Устройство головки блока цилиндров: Головка блока цилиндров. Назначение и устройство
Головка блока цилиндров
15.11.2013 #Головка блока цилиндров # Головка блока # ГБЦ # Блок цилиндров
Головка блока цилиндровИзучая строение двигателя автомобиля, нельзя не упомянуть о таком важном конструктивном элементе, как головка блока цилиндров или ГБК. Головка, производимая из легированного чугуна или сплавов алюминия, выполняет важную защитную функцию, так как обеспечивает плотное закрытие блока цилиндров, препятствуя подтекам масла и жидкости.
Одним из основных составных элементов двигателя является головка блока цилиндров (ГБЦ), которая представляет собой крышку, закрывающую блок цилиндров.
Конструкция ГБК
Обычно головку блока цилиндров производят из алюминиевых сплавов или легированного чугуна. Чтобы снять остаточное напряжение, после отливки ГБЦ искусственно подвергается старению по специальной технологии.
Если двигатель автомобиля однорядный, предусматривается установка одной общей головки блока цилиндров. В V-образных двигателях каждый ряд цилиндров имеет отдельную ГБЦ. Для того чтобы обеспечить надежное соединение головки с блоком цилиндров, нижняя плоскость выполняется более широкой, а также используются специальные прокладки для уплотнения места соединения.
Для монтажа ГБЦ применяются специальные шпильки и болты крепления головки. Монтаж головки блока цилиндров производится в каждом отдельном случае по четкой методике в зависимости от рекомендаций производителя. Болты крепления ГБЦ должны затягиваться в строгой последовательности с определенной силой с использованием динамометрического ключа.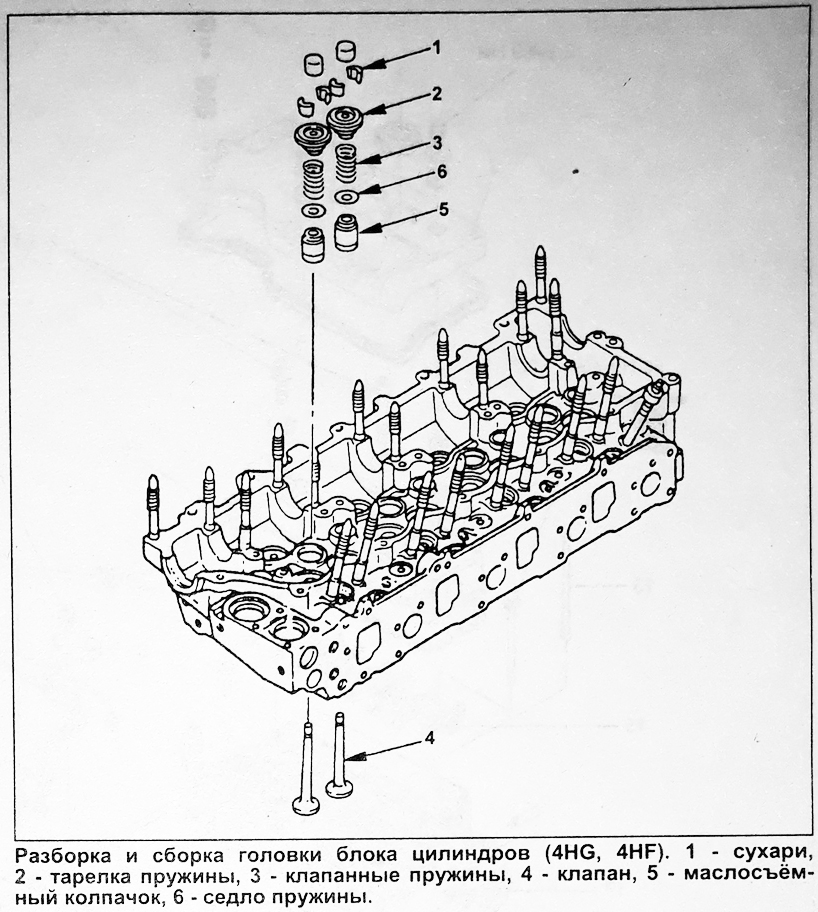
ГБЦ может иметь нижнее и верхнее расположение клапанов. В первом случае конструкция получается более простой.
Устройство и функции ГБЦ
Перечислив основные конструктивные элементы ГБЦ, сразу же можно понять, в чем состоят основные функции головки блока:
— Крышка ГБЦ играет защитную роль. Уплотнение крышки достигается благодаря использованию резиновой прокладки.
— Прокладка ГБЦ, отвечающая за надежное уплотнение в том месте, где головка прилегает к блоку цилиндров, заменяется во время каждого обслуживания и ремонта.
— В передней части головки располагается полость, предназначенная для натяжителя цепи, а также привода распределительного вала.
— В корпусе ГБЦ имеются резьбовые отверстия, предназначенные для форсунок или свечей зажигания.
