет (ТПУ), Юргинский технологический институт (филиал) ТПУ (ЮТИ ТПУ), Отделение промышленных технологий (ОПТ) ; науч. рук. К. В. Зайцев. — Томск, 2019. |
| Abstract: | Целью дaнной выпускной квaлификaционной рaботы является разработка технологии восстановления коленчатого вала двигателя КaмAЗ-740 с обеспечением повышенной долговечности за счет применения в технологическом процессе износостойкого порошка предназначенного для восстановления деталей типa «вал», работающих при знакопеременных нагрузках, абразивном изнашивании и при воздействии высоких температур. Детонационное напыление является более изученной отраслью. Наиболее известными из перспективно-развивающихся способов восстановления деталей являются газоплазменное и детонационное напыление. Дaнные способы восстановления широко применяются при ремонте. Детонационное напыление является более изученной отраслью. Наиболее известными из перспективно-развивающихся способов восстановления деталей являются газоплазменное и детонационное напыление. Дaнные способы восстановления широко применяются при ремонте.The purpose of this final qualifying work is to develop a technology for restoring the crankshaft of the KAMAZ-740 engine with increased durability due to the use of wear-resistant powder in the technological process designed to restore parts of the «shaft» type, working under alternating loads, abrasive wear and under high temperatures. Detonation spraying is a more studied industry. The most well-known of the promising-developing methods of parts recovery are gas-plasma and detonation spraying. These methods of recovery are widely used in the repair. |
| URI: | http://earchive.tpu.ru/handle/11683/55268 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Ремонт шейки вала (восстановление посадочного места) парового барабана.
На одном из предприятий Беларуси появилась проблема : сильный износ посадочной шейки вала парового барабана. Параметры вала : материал — сталь, диаметр 180 мм, длина ремонтируемого участка посадочного места 205 мм, внутри вала идет пар с температурой +180 град С.
Общий вид паровой установкиОбщий вид валаОсмотр показал, что имеется круговой неравномерный износ шейки вала глубиной до 4 мм. Это свидетельствует о неоднократном заклинивании подшипника и проворачивании внутренней обоймы относительно вала. Смотрите фото ниже.
Повреждения на валуВид повреждений вала после проворачивания подшипникаВал восстанавливался нами прямо в цеху по месту нахождения методом закачки текучего материала . По технологии фирмы Diamant изношенный участок был срезан на необходимую глубину (3-4 мм), очищен и обезжирен
Поврежденное место вала углублено, очищено и обезжирено
Далее, на зону, подлежащую восстановлению, был «одета» предварительно изготовленная втулка, внутренний диаметр которой соответствует необходимому итоговому размеру вала. Внутренние поверхности втулки шлифуются с необходимой чистотой (если необходимо). Втулка изнутри обрабатывается специальным анти адгезионным составом Trennmittel Fl .
Внутренние поверхности втулки шлифуются с необходимой чистотой (если необходимо). Втулка изнутри обрабатывается специальным анти адгезионным составом Trennmittel Fl .
На следующем этапе через специально подготовленное отверстие в пространство между втулкой и валом закачивался жидкий ремонтный состав, в данном случае UltraMetall 0664 Steel Fl . Также во втулке заранее было просверлено и отверстие для выхода воздуха
По истечении 20 часов сняли втулку, и получили шейку вала с точным размером, готовую к монтажу подшипника.
Вал после снятия втулкиШейка вала восстановлена точно в размерТакой ремонт возможно выполнить благодаря особым свойствам UltraMetall 0664 Steel Fl:
- наполненный сталью материал (содержание металла около 90%) безусадочный, то есть можно сделать поверхность точно в размер
- очень прочный — прочность на сжатие –ок 160 N/мм.кв
- великолепная адгезия, при нагрузке «на сдвиг» сорвать его невозможно, высокая ударная вязкость, текучесть – что позволяет закачать его обычным пистолетом.
- UltraMetall (ультра металл) это новое поколение материалов фирмы Диамант, они продолжают традиции давно известных металлополимеров MultiMetall (мультиметалл) , которые очень близки по свойствам. Смотрите здесь https://remval.by/category-products/multimetall-multimetall/

Ремонт традиционными методами повлек бы очень большие материальные и трудовые затраты, занял бы много времени, так как снять такой вал очень не просто.
Наш ремонт занял три рабочих дня. В случае повторного заклинивания и проворачивания подшипника все приспособления под рукой, можно все отремонтировать еще быстрее.
Покупайте наши материалы, мы научим вас правильно и с высокой эффективностью их использовать.
Оставить заявку
определение шейки вала | Английский толковый словарь
вал
n
1 длинный узкий шест, образующий корпус копья, стрелы и т. д.
2 что-то направленное на человека в виде ракет
стержни сарказма
3 луч, луч или полоса, в частности. света
света
4 стержень или шест, образующий рукоятку молотка, топора, клюшки для гольфа и т. д.
