Блок цилиндров это: Блок цилиндров (БЦ) и головка блока цилиндров (ГБЦ) двигателя
блок цилиндров — это… Что такое блок цилиндров?
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАканАлтайскийАрагонскийАрабскийАстурийскийАймараАзербайджанскийБашкирскийБагобоБелорусскийБолгарскийТибетскийБурятскийКаталанскийЧеченскийШорскийЧерокиШайенскогоКриЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийВаллийскийДатскийНемецкийДолганскийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГэльскийГуараниКлингонскийЭльзасскийИвритХиндиХорватскийВерхнелужицкийГаитянскийВенгерскийАрмянскийИндонезийскийИнупиакИнгушскийИсландскийИтальянскийЯпонскийГрузинскийКарачаевскийЧеркесскийКазахскийКхмерскийКорейскийКумыкскийКурдскийКомиКиргизскийЛатинскийЛюксембургскийСефардскийЛингалаЛитовскийЛатышскийМаньчжурскийМикенскийМокшанскийМаориМарийскийМакедонскийКомиМонгольскийМалайскийМайяЭрзянскийНидерландскийНорвежскийНауатльОрокскийНогайскийОсетинскийОсманскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПортугальскийКечуаКвеньяРумынский, МолдавскийАрумынскийРусскийСанскритСеверносаамскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиШумерскийСилезскийТофаларскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийТувинскийТвиУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВьетнамскийВепсскийВарайскийЮпийскийИдишЙорубаКитайский
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАлтайскийАрабскийАварскийАймараАзербайджанскийБашкирскийБелорусскийБолгарскийКаталанскийЧеченскийЧаморроШорскийЧерокиЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийДатскийНемецкийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГалисийскийКлингонскийЭльзасскийИвритХиндиХорватскийГаитянскийВенгерскийАрмянскийИндонезийскийИнгушскийИсландскийИтальянскийИжорскийЯпонскийЛожбанГрузинскийКарачаевскийКазахскийКхмерскийКорейскийКумыкскийКурдскийЛатинскийЛингалаЛитовскийЛатышскийМокшанскийМаориМарийскийМакедонскийМонгольскийМалайскийМальтийскийМайяЭрзянскийНидерландскийНорвежскийОсетинскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПуштуПортугальскийКечуаКвеньяРумынский, МолдавскийРусскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиТамильскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВодскийВьетнамскийВепсскийИдишЙорубаКитайский
Блок цилиндров — Энциклопедия журнала «За рулем»
Блок цилиндров и его головка — это самые крупные и тяжелые части двигателя, изготавливаемые с помощью литья с последующей механической обработкой. В двигателе с жидкостным охлаждением вокруг цилиндров располагаются каналы для прохода охлаждающей жидкости, которые образуют водяную рубашку.
В двигателе с жидкостным охлаждением вокруг цилиндров располагаются каналы для прохода охлаждающей жидкости, которые образуют водяную рубашку.
Рис. Алюминиевый блок цилиндров двигателя V8 с запрессованными «сухими» гильзами.
Цилиндры двигателей воздушного охлаждения обычно изготавливаются отдельно и имеют ребра для увеличения площади охлаждаемой поверхности.
 Такой способ дает возможность получить довольно жесткую конструкцию при сравнительно небольшом размере. Жесткость блока цилиндров в значительной степени определяет шумовые характеристики двигателя.
Такой способ дает возможность получить довольно жесткую конструкцию при сравнительно небольшом размере. Жесткость блока цилиндров в значительной степени определяет шумовые характеристики двигателя. Рис. Цилиндр и поршень двухтактного двигателя воздушного охлаждения
Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал недорог, он обладает высокими прочностью и жесткостью при хороших литьевых качествах. Кроме того, обработанные хонингованием внутренние поверхности чугунных цилиндров обладают отличными антифрикционными свойствами и высокой износостойкостью. Существенными недостатками чугуна являются его большая масса и низкая теплопроводность. Стремление конструкторов к созданию более легких двигателей привело к разработке конструкции блоков цилиндров из алюминиевых сплавов. Алюминий значительно уступает чугуну в жесткости и износостойкости, поэтому блок из алюминия должен иметь большое количество ребер жесткости, а в качестве цилиндров обычно служат те же чугунные гильзы, которые вставляются в алюминиевый блок в процессе сборки, заливаются или запрессовываются в него при изготовлении.