— Камера сгорания.
— Участок для газораспределительного механизма.
— Корпус ГБЦ имеет участок для размещения впускного и выпускного коллекторов.
При изготовлении головки блока цилиндров в нее монтируют специальные седла и направляющие втулки клапанов. Чтобы достичь максимально надежного соединения, холодные детали устанавливаются в горячий корпус.
Обслуживание ГБЦ
Каждый водитель должен следить за тем, чтобы место соединения головки с блоком цилиндров оставалось максимально плотным, чтобы избежать подтеков масла и охлаждающей жидкости. Также важно избегать перегрева двигателя, чтобы головку не повело.
Ремонт ГБЦ может производиться как без ее непосредственного снятия, так и со снятием, что зависит от масштаба производимых работ. Ремонт и обслуживание головки блока цилиндров должен осуществляться только профессионалами в строгом соответствии с рекомендациями производителя.
Другие статьи
#Планка генератора
Планка генератора: фиксация и регулировка генератора автомобиля
14. 09.2022 | Статьи о запасных частях
09.2022 | Статьи о запасных частях
В автомобилях, тракторах, автобусах и иной технике электрические генераторы монтируются к двигателю посредством кронштейна и натяжной планки, обеспечивающей регулировку натяжения ремня. О планках генератора, их существующих типах и конструкции, а также выборе и замене этих деталей — читайте в статье.
#Переходник для компрессора
Переходник для компрессора: надежные соединения пневмосистем
31.08.2022 | Статьи о запасных частях
Даже простая пневматическая система содержит несколько соединительных деталей — фитингов, или переходников для компрессора. О том, что такое переходник для компрессора, каких типов он бывает, зачем необходим и как устроен, а также о верном подборе фитингов для той или иной системы — читайте в статье.
#Стойка стабилизатора Nissan
Стойка стабилизатора Nissan: основа поперечной устойчивости «японцев»
22.06.2022 | Статьи о запасных частях
Ходовая часть многих японских автомобилей Nissan оснащается стабилизатором поперечной устойчивости раздельного типа, соединенным с деталями подвески двумя отдельными стойками (тягами).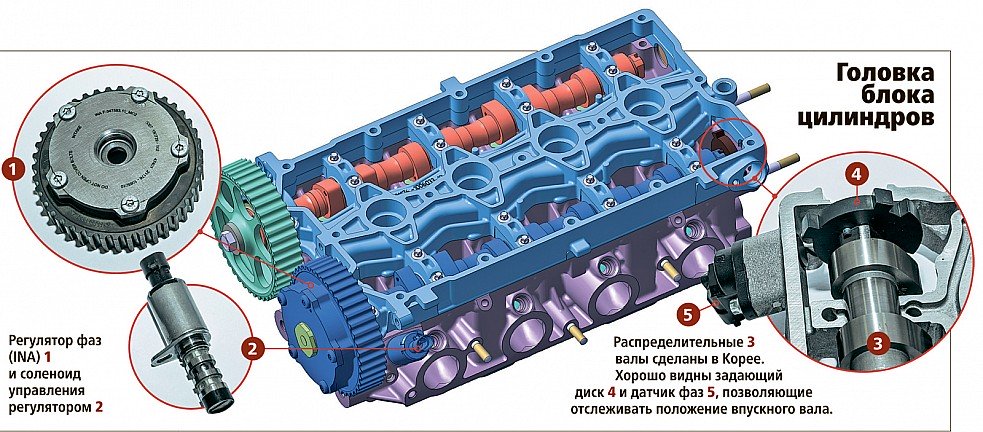
#Ремень приводной клиновой
Ремень приводной клиновой: надежный привод агрегатов и оборудования
15.06.2022 | Статьи о запасных частях
Для привода агрегатов двигателя и в трансмиссиях различного оборудования широко применяются передачи на основе резиновых клиновых ремней. Все о приводных клиновых ремнях, их существующих типах, особенностях конструкции и характеристиках, а также о правильном выборе и замене ремней — читайте в статье.
Вернуться к списку статей
Головка блока цилиндров двигателя КамАЗ
Устройство головки блока цилиндра двигателя КАМАЗ 740Головка блока цилиндров Камаз-740, изготовлен из алюминиевого сплава. Головка цилиндра Камаз-740 имеет полость охлаждения, соединенную с полостью охлаждения блока.
Головка блока Камаз-740 устанавливается на два штифта, запрессованных в блок цилиндров, и крепится четырьмя болтами.
Один из установочных штифтов служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Стык «головка цилиндра — гильза» Камаз-740 (газовый стык) — без прокладки. В расточенную канавку на нижней плоскости головки запрессованы стальное уплотнительное кольцо.