5 вращающийся стержень, передающий движение или мощность: обычно используется для осевого вращения
Сравните →
стержень →
9
6 один из двух деревянных шестов, с помощью которых животное привязывается к транспортному средству
а средняя часть (диафиз) длинной кости
б основная часть любой удлиненной конструкции или ее части
8 средняя часть колонны или опоры между основанием и капителью
9 колонна, обелиск и т.п., особ. тот, который образует памятник
10 (Архитектор) колонна, поддерживающая сводчатое ребро, иногда одно из набора
11 вертикальный проход через здание, как для лифта
12 вертикальный проход в шахту
13 (орнитол) центральное ребро пера
14 архаичное или литературное слово для → стрелка
15 ♦ получить вал (U. S. и Canadian)
S. и Canadian)
сленг быть обманутым или обманутым
vb
16 Сленг – вступать в половую связь с (женщиной)
(древнеанглийский sceaft; родственный древнескандинавскому skapt, немецкому Schaft, латинскому валу scapus, греческому skeptron sceptre, латышскому skeps javelin)
вентиляционный вал
n вентиляционный вал, спец. в шахте или туннеле
приклад
н стрела с тупым наконечником без зазубрин
приводной вал
n другое название →
карданный вал
эвакуационная шахта
n шахтная шахта, через которую горняки могут эвакуироваться, если обычная шахта заблокирована
промежуточный вал
n вал, несущий одно или несколько зубчатых колес, который вращается на холостом ходу между ведущим и ведомым валами, обычно для изменения направления вращения или обеспечения другого расстояния между зубчатыми колесами, особеннов коробке передач
вал гребной
перо древка
n (стрельба из лука) одно из двух оперений на стреле
Сравнить →
петушиное перо
ВЛИЯНИЕ МЕТОДА МОДЕЛИРОВАНИЯ ПОДШИПНИКА С КОЛЕСАМИ НА ЦЕНТРОВКУ ВАЛОВ И ВИХРЕВЫЕ КОЛЕБАНИЯ
Точность расчета жестких характеристик подшипников скольжения является одним из наиболее важных факторов при статическом и динамическом расчете морской силовой передачи. В частности, выравнивание валопровода и анализ вихревой вибрации имеют решающее значение для правильного определения граничных условий. На сегодняшний день очень сложно найти достоверные данные о характеристиках фундаментов валопровода. В этой статье анализируются три элемента: местная жесткость корпуса, жесткость промежуточной несущей рамы и характеристики жесткости вала смазочного масла. В документе обсуждается, как были выполнены несколько анализов центровки валопровода и вихревых колебаний типичных морских систем передачи энергии.Также проанализировано влияние различных граничных условий, методов моделирования, а также условий эксплуатации валопровода.
В частности, выравнивание валопровода и анализ вихревой вибрации имеют решающее значение для правильного определения граничных условий. На сегодняшний день очень сложно найти достоверные данные о характеристиках фундаментов валопровода. В этой статье анализируются три элемента: местная жесткость корпуса, жесткость промежуточной несущей рамы и характеристики жесткости вала смазочного масла. В документе обсуждается, как были выполнены несколько анализов центровки валопровода и вихревых колебаний типичных морских систем передачи энергии.Также проанализировано влияние различных граничных условий, методов моделирования, а также условий эксплуатации валопровода.
- Наличие:
- Корпоративные Авторы:
Эльзевир
Radarweg 29
Амстердам, Нидерланды 1043 НХ - Авторов:
- Конференция:
- Дата публикации: 2001
Язык
Информация о СМИ
Тема/Указатель Термины
Информация о подаче
- Регистрационный номер: 00823339
- Тип записи: Публикация
- ISBN: 0080439500
- Файлы: ТРИС
- Дата создания: 7 января 2002 г. , 00:00
 , 00:00
, 00:00Проверка центровки промежуточного подшипника с использованием метода синего контакта
При проведении работ на линии силового вала судна иногда требуется проверить локальное выравнивание между промежуточным подшипником и шейкой вала, чтобы убедиться, что шейка вала равномерно поддерживается всей осевой длиной подшипника. Обычно это достигается методом проверки мягкого синего контакта.
Обстоятельства, при которых промежуточный подшипник может потребовать проверки контакта синего цвета
- В случае замены вкладыша подшипника. Особенно, если исходный подшипник сильно изношен с одной стороны.
- Если корпус подшипника был извлечен из гнезда, а клинья не были помечены индивидуально.
- Если судно село на мель и произошло деформация корпуса под опорой промежуточного подшипника.
Следует отметить, что проверка мягкого синего контакта не будет проводиться, если вкладыш подшипника расположен в сферическом корпусе внутри корпуса подшипника, т. е. так называемые самоустанавливающиеся подшипники типа . При таком расположении вкладыш подшипника не имеет точного фиксированного положения ни во вращательном, ни в продольном угловом направлениях. Обратите внимание, что вкладыш подшипника жестко фиксируется после затягивания крышки подшипника.
е. так называемые самоустанавливающиеся подшипники типа . При таком расположении вкладыш подшипника не имеет точного фиксированного положения ни во вращательном, ни в продольном угловом направлениях. Обратите внимание, что вкладыш подшипника жестко фиксируется после затягивания крышки подшипника.
Другие ситуации, когда голубой цвет используется для проверки контакта
- Для подтверждения полного контакта сопрягаемой поверхности между отверстием ступицы гребного винта и конусом гребного вала.Проверка синего контакта и полировка/зачистка обычно проводятся во время установки нового гребного винта или гребного вала.
- Для подтверждения полного контакта между диском клапана и его седлом в запорном клапане.
- Для подтверждения полного контакта между тарелкой клапана и его седлом в выпускном клапане головки блока цилиндров двигателя.
Soft blue состоит из пигмента берлинской лазури в невысыхающей пасте.
Снятие отпечатка пятна контакта подшипника
В идеале судно должно быть на плаву для проверки контакта, поскольку существуют различия в форме корпуса, а также в положении и угле посадки промежуточного подшипника, когда судно поддерживается доковыми блоками по сравнению с нормальным давлением воды.Болты крепления корпуса подшипника должны быть полностью затянуты.
Препараты:
- Датчик температуры снят (гнездо и датчик RTD). Это важно для любой задачи, связанной с нижним вкладышем подшипника.
- Крышка подшипника отвинчивается, поднимается и отводится в сторону. Цепной блок, строп и крюки должны быть чистыми, т. е. не используйте подъемное оборудование, которое находилось на дне причала и может иметь остатки дробеструйной очистки.