Рис. Блок цилиндров с «сухой» гильзой. На разрезе хорошо видно, как вставлены в блок цилиндров «сухие» гильзы и выполненные в днищах поршней канавки, предохраняющие от касания поршня клапанами
Применение большого количества ребер жесткости и чугунных гильз в значительной мере сводит на нет преимущества от применения блоков цилиндров из алюминиевых сплавов. Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.
Рис. Двигатель с алюминиевым блоком. Блок цилиндров этого компактного шестицилиндрового V-образного 24-клапанного двигателя, предназначенного для поперечной установки на автомобиль, полностью изготовлен из алюминиевого сплава
Жесткость алюминиевого блока цилиндров может быть повышена не только применением большого количества ребер жесткости, но и использованием специальных проставок лестничного типа в блоке. Такие проставки, соединенные с блоком, помимо знач
Блок цилиндров двигателя автомобиля
Блок цилиндров
 26.
26.
Рисунок 4.26 Блок цилиндров.
В случае отливки блока из алюминиевого сплава цилиндры изготовляются в виде отдельных чугунных гильз, устанавливаемых в отверстия верхней и нижней перегородок блока.
Примечание
Гильза, которая непосредственно соприкасается с водой, циркулирующей в водяной рубашке, называется «мокрой». В этом случае гильза надежно уплотняется в нижней перегородке блока с помощью медного или резинового кольца.
Блок двигателя с установленными в него гильзами, которые не соприкасаются непосредственно с водой, называются «сухими».
Верхняя плоскость блока цилиндров тщательно обработана и на нее установлена общая головка, закрывающая цилиндры сверху.
Поршень
Поршень представляет собой металлический стакан, установленный в цилиндре с определенным зазором. При рабочем ходе поршень воспринимает давление газов. Поршни бензиновых двигателей изготовляют из алюминиевых сплавов.
В бензиновых двигателях днище поршня имеет плоскую поверхность и толстые стенки с внутренними ребрами, повышающими его прочность и обеспечивающими хороший отвод тепла. Однако в современных бензиновых двигателях днище поршня имеет более сложную форму: начиная от выборок под клапаны (на случай поломки пружины и выпадения клапана в цилиндр, чтобы исключить «встречу поршня с клапаном») и заканчивая весьма сложной формой, необходимой для лучшего смесеобразования при использовании непосредственного впрыска топлива в цилиндр.
Однако в современных бензиновых двигателях днище поршня имеет более сложную форму: начиная от выборок под клапаны (на случай поломки пружины и выпадения клапана в цилиндр, чтобы исключить «встречу поршня с клапаном») и заканчивая весьма сложной формой, необходимой для лучшего смесеобразования при использовании непосредственного впрыска топлива в цилиндр.
На боковой поверхности поршня имеются канавки для установки уплотнительных колец. На современных двигателях устанавливаются два компрессионных и одно маслосъемное кольцо (оно состоит из трех элементов, смотрите рисунок 4.27).
Примечание
Существуют определенные названия отдельных поверхностей поршня, так, верхняя поверхность, непосредственно воспринимающая все нагрузки от расширяющихся газов при сгорании топливовоздушной смеси, называется днищем поршня, а боковая вертикальная поверхность — юбкой поршня.
Рисунок 4.27 Поршень с поршневыми кольцами.
На дизельных двигателях поршни имеют иную форму, так как камера сгорания находится непосредственно в поршне, как это видно из рисунка 4. 28. Камеры сгорания в данном случае могут иметь очень сложную форму, что обусловлено стремлением конструкторов к более тщательному перемешиванию воздуха с распыленным топливом.
28. Камеры сгорания в данном случае могут иметь очень сложную форму, что обусловлено стремлением конструкторов к более тщательному перемешиванию воздуха с распыленным топливом.
Рисунок 4.28 Поршень дизельного двигателя с камерой сгорания в днище поршня.
Поршневые кольца
Компрессионные кольца уплотняют поршень в цилиндре и служат для предотвращения прорыва газов через зазор между юбкой поршня и стенкой цилиндра. Маслосъемные кольца снимают излишки масла со стенок цилиндров, препятствуя проникновению его в камеру сгорания. Место установки колец и внешний вид представлен на рисунке 4.27.