Посредством этого кольца головка цилиндра Камаз-740 устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
1 — головка цилиндра, 2 — прокладка крышки головки, 3 — болт крепления крышки, 4 — крышка головки цилиндра, 5 — болт крепления головки, 6-втулка прокладки патрубка, 7 — уплотнительное кольцо газового стыка, 8 — впускной клапан, 9 — седло клапана, 10 — направляющая втулка клапана, 11 — шайба пружин клапана, 12 — наружная и внутренний пружины клапана, 13 — тарелка пружин клапана, 14 — втулка тарелки, 15 — сухарь клапана, 16-уплотнителъная манжета, 17 — впускной клапан
Сравнение головки блока цилиндров Камаз-740 и 740. 10
10В головке блока цилиндров Камаз-740, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал Камаз-740 имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя 740.10 не допускается
В головку блока цилиндров Камаз-740 запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами 740.10, и фиксируются острой кромкой.
<Выпускное седло и клапан Камаз-740 профилированы для обеспечения меньшего сопротивления выпуску отработавших газов. Применение выпускного клапана 740.10 не рекомендуется.
Установка головки блока цилиндров Камаз-740
1)Перед установкой прокладки берем силиконовое колечко, устанавливаем на масляный канал.
2)Одно кольцо одеваем на низ канала под прокладку. Далее ставим прокладку силиконовую на место, а теперь второе кольцо на масляный канал в паз устанавливаем. Все это проделываем со всеми цилиндрами.
3)Далее на головке необходимо проверить установку уплотнительных колец газового стыка из фторопласта. Они могут не установиться по размеру, так как головка может быть перегрета и кольцо не влезет в паз.
Устанавливаем головку ГБЦ4)Если металлическое кольцо газового стыка расплющилось и размер стал другой. Для этого, чтобы исправить не надо менять металлическое кольцо. Берем надфиль алмазный и круговыми движениями по кольцу убираем лишнее.
5)После этого кольцо встанет на место. Все прокладки ставим на место и устанавливаем головку блока цилиндров на блок цилиндров. Резьбу болтов крепления головки смазываем графитовой смазкой. Болты крепления головки затягиваются крест на крест.
6)Затяжку болтов делают динамометрическим ключом 40 — 50 Нм. Окончательно затягиваем болты головок в два приема. Первый прием момент затяжки 120 — 150 Нм. Второй прием затяжки болтов 160 — 180 Нм.
Окончательно затягиваем болты головок в два приема. Первый прием момент затяжки 120 — 150 Нм. Второй прием затяжки болтов 160 — 180 Нм.
7)Теперь устанавливаем штанги толкателей клапанов в стакан.
8)Теперь устанавливаем стойку коромысел с коромыслами на место, затягиваем гайки. Теперь регулируем клапаны в соответствующем порядке. После регулировки клапанов устанавливаем прокладку на головку и одеваем крышку клапанов.
Купить головку блока
Запчасти на КАМАЗ-4310 КамАЗ-5490 КПП КПП ZF Раздаточные коробки Редукторы
Покупайте запчасти у нас :
| Комплектуем заявки любой сложности, конкурентные цены, система скидок от объема. | |
| Мы даем понятную гарантию качества запчастей от производителей | |
| Оперативная доставка по России | |
Звоните по телефону (900) 323-41-41, или напишите на zap-kam16@yandex.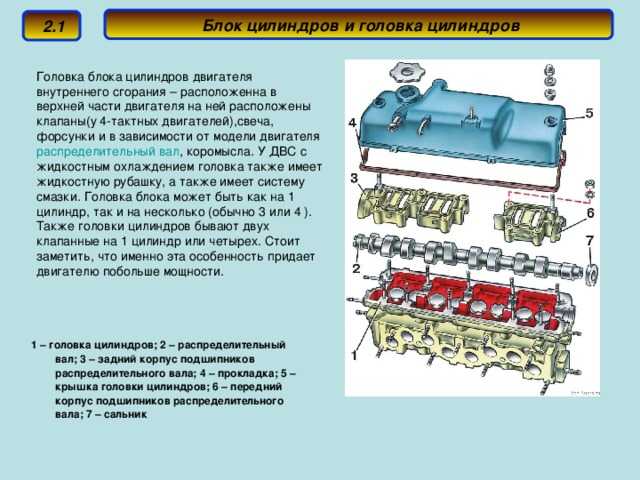 ru ruПотребуется информация: модель авто, год выпуска, модель агрегата, класс Евро. |
Оборудование для шлифовки днищ и блоков
Нажмите здесь, чтобы узнать больше
Независимо от того, какой тип двигателя вы выполняете в своей мастерской (стандартный, производительный, дизельный, морской или любой другой), вам нужна способность для поверхностных головок и блоков. Поверхности деки на головках и блоках с большим пробегом часто покрыты коррозией, ямками, царапинами и/или деформированы, особенно если двигатель прорвал прокладку головки или перегрелся.