- Из подшипника следует слить масло, хотя это и не обязательно.Если масло не слито, то необходимо очень внимательно следить за тем, чтобы в поддон не попала грязь или потерянные предметы.
- Пластина обычно привинчивается к одной стороне соединения корпуса подшипника, чтобы предотвратить выворачивание вкладыша подшипника из корпуса при вращении вала.

Открытая верхняя половина шейки вала покрыта пастой нежно-голубого цвета. Кисть или валик помогут распределить пасту; в любом случае это может занять 10 минут или больше. Покрытие должно быть тонким и ровным по всей осевой длине шейки.Покрытие должно быть прозрачным, т. е. детали на поверхности шейки должны быть хорошо видны. Доступны инструменты для измерения толщины покрытия, например, колесо для мокрой пленки, и толщина должна составлять около 0,005 мм (5 мкм).
Вал проворачивается на один полный оборот вперед с помощью поворотного механизма. Это перенесет часть синей пасты на поверхность подшипника в соответствии с изменениями контакта. Также следует проверить зазор между валом и сальником лабиринтного уплотнения корпуса подшипника с помощью щупов внизу, по левому и правому борту для заднего и переднего концов. Это необходимо для того, чтобы вал не касался корпуса подшипника.
Это необходимо для того, чтобы вал не касался корпуса подшипника.
Для полувкладыша подшипника, т. е. не типа с откидной подушкой, необходимо также измерить зазор между валом и подшипником, используя щупы в положениях левого и правого борта для каждого конца, чтобы проверить, не перекошен ли корпус подшипника относительно вала в горизонтальная плоскость. Это иногда называют зазором в «рожках» подшипника. Затем вал поднимают примерно на 0,5–1,0 мм с помощью гидравлического домкрата с циферблатным индикатором для измерения подъемной силы.Циферблатный индикатор следует расположить под валом и оставить на месте, чтобы можно было контролировать любое смещение домкрата. Стартер механизма поворота вала должен быть заблокирован в выключенном положении, пока домкрат поддерживает вал.
Вкладыш подшипника должен иметь маркировку на переднем и заднем концах. Несколько секций вкладыша подшипника должны быть пронумерованы, а установленное положение отмечено. После этого подшипник можно выкатить из корпуса. Это можно сделать с помощью специального инструмента, прикрепленного болтами к поверхности полушарнира вкладыша подшипника, или с помощью рым-болтов на задней и передней поверхностях.Рым-болты должны быть затянуты. Если рым-болт длиннее резьбового отверстия, используйте шайбы, чтобы обеспечить надлежащую поддержку головки рым-болта. Могут потребоваться два положения натяжения цепи, чтобы ремень не истирал и не оставлял следов на валу. Руки и пальцы не должны касаться краев и интерфейсов.
Это можно сделать с помощью специального инструмента, прикрепленного болтами к поверхности полушарнира вкладыша подшипника, или с помощью рым-болтов на задней и передней поверхностях.Рым-болты должны быть затянуты. Если рым-болт длиннее резьбового отверстия, используйте шайбы, чтобы обеспечить надлежащую поддержку головки рым-болта. Могут потребоваться два положения натяжения цепи, чтобы ремень не истирал и не оставлял следов на валу. Руки и пальцы не должны касаться краев и интерфейсов.
Интерпретация пятна контакта подшипника
Вращение вала в подшипнике приводит к тому, что вокруг границ зоны контакта накапливается бледно-голубой цвет.Контактные области, как правило, окрашены в нежно-голубой цвет; Рис. 1. Однако на первой передней кромке может скапливаться больше синевы, а на контактных границах дальше вокруг подшипника остается немного синего.
Вращение вала также может удалить синий цвет с границ контакта. Если на вал нанести относительно толстое синее пастообразное покрытие, то синева может остаться в контактных зонах после остановки вращения, Рисунок 2. Паттерн контакта можно сфотографировать или записать, перенеся на лист бумаги, где лучший контраст также может помочь в интерпретации. Разобраться в схеме контактов может быть сложно.
Если на вал нанести относительно толстое синее пастообразное покрытие, то синева может остаться в контактных зонах после остановки вращения, Рисунок 2. Паттерн контакта можно сфотографировать или записать, перенеся на лист бумаги, где лучший контраст также может помочь в интерпретации. Разобраться в схеме контактов может быть сложно.
Рис. 1: Промежуточный подшипник с наклоняемой прокладкой мягкий синий контактный рисунок.
Нижняя часть подшипника между 4 и 8 часами обычно считается основной рабочей зоной, и проверки должны быть сосредоточены соответственно. Критерии для оценки удовлетворительной или неудовлетворительной модели контакта могут быть недоступны.Однако подшипник с нулевым контактом на любом из концов в положении «6 часов» обычно оценивается как неудовлетворительный. Другие ошибки соосности включают горизонтальный перекос между подшипником и валом (и он должен коррелировать с измерениями щупа), а также контактные узоры в форме песочных часов или бочонков.
Рис. 2: Промежуточный подшипник с самоустанавливающимися подушками, нижняя подушка, толстый нежно-голубой контактный рисунок.
Неблагоприятное пятно контакта обычно устраняется путем регулировки клиньев/прокладок под опорами корпуса подшипника.Регулировка должна быть поровну разделена между задним и передним концами, т. е. вверх на одном конце и вниз на другом конце, чтобы соосность вала (нагрузка на подшипник) не менялась. (Это важно в случае, если судно не оснащено передним подшипником дейдвудной трубы, а задний промежуточный подшипник проверяется.) На практике регулировки, как правило, основаны на пробах и ошибках.