На кольце делают прямой вырез, называемый замком и позволяющий кольцу пружинить.
Поршневой палец
Поршневой палец, представляющий собой короткую стальную трубку, проходит через верхнюю головку шатуна и отверстия в поршне (в так называемых бобышках поршня), таким образом соединяя их.
Для того чтобы при работе двигателя палец не мог выдвинуться из поршня и повредить стенки цилиндра, его закрепляют стопорными кольцами.
Также применяют пальцы плавающего типа. Такой палец может проворачиваться и в бобышках поршня (они видны на рисунке 4.26), и в верхней головке шатуна. Для устранения бокового смещения палец крепят по бокам двумя пружинящими стопорными кольцами, установленными в канавках бобышек поршня.
Примечание
При установке плавающего пальца вся его поверхность является рабочей, вследствие чего обеспечивается меньший износ и уменьшается возможность заедания.
Рисунок 4.29 Поршень и поршневой палец без шатуна.
Рисунок 4.30 Поршень и поршневой палец в сборе с шатуном.
Маховик
Маховик представляет собой чугунный тщательно сбалансированный диск. Кроме обеспечения равномерного вращения коленчатого вала маховик после раскручивания вала способствует преодолению сопротивления сжатия в цилиндрах при пуске двигателя. Маховик, вследствие запасенной энергии, полученной при вращении, также обеспечивает двигателю возможность преодоления им кратковременных перегрузок, например, при трогании автомобиля с места и т. п. Схематически маховик отчетливо виден на рисунке 4.1 данной главы.
п. Схематически маховик отчетливо виден на рисунке 4.1 данной главы.
Маховик крепится к фланцу коленчатого вала болтами. На ободе маховика закреплен зубчатый венец для пуска двигателя от стартера и нанесены установочные метки для определения ВМТ поршня первого цилиндра и для установки зажигания.
Конструкция и устройство блоков цилиндров
Сердце двигателя
Если двигатель – это сердце автомобиля, то блок цилиндров – это сердце двигателя. Это цельнолитая деталь, в которой расположены отверстия для цилиндров, внутри которых двигаются поршни и происходит сгорание топлива. Это центр всего устройства двигателя, поскольку именно к блоку цилиндров крепятся все остальные детали и механизмы. В первую очередь – распределительный вал и главная масляная магистраль. Нижняя часть блока является верхней частью картера.
Также блок цилиндров выполняет вспомогательные задачи – работает как основа смазочной системы двигателя, подавая масло к точкам смазки. В двигателях с жидкостным охлаждением имеется водяной насос, который создает циркуляцию охлаждающей жидкости, перегоняя ее от двигателя до радиатора охлаждения.
В двигателях с жидкостным охлаждением имеется водяной насос, который создает циркуляцию охлаждающей жидкости, перегоняя ее от двигателя до радиатора охлаждения.
Чугун или алюминий?
Работа цилиндров идет в жестких условиях при температуре до 2500 0С и скорости скольжения до 15 м/сек. Для обеспечения надежной работы блок цилиндров должен обладать высоким запасом прочности и устойчивости к трению. В большинстве случаев он изготавливается из чугуна, легированного никелем и хромом, а также из алюминия.
И тот и другой варианты имеют свои достоинства и издержки. В частности прочность чугуна очень высока, но зато и масса детали, литой из этого металла, велика. Блок цилиндров из алюминия значительно легче, но требуют применения дополнительных металлов для изготовления стенок цилиндра. Одна из технологий, применяемых сегодня – изготовление корпуса из алюминия и напрессовывание тонкостенных сухих гильз из легированного чугуна.
Составляющие блока цилиндров
Основной элемент блока – это гильзы цилиндра, специальные отверстия для работы поршней двигателя. Они представляют собой гладкие цилиндрические полости, которые впрессованы в литую поверхность. Если такие гильзы износятся и станут непригодными для использования, то замене подлежит весь блок цилиндров. Несмотря на это, такой способ производства двигателей внутреннего сгорания проще и экономически выгодней, поэтому наиболее распространен. Существуют гильзы, которые являются втулками, так называемые сменные. В зависимости от количества цилиндров в двигателе данная деталь оснащается двумя, четырьмя, восьмью и т.д. гильзами. Различают блоки цилиндров и по расположению поршней: рядные (R) и V-образные блоки, а также смешанные VR, в которых расположение цилиндров шахматное.