Наплавка обычно необходима для восстановления чистоты поверхности и плоскостности – оба эти фактора необходимы для двигателей последних моделей с прокладками головки цилиндров MLS (многослойная сталь). Наплавка также является обязательной для новых блоков, чтобы установить желаемую высоту деки и зазор поршня. Точно так же новые головки могут нуждаться в наплавке для достижения желаемой степени сжатия и обеспечения плоскостности.
Учитывая тот факт, что наплавка требуется для всех видов работ с двигателями, возникает вопрос, какое оборудование для наплавки необходимо иметь для обработки головок и блоков? Шлифовальные и ленточные шлифовальные машины — это очень старая школа по сравнению с потребностями современных двигателей. Влажное шлифование позволяет добиться высокого качества обработки поверхности, но это более грязный процесс по сравнению с сухим шлифованием, и он лучше работает с чугуном. Алюминий имеет тенденцию нагружать и забивать камни.
Что касается ленточной шлифовки, вы не можете добиться зеркальной поверхности, которую многие клиенты ожидают от головок последних моделей и высокопроизводительных головок. Кроме того, качество отделки сильно зависит от навыков оператора ленточной шлифовальной машины. Вот почему производители двигателей отошли от этих старых методов наплавки и в основном перешли к сухому фрезерованию. Это относительно быстрый и чистый процесс, способный обеспечить стабильную высококачественную отделку.
ВАРИАНТЫ ОБОРУДОВАНИЯ
Итак, если сухое фрезерование — это путь, какой тип наполнителя выбрать? Основные варианты выбора сводятся к покупке или аренде какого-либо специального фрезерного станка или переходу на многоцелевой обрабатывающий центр с ЧПУ, который может выполнять наплавку, растачивание, сверление, нарезание резьбы, снятие фасок и снятие зазоров, а также портирование головок цилиндров, если вы выберете полный 5-осевой станок с ЧПУ.
Многоцелевые обрабатывающие центры, очевидно, обладают широкими возможностями и устраняют необходимость в нескольких станках для выполнения отдельных функций, таких как наплавка и растачивание. Если вы устанавливаете мокрые гильзы в блоки и вам необходимо расточить цилиндры, многоцелевой станок может реально сэкономить время. На многоцелевом станке вы монтируете блок один раз для выполнения нескольких операций обработки, а не перемещаете его с одного станка на другой. Это экономит время на настройку и повышает точность, поскольку блок остается установленным в одном и том же креплении. Многоцелевая машина также может освободить ценное пространство в переполненном магазине.
Многоцелевая машина также может освободить ценное пространство в переполненном магазине.
Но есть некоторые компромиссы с многоцелевыми машинами. Большой из них заключается в том, что они стоят намного дороже, чем специализированный поверхностный слой. В зависимости от марки станка, его функций, элементов управления, инструментов и приспособлений вы можете потратить от 80 000 до 280 000 долларов и более на многоцелевой обрабатывающий центр с ЧПУ. Для сравнения, совершенно новый специализированный грунт от крупного поставщика будет стоить от 30 000 до 45 000 долларов. С другой стороны, если вам также нужна возможность сверлить блоки, сверлильный станок будет дополнительным расходом. Так что, если учесть тот факт, что многоцелевой станок избавляет от необходимости покупать шлифовальный станок и сверлильный станок, разница в цене не так уж велика.
Еще кое-что, что следует учитывать при выборе пути, это то, что многоцелевая машина может выполнять только одну работу за раз. В загруженном, крупносерийном магазине использование одной машины для выполнения всех операций может стать узким местом. С другой стороны, если у вас относительно небольшой цех с ограниченным объемом производства, покупка многоцелевого станка может быть более разумным шагом, чем покупка отдельного наплавочно-фрезерного станка и расточно-сверлильного станка. Конечно, вам еще понадобится хонинговальный станок для доводки цилиндров (если только вы не хонингуете блоки вручную по старинке с помощью дрели и точильных брусков) и клапанно-седельный станок для обработки направляющих и седел клапанов, и клапанный шлифовальный станок для перешлифовки бывших в употреблении клапанов (если только вы не покупаете новые или восстановленные клапаны).
В загруженном, крупносерийном магазине использование одной машины для выполнения всех операций может стать узким местом. С другой стороны, если у вас относительно небольшой цех с ограниченным объемом производства, покупка многоцелевого станка может быть более разумным шагом, чем покупка отдельного наплавочно-фрезерного станка и расточно-сверлильного станка. Конечно, вам еще понадобится хонинговальный станок для доводки цилиндров (если только вы не хонингуете блоки вручную по старинке с помощью дрели и точильных брусков) и клапанно-седельный станок для обработки направляющих и седел клапанов, и клапанный шлифовальный станок для перешлифовки бывших в употреблении клапанов (если только вы не покупаете новые или восстановленные клапаны).