Неудовлетворительное пятно контакта в форме песочных часов или бочонка, т. е. имеющее площадь(и) нулевого контакта в нижнем положении на 6 часов, как правило, может быть исправлено только путем соскабливания.Однако, прежде чем принять решение об удалении материала, следует проверить опорную поверхность с помощью поверочной линейки и фонарика. Если доступны измерения диаметра шейки вала, их также следует проверить. Рекомендуется ручное шабрение, так как при механической обработке удаляется большее количество металла, что может повлиять на зазор, рабочую температуру подшипника и срок службы.
Если доступны измерения диаметра шейки вала, их также следует проверить. Рекомендуется ручное шабрение, так как при механической обработке удаляется большее количество металла, что может повлиять на зазор, рабочую температуру подшипника и срок службы.
Сборка промежуточного подшипника
При сборке необходимо проверить следующее:
- Нанесите масло на шейку вала и подшипник.После установки вкладыша подшипника убедитесь, что гидравлический домкрат снят.
- Очистите и убедитесь, что на дне поддона нет мусора.
- Для подшипников с автономной системой смазки убедитесь, что зазор между маслоприемным кольцом и скребком находится в пределах допуска, установленного производителем. Если маслосъемный скребок крепится одним винтом, на резьбу следует нанести небольшое количество фиксирующего клея.
См. также: Процедура испытания судовых подшипников на подъем на домкрат.
(PDF) Исследования формы микроповерхности на границе шестерня-вал/подшипник скольжения в водяных гидравлических насосах с внутренним зацеплением
11. Gao G, Yin Z, Jiang D, et al. Численный анализ опорного подшипника скольжения
при гидродинамической смазке водой
. Трибол Инт 2014; 75: 31–38.
12. Литвин В. Смазываемые водой подшипники судовых гребных винтов
валов – проблемы, экспериментальные испытания и теоретические
исследования.Пол Марит Рес 2010; 16: 41–49.
13. Инь Ф., Ни С., Чжан З. и др. Исследование подшипниковой пары скольжения
водогидравлического аксиально-поршневого насоса. Proc
IMechE, C: J Machine Engineering Science 2013; 227:
2049–2063.
14. Ye X, Wang J, Zhang D, et al. Анализ динамических характеристик системы подшипника-ротора с водяной смазкой
в насосе для опреснения морской воды. Adv Mech Eng 2015; 6:
356578.
15.Ван И, Инь Зи, Цзян Д и др. Исследование характеристик смазки
Исследование характеристик смазки
подшипников скольжения с водяной смазкой с помощью
методов CFD и FSI. Ind Lubr Technol 2016; 68:
341–348.
16. Ицхак Э. Современное состояние лазерного текстурирования поверхности. J Tri-
бол 2005; 127: 248–253.
17. Пандазарас С. и Петропулос Г. Расчетное исследование
выпуклых и вогнутых подшипников с гидродинамической смазкой. Proc IMechE, J: J Engineering Tribology
2001; 215: 425–429.
18. Tala-Ighil N, Maspeyrot P, Fillon M, et al. Влияние текстуры поверхности
на характеристики опорных подшипников в стационарных условиях эксплуатации
. Proc IMechE, J: J
Engineering Tribology 2007; 221: 623–633.
19. Тала-Игхил Н., Фийон М. и Маспейрот П. Влияние текстурированной области на характеристики гидродинамического
журнального подшипника. Трибол Инт 2011; 44: 211–219.
20. Рашид Х. Влияние волнистости поверхности на гидродинамическую смазку
подшипника скольжения с плоским цилиндром. Одежда 1998 года; 223: 1–6.
Одежда 1998 года; 223: 1–6.
21. Lee S, Jang DY, Wang XY, et al. Смазочная характеристика —
характеристика текстурированного пористого подшипника скольжения. Adv Mech Eng
2015; 7: 1–13.
22. Ю. Р., Чен В. и Ли П. Анализ эластогидродинамической смазки в текстурированном опорном подшипнике. Proc
IMechE, J: J Engineering Tribology 2016; 230:
1197–1208.
23. Thiagarajan D, Dhar S и Vacca A. Улучшение
характеристик смазывания в машинах с внешним зацеплением
за счет клиновидных зубчатых колес с микроповерхностью.Трибол Транс 2017;
60: 337–348.
24. Ивантысынова М. и Ласаар Р. Исследование
микро- и макрогеометрической конструкции поршня/цилиндра
сборки автоматов с наклонной шайбой. Int J Fluid Power
2004; 5: 23–36.
25. Вандергем А., Ивантысынова М. Влияние формы поверхности поршня
на потери мощности. В: Материалы 8-го симпозиума FPNI Ph.D по гидроэнергетике,
Лаппеенранта, 11–13 июня 2014 г. , http://proceedings.
, http://proceedings.
asmedigitalcollection.asme.org/proceeding.aspx?articleid
=13&resultClick=1
26. Вандергем А. и Ивантысынова М. Влияние обработки микроповерхностей
на поверхность раздела поршень/цилиндр
машины. В: Материалы симпозиума ASME/
BATH 2015 по гидроэнергетике и управлению движением
, Чикаго, Иллинойс, 12–14 октября 2015 г.,
aspx?articleid=2481662&resultClick=3
27. Гелс С. и Мурренхофф Х. Моделирование смазочной пленки
между фигурным поршнем и цилиндром. Int J Fluid
Power 2010; 11: 15–24.
28. Майке Х. и Ивантысынова М. Формирование микроповерхностей для
работы поршневых машин под высоким давлением с
водой в качестве рабочей жидкости. В: Материалы симпозиума ASME/
BATH 2015 по гидроэнергетике и управлению движением,
Чикаго, Иллинойс, 12–14 октября 2015 г., http://proceedings.as-
medigitalcollection.asme.org/proceeding.aspx?articleid=
2481625&resultClick=3
29. Майке Х. Проектные решения для поршневых машин с
Майке Х. Проектные решения для поршневых машин с
высоким рабочим давлением и водой в качестве рабочей жидкости. Докторская диссертация
, Университет Пердью, Западный Лафайет, Индиана, 2015.