Они представляют собой гладкие цилиндрические полости, которые впрессованы в литую поверхность. Если такие гильзы износятся и станут непригодными для использования, то замене подлежит весь блок цилиндров. Несмотря на это, такой способ производства двигателей внутреннего сгорания проще и экономически выгодней, поэтому наиболее распространен. Существуют гильзы, которые являются втулками, так называемые сменные. В зависимости от количества цилиндров в двигателе данная деталь оснащается двумя, четырьмя, восьмью и т.д. гильзами. Различают блоки цилиндров и по расположению поршней: рядные (R) и V-образные блоки, а также смешанные VR, в которых расположение цилиндров шахматное.
Блок цилиндров двигателя состоит также из отверстий (постели) для коленчатого и распределительного вала. К ним предъявляются такие требования, как: одинаковый диаметр каждого отверстия, их полная соосность, параллельность оси всех постелей с плоскостью блока.
Кроме того, блоки имеют разветвленную систему каналов для охлаждения двигателя, масляные магистрали, технологические отверстия для обслуживания, детали для крепления навесных деталей – головки блока цилиндров, поддона, картера и т. д. Большое количество разнообразных отверстий и каналов предъявляет повышенные требования к технологии производства. Для надежной и безотказной работы двигателя необходимо точное соблюдение всех стандартов, которые четко регламентируют расположение магистралей и полостей, их диаметр и размеры, а также другие параметры.
д. Большое количество разнообразных отверстий и каналов предъявляет повышенные требования к технологии производства. Для надежной и безотказной работы двигателя необходимо точное соблюдение всех стандартов, которые четко регламентируют расположение магистралей и полостей, их диаметр и размеры, а также другие параметры.
Преимущества покупки блока цилиндров двигателя в компании «Железяка»
Компания «Железяка» предлагает оригинальные блоки от производителей, что гарантирует высокое качество изготовления и полное соответствие всем нормам и требованиям. Приобретая данную деталь для своего автомобиля в нашем магазине автозапчастей, вы обеспечиваете долговечную и надежную работу двигателя.
Наша компания предлагает широкий выбор товара, поэтому у нас легко купить, как блок цилиндров ВАЗ, ЗМЗ, УАЗ, так и менее востребованные блоки для крупнотоннажного транспорта.
Что такое гильзовка блока цилиндров двигателя
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Содержание статьи
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.
Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока
Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Читайте также
Расточка и гильзовка блока цилиндров
Как правильно установить ГБЦ
ГБЦ (Cylinder Head), прокладка (Head Gasket) и блок двигателя (Engine Block).
Учитывая то, что ГБЦ имеет множество каналов для движения смазки, охлаждающей жидкости, отработанных газов, важнейшим условием правильного монтажа является надежная герметизация в месте соединения с блоком цилиндров. Осуществляется это путем установки специальной прокладки, изготовленной из армированного асбеста. Такой материал способен выдержать высокую температуру и значительное давление рабочих жидкостей и отработанных газов. Учитывайте то, что прокладка ГБЦ одноразовая, повторное применение не сможет гарантировать надежную герметизацию места соединения с блоком цилиндров.
Осуществляется это путем установки специальной прокладки, изготовленной из армированного асбеста. Такой материал способен выдержать высокую температуру и значительное давление рабочих жидкостей и отработанных газов. Учитывайте то, что прокладка ГБЦ одноразовая, повторное применение не сможет гарантировать надежную герметизацию места соединения с блоком цилиндров.
Плотное прилегание головки и сжатие асбестовой прокладки достигается затяжкой крепежных болтов или гаек на шпильках. Учитывайте тот факт, что любой перекос при выполнении этих операций приведет к недостаточной герметизации соединения. Именно поэтому затяжка должна осуществляться с определенным усилием, которое должно контролироваться при помощи динамометрического ключа. При этом каждая шпилька должна подтягиваться строго в определенном порядке, нарушение которого так же станет причиной появления проблем с недостаточной герметизацией.
При постоянной эксплуатации необходимо уделять внимание именно на плотность прилегания ГБЦ к поверхности блока цилиндров. Появление потеков масла, охлаждающей жидкости свидетельствует о ненадежной герметизации соединения
Появление потеков масла, охлаждающей жидкости свидетельствует о ненадежной герметизации соединения
В этом случае необходимо обтянуть головку по новой.