Ваше решение о покупке снаряжения часто зависит от того, что, по вашему мнению, вы можете себе позволить. Вы хотели бы иметь первоклассный обрабатывающий центр с ЧПУ со всеми прибамбасами, но не можете оправдать вложение шестизначных сумм за объем работы, которую вы выполняете в настоящее время. Тем не менее, иногда вам приходится мыслить нестандартно и планировать, каким вы хотите видеть свой бизнес через пять лет.
Тем не менее, иногда вам приходится мыслить нестандартно и планировать, каким вы хотите видеть свой бизнес через пять лет.
Первоклассный 4- или 5-осевой обрабатывающий центр с ЧПУ сейчас может показаться дорогой роскошью для вашего бизнеса, но такой станок может помочь развитию вашего бизнеса в новых направлениях, открывая рыночные возможности, такие как портирование головок , работа с дизельным двигателем и даже неавтомобильная обработка.
Несколько лет назад мы опубликовали статью (выпуск журнала Engine Builder за май 2013 г.) об обрабатывающих центрах с ЧПУ и о том, как магазины используют этот тип оборудования для заработка. Многие из опрошенных нами мастерских рассказали нам, что более половины их бизнеса в настоящее время связано с изготовлением или механической обработкой на станках с ЧПУ, включая такие детали, как изготовленные на заказ детали для мотоциклов, эмблемы, крышки клапанов двигателей, ручки переключения передач и неавтомобильные изделия, такие как промышленные и горнодобывающие насосы. , морские детали и даже комплектующие для пушек. Этот тип работы часто обеспечивает значительно более высокую маржу и более высокую прибыль, чем традиционная работа с автомобильными машинами. Но это также требует нестандартного мышления, чтобы расширить свою клиентскую базу за пределы тех, кого вы обслуживаете сейчас.
, морские детали и даже комплектующие для пушек. Этот тип работы часто обеспечивает значительно более высокую маржу и более высокую прибыль, чем традиционная работа с автомобильными машинами. Но это также требует нестандартного мышления, чтобы расширить свою клиентскую базу за пределы тех, кого вы обслуживаете сейчас.
НОВЫЙ ИЛИ Б/У?
Покупка бывшего в употреблении шлифовального станка или обрабатывающего центра, как правило, сэкономит вам много денег по сравнению с покупкой нового оборудования — при условии, что приобретаемое вами оборудование находится в хорошем состоянии и может выполнять работу такого качества, на которое рассчитывают ваши клиенты. Вам не нужно прилагать много усилий, чтобы найти хороший подержанный грунт за 12 000–20 000 долларов — или даже меньше, если вам посчастливилось стать единственным участником торгов на распродаже. Конечно, при покупке подержанного оборудования есть риски. Может быть некоторая неопределенность в отношении истинного состояния оборудования и его способности обеспечивать высококачественную точную отделку. Люфт в подшипниках шпинделя является распространенной проблемой старого подержанного оборудования. Вы также можете столкнуться с некоторыми проблемами при получении запасных частей в зависимости от возраста и марки оборудования. Так что пусть покупатель остерегается, если вы покупаете подержанный грунт.
Люфт в подшипниках шпинделя является распространенной проблемой старого подержанного оборудования. Вы также можете столкнуться с некоторыми проблемами при получении запасных частей в зависимости от возраста и марки оборудования. Так что пусть покупатель остерегается, если вы покупаете подержанный грунт.
Если вы решили купить новое оборудование (что порадует наших рекламодателей), мы советуем вам купить качественную машину у поставщика с известной маркой, который имеет устоявшуюся репутацию в отрасли и который будет там, чтобы обеспечить поддержку клиентов, если вам нужны запчасти или обслуживание позже.
Остерегайтесь недорогих «экономичных» поверхностных буров, которые импортируются из Китая и других оффшорных производителей. По словам одного поставщика, у которого мы взяли интервью, в этих недорогих грунтовочных машинах используются устаревшие технологии, дешевые компоненты и легкая конструкция, и они, по сути, являются «хламом» по сравнению с тем, что доступно от известных поставщиков.
«Этим машинам не хватает жесткости и качества, чтобы выдерживать высокую производительность. Они не прослужат 20 лет, как качественно сделанная машина, и они не способны производить высококачественную отделку, которая необходима для современных двигателей. Удачи в приобретении запчастей или обслуживании этих машин, если они вам нужны», — сказал он.
Хотя некоторые «восстановленные» бывшие в употреблении грунтовочные машины продаются с ограниченной гарантией, гарантия обычно не такая хорошая, как на новое оборудование. Поддержка клиентов также может быть ограничена или отсутствовать, если вы решите купить подержанный, а не новый.
ЧТО НУЖНО ИСКАТЬ
Все поставщики, с которыми мы связались для написания этой статьи, согласились с тем, что определенные функции являются обязательными для наплавки блоков и головок на последних моделях и высокопроизводительных устройствах. Станок, который был спроектирован с нуля до поверхности автомобильных блоков и головок, будет лучше соответствовать потребностям типичного производителя двигателей, чем станок, который изначально был разработан для общепромышленного использования или для шлифования.