30. Пелоси М. и Ивантысынова М. Геометрический многосеточный решатель
для интерфейса поршень-цилиндр аксиально-поршневых машин
. Трибол Транс 2012; 55: 163–174.
31. Стефани Ф.А. и Ребора А.Ю. Конечно-элементный анализ динамически нагруженных опорных подшипников
: влияние предварительного натяга болта
. ДжТрибол2002; 124: 486–493.
32. Мэн Ф. и Чен Ю. Анализ упруго-гидродинамической
смазки подшипников скольжения на основе различных
численных методов. Ind Lubr Technol 2015; 67: 486–497.
33. Мохиамер У.М., Кросби В.А. и Эль-Гамаль Х.А. Исследование
опорного подшипника, смазываемого жидкостями с парным напряжением, с учетом эластичности вкладыша.Одежда
1999; 224: 194–201.
Приложение 1
Обозначение
Амплитуда волны
S
(M)
(M)
Bwidth of Gear (M)
E
1, 2
Excentricity зубчатого вала в шейке
подшипник (м)
_
e1,2 эксцентриковая скорость вала-шестерни (м/с)
E модуль Юнга (Па)
F
м
90 вектор силы зацепления F
R
вектора радиальной силы (N)
F
S
Поддержка сил силы (N)
HFLUID Высота пленки (M)
H
0
Оригинальная высота пленки жидкости, вызванная
эксцентриситет вала-шестерни (м)
h
p
изменение высоты пленки жидкости, вызванное
упругой деформацией опорной поверхности
(m)
h
p
9000 c матрица деформации(м)
Матрица влияния АД (–)
lдлина опорного подшипника (м)
м
c
волновое число, что форма микроповерхности
проходит вдоль оси подшипника (– )
M
P
, N
P
P
Сетчатые номера жидкости пленки в диапазоне
и в длине
Направление (-)
14 Дополнения в машиностроении
Polaris New OEM Подшипник вала балансира 5132753 Sportsman Ranger Razor +
Описание продукта
Совершенно новый, оригинальный подшипник скольжения вала балансира Polaris. Это заводская оригинальная деталь оборудования, а не вторичный рынок.
Это заводская оригинальная деталь оборудования, а не вторичный рынок.
Продано пошт.
Артикул № 5132753
Подходит для:
| Год | Название модели | Номер модели |
| 2016 | ВОЕННЫЙ 800 EFI СПОРТСМЕН ТАКОМ (R02) | М16СКА76М1 |
| 2016 | РГР 800 6X6 (R01) | Р16РАА76АА/АДЖ |
| 2015 | ЛЕС 800 6X6 | А15С6А76ФА |
| 2015 | ВОЕННЫЙ 800 EFI СПОРТСМЕН ТАКОМ | М15СКА76МА |
| 2015 | РГР 800 6X6 | Р15РАА76АА/АДЖ |
| 2014 | ВОЕННЫЙ RZR S/SW | М14ВЭ76АА/АД |
| 2014 | РЕЙДЖЕР 800 | R14TH76AA/AC/EAS/AAC/ACC/ |
| 2014 | РЕЙДЖЕР 800 6X6 | Р14ХР76АА/АДЖ |
| 2014 | РЕЙДЖЕР 800 ЭКИПАЖ | Р14ВХ76АА |
| 2014 | РЕЙДЖЕР 800 ЭФИ СРЕДНИЙ РАЗМЕР | Р14РХ76АА/76АС/7ЭАЗ |
| 2014 | РЗР 4 800 | Z14XE7EAL/X |
| 2014 | РЗР 800 | З14ВХ76АК/АД/ЭАИ/ЭАК/ЭАДЖ/ |
| 2014 | РЗР С 800 | З14ВЕ76АД/7ЭАЛ/7ЭАВ/7ЭАДЖ/ |
| 2014 | РЗР S 800 МЕЖДУНАРОДНЫЙ EFI/ИЗРАИЛЬ | Z14VE76FX/FI |
| 2014 | СПОРТСМЕН 800 ЭФИ | А14МХ76АА/АХ |
| 2014 | СПОРТСМЕН 800 EFI 6X6 | А14CF76AA |
| 2014 | СПОРТСМЕН 800 EFI 6X6 ЛЕС | А14CF76ФА |
| 2014 | СПОРТСМЕН 800 ЭФИ ЛЕС | А14МХ76ФД |
| 2014 | СПОРТСМЕН 800 ЭФИ ТАКОМ | М14МХ76АА |
| 2013 | ВОЕННЫЙ РЕЙДЖЕР RZR S/SW | М13ВЭ76АА/АД |
| 2013 | РЕЙДЖЕР 6X6 800 | Р13ХР76АГ/АР |
| 2013 | РЕЙДЖЕР 800 ЭКИПАЖ | R13WH76AG/AR/EAH/EAI |