Качественный наплавочный станок будет иметь достаточную мощность для высокоскоростной наплавки CBN или PCD. Старое оборудование, предназначенное для измельчения, может оказаться неэффективным при переоборудовании для измельчения.
Большинство шлифовальных станков теперь имеют шарико-винтовую подачу, обеспечивающую плавное и стабильное движение заготовки или режущей головки.
Грунтовочная машина должна быть достаточно большой, чтобы обрабатывать все головки и блоки легковых автомобилей и легких грузовиков, а также некоторые тяжелые дизельные головки. Если вы делаете сверхмощные дизельные блоки и головки, купите машину, которая имеет дополнительную мощность для обработки крупногабаритных отливок.
Ищите приспособление, позволяющее быстро, легко и точно монтировать головки и блоки для наплавки. Время – деньги, и если вам придется возиться в течение 30 или более минут с установкой и выравниванием головки или блока на станке, это снизит производительность и рентабельность.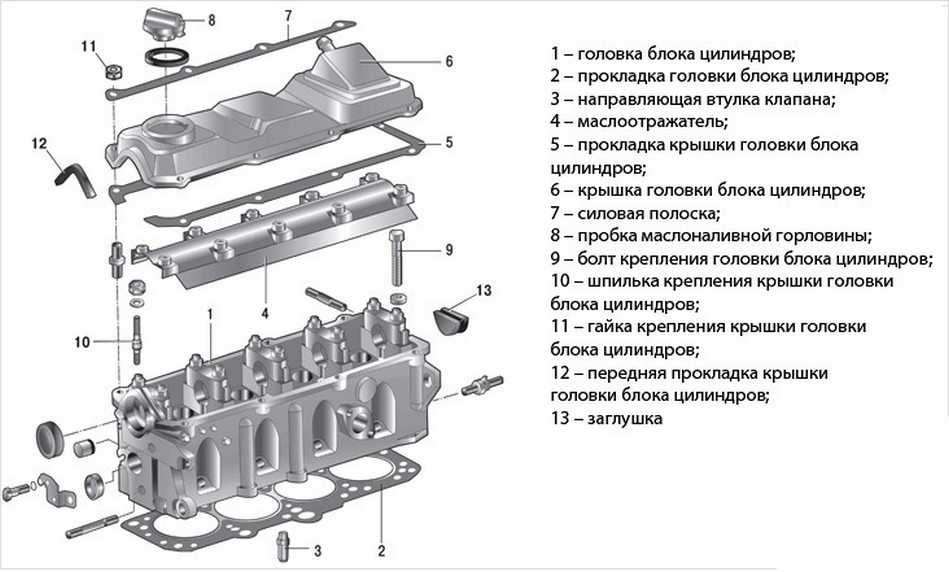 Базовое крепление, которое поставляется с некоторыми европейскими поверхностями, хорошо работает с головками OHC, но не так хорошо с американскими головками V8 и V6 с толкателем. Возможно, вам придется купить дополнительное крепление для зажима различных типов головок и блоков, которые поступают в вашу мастерскую.
Базовое крепление, которое поставляется с некоторыми европейскими поверхностями, хорошо работает с головками OHC, но не так хорошо с американскими головками V8 и V6 с толкателем. Возможно, вам придется купить дополнительное крепление для зажима различных типов головок и блоков, которые поступают в вашу мастерскую.
Крепление является таким же важным фактором при принятии решения о покупке, как и сама машина. Платы блоков должны быть наплавлены параллельно осевой линии основного отверстия коленчатого вала так же, как головки верхнего распредвала должны быть вырезаны параллельно отверстиям распредвала верхнего распредвала. Крепеж должен обрабатывать множество различных отливок и надежно удерживать эти отливки, чтобы их можно было обработать точно и с высокой степенью точности.
Фрезы поставляются с различными типами режущих головок. Производители транспортных средств обычно используют оборудование для наплавки с многорезцовыми фрезами, чтобы сократить время обработки. Тем не менее, большинство производителей двигателей вторичного рынка используют простую фрезу с одной насадкой для фрезерования головок и блоков, даже если фреза поставляется с двумя насадками. Почему? Потому что быстрее и проще настроить или заменить один бит, чем заменить и выровнять два бита. Режущая головка с одной фрезой может выполнять такую же работу, как и фреза с двумя или более фрезами, при условии, что вы используете правильную скорость фрезы и подачу. Многие современные высокоскоростные наплавщики могут изготовить головку блока цилиндров менее чем за две минуты.