| 2013 | РЕЙДЖЕР 800 ЭФИ | Р13ТХ76/7Е |
| 2013 | РЕЙДЖЕР 800 ЭФИ СРЕДНИЙ РАЗМЕР | Р13РХ76АГ/АХ/АН |
| 2013 | РЗР 4 800 ЭФИ | Р13СЭ76АД/ЭАИ |
| 2013 | РЗР 800 ЭФИ | Р13ВХ76АК/АД/АН/АС/ЭАИ |
| 2013 | РЗР С 800 ЭФИ | Р13ВЕ76АД/АИ/АВ/7ЭАС/ЕАТ |
| 2013 | РЗР С 800 ЭФИ МЕЖДУНАРОДНЫЙ/ИЗРАИЛЬ | R13VE76FX/FI |
| 2013 | СПОРТСМЕН 800 ЭФИ | А13МХ76АД/АКС/АЗ |
| 2013 | СПОРТСМЕН 800 EFI 6X6 | А13CF76AA |
| 2013 | СПОРТСМЕН 800 ЭФИ ТАКОМ | М13МХ76АКС |
| 2013 | СПОРТСМЕН ЛЕС 800 | А13МХ76ФФ |
| 2013 | СПОРТСМЕН ЛЕС 800 6X6 | А13CF76FF |
| 2012 | ВОЕННЫЕ RANGER RZR SW | М12ВЭ76АА/АД |
| 2012 | ВОЕННЫЙ СПОРТСМЕН 800 TACOM | М12МХ76АКС |
| 2012 | РЕЙДЖЕР 6X6 800 | Р12ХР76АГ/АР |
| 2012 | РЕЙДЖЕР ЭКИПАЖ 800 | R12WH76AG/AR/EAH/EAV/EAW |
| 2012 | РЕЙДЖЕР XP 800 | Р12ТХ76/ТХ7Э/ТХ7Э |
| 2012 | РЗР 4 800 ЭФИ | Р12СЭ76АД/7ЭАБ/ЕАО |
| 2012 | RZR 4 800 EFI EPS МЕЖДУНАРОДНЫЙ | R12XE7EFX |
| 2012 | РЗР 800 EFI/EPS | Р12ВХ76АБ/АД/АФ/АХ/АИ/АДЖ/ |
| 2012 | РЗР С 800 ЭФИ | Р12ВЕ76АБ/АД/АЭ/АДЖ/АО |
| 2012 | RZR S МЕЖДУНАРОДНЫЙ/ИЗРАИЛЬ | R12VE76FX/FI |
| 2012 | СПОРТСМЕН 800 ЭФИ | А12МХ76АД/АКС/АЗ |
| 2012 | СПОРТСМЕН 800 EFI 6X6 | А12CF76AA |
| 2012 | СПОРТСМЕН ЛЕС 800 | А12МХ76ФФ |
| 2012 | СПОРТСМЕН ЛЕС 800 6X6 | А12CF76FF |
| 2011 | ЭКИПАЖ ВОЕННЫХ РЕЙДЖЕРОВ | М11ВХ76АГ |
| 2011 | ВОЕННЫЙ RZR SW 800 ЭФИ | М11ВЭ76АА |
| 2011 | РЕЙДЖЕР 4X4 800 ЭФИ ВСЕ ОПЦИИ | Р11ТХ76/ТИ76 |
| 2011 | РЕЙДЖЕР 4X4 800 ЭФИ ЭКИПАЖ | Р11ВХ76АГ/АР/ВИ76АЭ/АХ/АДЖ |
| 2011 | РЕЙДЖЕР 6X6 800 ЭФИ | Р11ХР76АГ/АР |
| 2011 | RZR S EPS INTL | Р11ВМ76ФС |
| 2011 | РЗР «С» 800 ЭФИ | R11VE76AC/AD/AT/AW/AZ |
| 2011 | РЗР 4 МЕЖДУНАРОДНЫЙ | R11XY76FX |
| 2011 | РЗР 4/ЭПС РГЭ | R11XH76AW/AZ/XY76AA |
| 2011 | RZR 800 EFI/EPS ВСЕ ОПЦИИ | Р11ВХ76/ВЙ76 |
| 2011 | СПОРТСМЕН 800 ЭФИ | А11МХ76АКС/АЗ |
| 2011 | СПОРТСМЕН 800 EFI 6X6 | А11CF76AA |
| 2010 | ЭКИПАЖ ВОЕННЫХ РЕЙДЖЕРОВ | М10ВХ76АГ |
| 2010 | ВОЕННЫЙ СПОРТСМЕН 700 | М10МХ68МА/МВ |
| 2010 | МВРС 700 4X4 | М10ИХ68МА |
| 2010 | РЕЙДЖЕР 4X4 800 ЭФИ ВСЕ ОПЦИИ | Р10ТХ76/ТИ76 |
| 2010 | РЕЙДЖЕР 4X4 800 ЭФИ ЭКИПАЖ | R10WH76AG/AH/AR/AV/WY76AW |
| 2010 | РЕЙДЖЕР 6X6 800 ЭФИ | Р10ХР76АГ/АР |
| 2010 | РЗР «С» 800 ЭФИ | Р10ВХ76АБ/АО/АК/АВ |
| 2010 | РЗР «С» 800 ЭФИ МЕЖДУНАРОДНЫЙ | Р10ВХ76ФС |
| 2010 | РЗР 4 800 ЭФИ | Р10СХ76АА |
| 2010 | РЗР 800 ЭФИ | Р10ВХ76 ВСЕ ВАРИАНТЫ/VY76A |
| 2010 | СПОРТСМЕН 800 ЭФИ | А10МХ76АДЖ/МН76АКС/АЗ |
| 2010 | СПОРТСМЕН 800 EFI 6X6 | А10КЛ76АА |
| 2009 | ВОЕННЫЙ РЕЙДЖЕР РЗР «С» | М09ВХ76МД/МХ |
| 2009 | РЕЙДЖЕР 4X4 700 ЭФИ ВСЕ ОПЦИИ | Р09ХХ68/ХИ68 |
| 2009 | РЕЙДЖЕР 4X4 700 ЭФИ ЭКИПАЖ | R09WH68AC/AG/AH/AL/AR/AZ |
| 2009 | РЕЙДЖЕР 6X6 700 ЭФИ | Р09РФ68АФ/АР/АЗ |
| 2009 | РЗР «С» 800 ЭФИ | Р09ВХ76АКС |
| 2009 | РЗР «С» 800 ЭФИ МЕЖДУНАРОДНЫЙ | R09VH76FX |
| 2009 | РЗР 800 ЭФИ ВСЕ ОПЦИИ | Р09ВХ76 |
| 2009 | СПОРТСМЕН 800 EFI 6X6 | А09КЛ76АА |
| 2009 | СПОРТСМЕН 800 HO EFI | А09МН76АКС/АЗ |
| 2009 | СПОРТСМЕН ТУРИНГ 800 ЭФИ | А09ДН76АБ/АЛ/АЙ |
| 2009 | СПОРТСМЕН ТУРИНГ 800 ЭФИ МЕЖДУНАРОДНЫЙ | А09DN76FC |
| 2009 | СПОРТСМЕН X2 800 EFI | А09ТН76АЛ/АКС/АЗ |
| 2008 | МВРС 700 4X4/ИДФ ЛЕБЕДКА UPFIT/IDF UPFIT | М08РХ68АА/ИХ68МИ/МВ |
| 2008 | МВРС 800 4X4 | М08РХ76МА |
| 2008 | РЕЙДЖЕР 4X4 700 ЭФИ ЭКИПАЖ | R08WH68AG/АХ/АК/АР |
| 2008 | RANGER 4X4 700 EFI/XP ВСЕ ОПЦИИ | Р08РХ68 |
| 2008 | РЕЙДЖЕР 6X6 700 ЭФИ | Р08РФ68АД/АФ/АЗ |
| 2008 | РЗР 800 ЭФИ | Р08ВХ76АД/АГ |
| 2008 | СПОРТСМЕН 800 ЭФИ СКАНДИНАВСКИЙ | А08МХ76СС/СФ |
| 2008 | СПОРТСМЕН 800 HO EFI | А08МН76АФ/АЛ/АК/АР/АС/АТ/ |
| 2008 | СПОРТСМЕН 800 HO EFI ВОЕННЫЕ | М08МХ76МА/МБ |
| 2008 | СПОРТСМЕН ТУРИНГ 800 ЭФИ | А08ДН76АФ/АГ/АХ/АЛ/АДЖ/АС |
| 2008 | СПОРТСМЕН ТУРИНГ 800 ЭФИ МЕЖДУНАРОДНЫЙ | А08ДН76ФК |
| 2008 | СПОРТСМЕН X2 700 EFI | А08ТН68АКС/АЗ |
| 2008 | СПОРТСМЕН X2 800 EFI ЛЭ | А08ТН76АА/АК |
| 2007 | РЕНДЖЕР 4X4 700 EFI/LE | Р07РХ68АД/АГ/АХ/АК/АЛ/АО/ |
| 2007 | RANGER 700 EFI 6X6 | Р07РФ68АД/АФ |
| 2007 | СПОРТСМЕН 700 ЭФИ | А07МХ68АКС/АЙ/АЗ |
| 2007 | СПОРТСМЕН 700 МВ | А07МХ68МА/МЭ |
| 2007 | СПОРТСМЕН 800 ЭФИ | А07МХ76АЛ/АК/АКС/АЙ/АЗ/А2/ |
| 2007 | СПОРТСМЕН 800 ЭФИ МЕЖДУНАРОДНЫЙ | А07МХ76ФА |
| 2007 | СПОРТСМЕН X2 800 EFI | А07ТХ76АУ/ТН76АФ/АЛ/АУ |
| 2006 | РЕНДЖЕР 6×6 EFI 700 | Р06РФ68АА |
| 2006 | RANGER XP 4×4 700 | Р06РД68АА |
| 2006 | СПОРТСМЕН 700 | А06МХ68АА |
| 2006 | СПОРТСМЕН 700 ЭФИ | А06МХ68АК |
| 2006 | СПОРТСМЕН 800 ЭФИ | А06МХ76АЛ |
| 2005 | ГРАНИЦА ТУРИСТИЧЕСКАЯ | S05NT7DS/DE |
| 2005 | РЕЙДЖЕР XP | Р05РД68АА |
| 2005 | СПОРТСМЕН 600 | А05МХ59АК |
| 2005 | СПОРТСМЕН 700 | А05МХ68АК/АН/АД |
| 2005 | СПОРТСМЕН 700 ЭФИ | А05МХ68АК |
| 2005 | СПОРТСМЕН 800 ЭФИ | A05MH76AC/AU/AW |
| 2005 | СПОРТСМЕН МВ 7 | А05МХ68МБ |
| 2005 | СПОРТСМЕН MV7 | А05МХ68АП |
| 2004 | A04CH59AF СПОРТСМЕН 600 | А04Ч59АФ/АХ/АДЖ/АТ/АВ |
| 2004 | A04CH59AK СПОРТСМЕН 600 | А04Ч59АК/АЛ/АН/АК/АВ |
| 2004 | A04CH68AC СПОРТСМЕН 700 | А04Ч68АК/АФ/АХ/АДЖ/АТ/АВ |
| 2004 | A04CH68AK СПОРТСМЕН 700 | А04Ч68АК/АЛ/АН/АО |
| 2004 | A04CH68AU/CU СПОРТСМЕН 700 | A04CH68AP/AQ/AU/CU |
| 2004 | ГРАНИЦА КЛАССИЧЕСКАЯ | С04НД7ДС |
| 2004 | ГРАНИЦА ТУРИСТИЧЕСКАЯ | S04NT7DS |
| 2004 | СПОРТСМЕН 700 ВОЕННЫЕ | А04Ч68МБ |
| 2003 | ГРАНИЦА КЛАССИЧЕСКАЯ
ПОСТРОЕНО ПОСЛЕ 01.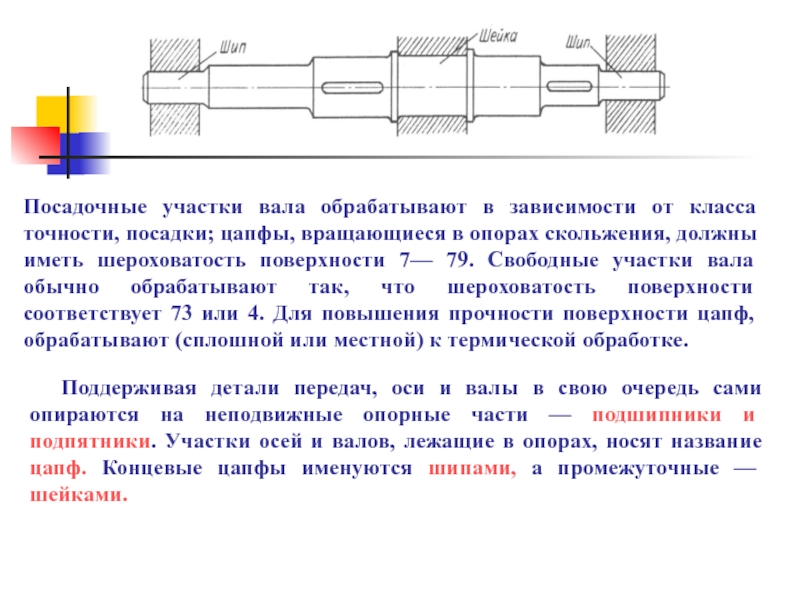 01.02 01.02 | S03ND7DS |
| 2003 | ГРАНИЦА КЛАССИЧЕСКАЯ СОЗДАН ДО 01.01.02 | S03ND7DS |
| 2003 | ГРАНИЦА ТУРИСТИЧЕСКАЯ | S03NT7DS |
| 2003 | СПОРТСМЕН 600 | А03Ч59АА |
| 2003 | СПОРТСМЕН 700 | А03Ч68АА/АК/АФ/АХ/АЛ |
| 2002 | ГРАНИЦА ИНДИ | S02NT7DS |
| 2002 | СПОРТСМЕН 700 | A02CH68AA/AB/AC/CA/CB |
Пользовательское поле
Политика возврата Посмотреть политику возвратаНаличие Описание В наличии
Shaft Journal в Калькутте, Б.С. Предприятие
О компании
Год создания1987
Юридический статус фирмы Физическое лицо — владелец
Характер деятельности Производитель
Количество сотрудников51 до 100 человек
Годовой оборотRs. 2–5 крор
2–5 крор
IndiaMART Участник с сентября 2010 г.