Тем не менее, большинство производителей двигателей вторичного рынка используют простую фрезу с одной насадкой для фрезерования головок и блоков, даже если фреза поставляется с двумя насадками. Почему? Потому что быстрее и проще настроить или заменить один бит, чем заменить и выровнять два бита. Режущая головка с одной фрезой может выполнять такую же работу, как и фреза с двумя или более фрезами, при условии, что вы используете правильную скорость фрезы и подачу. Многие современные высокоскоростные наплавщики могут изготовить головку блока цилиндров менее чем за две минуты.
Большинство поставщиков рекомендуют использовать биты CBN для чугуна и биты PCD для алюминия. CBN может резать оба типа металла, как и карбид, но алюминий имеет тенденцию прилипать как к CBN, так и к карбиду. Если стружка прилипнет к наконечнику инструмента и попадет на поверхность, это повредит отделку и может вызвать проблемы с уплотнением при установке головки. Нанесение легкого слоя воска или смазки (например, WD-40) на заготовку перед фрезерованием алюминия может уменьшить проблему прилипания при использовании CBN или карбида, но использование PCD обычно работает лучше.
Лучшее в мире оборудование для наплавки не обеспечит высококачественную отделку, если сверла затупились или скорость подачи слишком высока по сравнению с числом оборотов режущей головки. Алюминий может отжигаться и размягчаться при перегреве, поэтому он может резаться не так чисто, как новая отливка.
Головки OHC последних моделей могут быть обработаны только на небольшую часть. Удаление металла с поверхности деки опускает головку на блоке и замедляет синхронизацию кулачка. Вскрытие также увеличивает степень сжатия, что может привести к проблемам с детонацией в некоторых двигателях. Следовательно, если головка деформирована, ее следует сначала выпрямить, чтобы свести к минимуму количество металла, которое необходимо фрезеровать для восстановления плоскостности.
Деформированные головки OHC обычно изогнуты посередине. Головку можно выпрямить, поместив прокладки под концы головки, а затем закрепив головку болтами на жесткой стальной пластине, пока отверстия кулачка не станут прямыми. Нагрев головки в духовке помогает процессу выпрямления, но не нагревайте головку слишком сильно (более 450 градусов), потому что это может привести к отжигу и размягчению головки. После того, как отверстия кулачка станут прямыми, головку можно отвинтить от пластины и при необходимости отшлифовать.
Нагрев головки в духовке помогает процессу выпрямления, но не нагревайте головку слишком сильно (более 450 градусов), потому что это может привести к отжигу и размягчению головки. После того, как отверстия кулачка станут прямыми, головку можно отвинтить от пластины и при необходимости отшлифовать.
Окончательный чистовой срез на любой головке не должен превышать 0,001 дюйма. Шаг грубой наплавки, за которым следует этап окончательной наплавки, даст лучшую отделку, чем попытка снять слишком много металла за один проход.
Многие двигатели последних моделей требуют высококачественной зеркальной отделки поверхности в диапазоне от 10 до 30 RA, а для некоторых может даже указываться однозначный номер RA. Если ваше оборудование для наплавки не может достичь таких показателей, вам необходимо модернизировать свое оборудование для наплавки.
Многие прокладки головок MLS на вторичном рынке поставляются с более толстым покрытием, чем оригинальные прокладки MLS, что позволяет выдерживать шероховатость до 60 RA. Тем не менее, вы должны стремиться к заводскому качеству поверхности, а не полагаться на производителя прокладок, чтобы компенсировать плохое качество поверхности.
Тем не менее, вы должны стремиться к заводскому качеству поверхности, а не полагаться на производителя прокладок, чтобы компенсировать плохое качество поверхности.
Если возможно, попробуйте несколько конкурирующих грунтовочных машин или многоцелевых машин, прежде чем покупать что-либо. Продавцы оборудования всегда стремятся завершить продажу, но они также должны позволить вам опробовать их оборудование, чтобы вы могли сами решить, подходит ли оно вам и вашему бизнесу. Если элементы управления сложны или запутаны, если что-то кажется неудобным или трудным в использовании, если инструменты или крепления не подходят для головок и блоков, которые вы часто используете в своей мастерской, возможно, это не та машина. для тебя.
Перед покупкой также важно узнать об обучении (при необходимости), гарантийном обслуживании и поддержке клиентов, а также о вариантах финансирования.
Что такое станок для шлифовки головок цилиндров?
от Clearwater Cylinder Head
на
Категории: Советы по головке цилиндра
Процесс восстановления поверхности головки блока цилиндров является важным аспектом поддержания работоспособности двигателя вашего автомобиля и головки блока цилиндров. Без шлифовки вы рискуете выйти из строя прокладки головки блока цилиндров и поставить под угрозу общее качество головки блока цилиндров. Головка с обновленной поверхностью не только будет иметь лучшую отделку, но и увеличит степень сжатия. В свою очередь, ваша головка блока цилиндров будет функционировать и выглядеть как новая. Хотя это относительно недорогая услуга для механика, некоторые люди выбирают собственный проект «сделай сам». Конечно, это можно сделать, но будет ли это стоить общих затрат, потраченного времени и усилий?