Б.С. ПРЕДПРИЯТИЕ сформировалось благодаря усердным напряженным усилиям,настойчивости и подлинному перспективному предпринимательскому духу. Компания увидела
потенциал развития мелкомасштабной промышленности по всей стране и
огромные возможности для последующего улучшения технологических способностей
человек, связанных с прогрессом, и приняла правильные решения при выборе своих
продуктов и услуг.Компания успешно работала в нескольких областях техники
благодаря покровительству со стороны некоторых известных отраслей, как в этой стране
в государственном, так и в частном секторах, и, как и ожидалось, никогда не испытывала недостатка в работе
.
Компания под умелым, динамичным и энергичным руководством имеет
профессиональные перспективы. Профессиональный стиль управления, поддерживаемый мощной системой управления
и возглавляемый мощной модернизированной технически спроектированной оперативной группой
, проложил путь к его экономичной работе
и успешной работе.
 Наш основной упор на профессиональное управление
Наш основной упор на профессиональное управление и высокое качество продукции и мастерства, с полным желанием
угодить нашим клиентам, принес нам тесное сотрудничество и покровительство некоторых из
лучших бизнес-домов и отраслей в стране. Компания
постоянно приступила к реализации программы расширения и диверсификации
линейки своих продуктов и услуг в ближайшем будущем. Благодаря своей вере, решимости и усердной работе
компания может предложить вам КАЧЕСТВО
, НАДЕЖНОСТЬ И ОБСЛУЖИВАНИЕ — это все, что нужно от поставщика.
Для получения дополнительной информации см.
Видео компании
10470285 Цапфа ADDX, короткая ось, диаметр 25 мм, 0,750″, 10,00″
СНЯТ С ПРОИЗВОДСТВА
ПОКА ЕСТЬ ЗАПАС
{{раздел. имя_раздела}}:
имя_раздела}}:
{{опция.описание}}
{{vm.product.erpNumber}} СКП: {{vm.product.upcCode}} Материал: {{vm.product.modelNumber}} Марка: {{вм.product.manufacturerItem}} Модель: {{vm.category.name}} {{vm.product.shortDescription}}
Посмотреть сопутствующие товарыПродукт недоступен в Интернете
Пункт №:{{vm. product.erpNumber}}
product.erpNumber}}
за {{vm.product.pricing.uom ? vm.product.pricing.uom : vm.product.selectedUnitOfMeasureDisplay}}
У/М:
Нет в наличии
Добавить в корзину Запросить цену Где купить
Нет учетной записи?
Чтобы разместить заказ, позвоните по телефону 1-877-935-9750.
Часы работы с 8:00 до 17:00. Центральное время
Запросить альтернативы
Нет учетной записи?
Чтобы разместить заказ, позвоните по телефону 1-877-935-9750.
Часы работы 8:00 a.м. до 17:00 Центральное время
Выбор продукта/конфигуратор 2D/3D CAD-модель
- {{раздел. метка}}:
{{attributeValue.valueDisplay}}{{$последний ? » : ‘, ‘}}
 метка}}:
{{attributeValue.valueDisplay}}{{$последний ? » : ‘, ‘}}
метка}}:
{{attributeValue.valueDisplay}}{{$последний ? » : ‘, ‘}}доля
Электронное письмо было успешно отправлено. Электронная почта не была успешно отправлена, пожалуйста, проверьте ввод формы.
× .