Для начала, что такое станок для шлифовки ГБЦ? Машина для шлифовки головки цилиндров используется для восстановления чистоты и плоскостности двигателя и головки цилиндров. С годами по мере того, как автомобильная промышленность продолжала развиваться, развивалось и оборудование, используемое для обслуживания автозапчастей.
Поэтому самым доступным, быстрым и надежным вариантом является сухое измельчение. Этот быстрый и простой процесс может привести к профессиональному обновлению поверхности деталей вашего двигателя. Посмотрите видео ниже, чтобы увидеть результаты, которые может дать фрезерование.
Распределение затрат
Когда дело доходит до общей стоимости станка для шлифовки головки цилиндров, вы можете ожидать, что цена будет значительно выше, чем она может стоить для вас. Если вы механик или планируете начать выполнять несколько работ по шлифовке, то покупка одной из этих машин будет стоить затрат, поскольку вы в конечном итоге окупите свои деньги. Что касается завершения проекта «сделай сам» и использования машины только при необходимости, вам придется потратить от 30 000 до 45 000 долларов на совершенно новую машину.
Если вы механик или планируете начать выполнять несколько работ по шлифовке, то покупка одной из этих машин будет стоить затрат, поскольку вы в конечном итоге окупите свои деньги. Что касается завершения проекта «сделай сам» и использования машины только при необходимости, вам придется потратить от 30 000 до 45 000 долларов на совершенно новую машину.
Вместо этого вы должны заплатить квалифицированному механику, который сделает работу за вас, что стоит всего от 500 до 700 долларов. Важно отметить, что чем больше головка блока цилиндров, тем больше цена. Таким образом, 4-цилиндровые двигатели и 6-цилиндровые двигатели будут иметь меньшую стоимость обслуживания, чем, скажем, 8-цилиндровый двигатель. В целом, учитывая стоимость машины и усилия по восстановлению поверхности, было бы лучше использовать деньги и время, чтобы заплатить кому-то другому за это. Пока вы заботитесь о своем автомобиле и регулярно проводите техническое обслуживание, вам не придется часто выполнять ремонтные работы. Посмотрите короткое видео ниже, чтобы увидеть разбивку цен на шлифовку головки блока цилиндров.
Посмотрите короткое видео ниже, чтобы увидеть разбивку цен на шлифовку головки блока цилиндров.
Признаки того, что головка блока цилиндров нуждается в зачистке
Не знаете, как определить, что головка блока цилиндров нуждается в зачистке? Узнайте о трех основных признаках того, что вам нужна шлифовка, и о том, что вам следует делать, если вы их испытали.
- Неровная поверхность . Головка блока цилиндров должна иметь ровную поверхность для правильной работы. Без ровной поверхности могут возникнуть проблемы с другими частями двигателя. Вы можете измерить чистоту поверхности с помощью компаратора, чтобы увидеть, находится ли ваша головка блока цилиндров в желаемом диапазоне.

- Неисправность прокладки головки. Если у вас неровная поверхность, вы рискуете нарушить оптимальное уплотнение прокладки головки блока цилиндров. В свою очередь, это приводит к выходу из строя прокладки головки блока цилиндров. Восстановление поверхности головки блока цилиндров создаст ровное, чистое и надежное уплотнение между деталями.
- Утечки масла или охлаждающей жидкости . Утечка масла или охлаждающей жидкости из вашего автомобиля никогда не бывает хорошей. Если вы заметили утечки масла или охлаждающей жидкости, это прямой признак того, что что-то не так в вашей головке блока цилиндров. Вы захотите проверить головку блока цилиндров, чтобы убедиться, что шлифовка решит проблему.

Если вы столкнулись с чем-либо из перечисленного ниже, обратитесь к своему механику для проведения осмотра. Продолжительные симптомы могут привести к долговременному повреждению двигателя и автомобиля.
Посмотрите это замечательное информационное видео о том, как в механическом цехе проверяют и восстанавливают поверхность головки блока цилиндров.
Восстановление поверхности головки блока цилиндров | Позвольте нам служить вам | Головка цилиндра Clearwater
Более 25 лет компания Clearwater Cylinder Head предоставляет услуги по восстановлению поверхности по всей стране. Мы понимаем, что ваше время ценно. Поэтому, чтобы защитить его, мы делаем все возможное, чтобы как можно быстрее доставить вам обновленную поверхность головки блока цилиндров без ущерба для нашего стандартного качества. Независимо от того, оснащен ли ваш автомобиль 4-, 6- или 8-цилиндровым двигателем, у нас есть все необходимые инструменты и знания, чтобы вернуть вашей головке блока цилиндров первоначальный вид.
С помощью штатных сертифицированных ASE механиков и инспекторов, а также персонала по управлению запасами мы можем гарантировать высокое качество продукции и высокое качество обслуживания для каждого клиента.