При техническом обслуживании обязательно проверяйте состояние наиболее нагруженных элементов ГБЦ. Непременно оценивайте состояние клапанов, распределительного вала, не упускайте из вида и целостность уплотняющих сальников.
Все работы, относящиеся к ремонту головки блока цилиндров или замене отдельных ее механизмов, можно выполнять самостоятельно исключительно при наличии соответствующего опыта. Помните, любая небрежность и несоблюдение технологии монтажа станет причиной более серьезных поломок двигателя. А стоимость такого ремонта будет существенно большей. Поэтому доверяйте ремонт ГБЦ только профессиональному автослесарю, имеющему опыт и соответствующее оборудование.
Скрытые неисправности блока
Есть ряд повреждений, которые невозможно обнаружить невооруженным глазом. Если вы их не найдете, это значит, что после ремонта блока, спустя 10 тысяч километров, вы можете столкнуться и с другими проблемами двигателя, которые быстро выведут его из строя.
1. Деформация.
Данная неисправность, чаще всего, происходит по вине автомобильных конструкторов, которые не провели специальные мероприятия по снятию внутреннего напряжения чугуна. Чтобы исправить данный дефект, необходимо нагреть двигатель до специальной температуры и сразу же произвести механическую обработку.
Помимо этого, деформация блока цилиндров может произойти из-за неравномерного, по всему объему, нагрева блока, что также происходит по вине производителя.
2. Трещины в блоке.
Такая проблема достаточно распространенная и узнать о ней очень трудно, так как данные трещины невидимы не вооруженным глазом. Трещина в блоке может возникнуть при перепадах температур (например, если вылить холодную воду на горячий двигатель) или при замерзании и расширении воды внутри блока.
В последнем случае, обнаружить трещину очень легко, так как она будет иметь большие размеры, и дальнейшая эксплуатация двигателя станет невозможной. После этого, блок ремонту не подлежит и его необходимо заменить целым аналогом.
Если вы случайно испортили резьбу отверстий для болтов и шпилек, то восстановить их трудоспособность не составит труда. Для этого просверлите отверстие и избавьтесь от старой резьбы. После этого, с помощью метчика нарежьте новую резьбу и подгоните другую шпильку.
Как видите, на теории ремонт блока цилиндров выглядит легко и просто, однако, там есть некоторые мелкие проблемы, которые подлежат ремонту только на специальном оборудовании. Если вы не имеете таких приспособлений, то лучше отвезти деталь к опытному мастеру.
Любой мотор имеет сложную структуру, каждый элемент которой необходим для выполнения определенной задачи. Один из таких элементов – головка блока цилиндра.
ГБЦ является главным узлом в любом автомобиле или мотоцикле. Устройство необходимо для того, чтобы контролировать в двигателе внутреннего сгорания вывод газов. По своей природе головка блока цилиндров является крышкой, закрывающей сам блок. Крышка гбц создаётся из алюминиевых сплавов, также она может быть изготовлена из чугуна. На производстве головку блока цилиндров подвергают процессу искусственного старения. Количество ГБЦ напрямую зависит от типа ДВС, если он V-образного типа, на каждый ряд используется отдельная головка.
На производстве головку блока цилиндров подвергают процессу искусственного старения. Количество ГБЦ напрямую зависит от типа ДВС, если он V-образного типа, на каждый ряд используется отдельная головка.
Установка и фиксирование головки цилиндров осуществляется при помощи штифтов, которые предназначены для закрепления детали. Правильность монтажа сильно влияет на дальнейшую работу ГБЦ. Для каждого транспортного средства в инструкции указан свой регламент. По этой причине не стоит заимствовать схему монтажа головки с иномарки для машины отечественного производства. Не стоит забывать о том, что штифты имеют определенный порядок затяжки, вместе с этим указан требуемый момент закручивания. Для правильной установки головки блока цилиндра используется специальный инструмент – динамометрический ключ.
При установке и затяжке ГБЦ следует в первую очередь опираться на инструкцию по установке, а не грубую физическую силу. Если перетянуть головку цилиндра – возможно повреждение уплотнительной прокладки, масляного канала ГБЦ и других, не менее важных составляющих этой системы.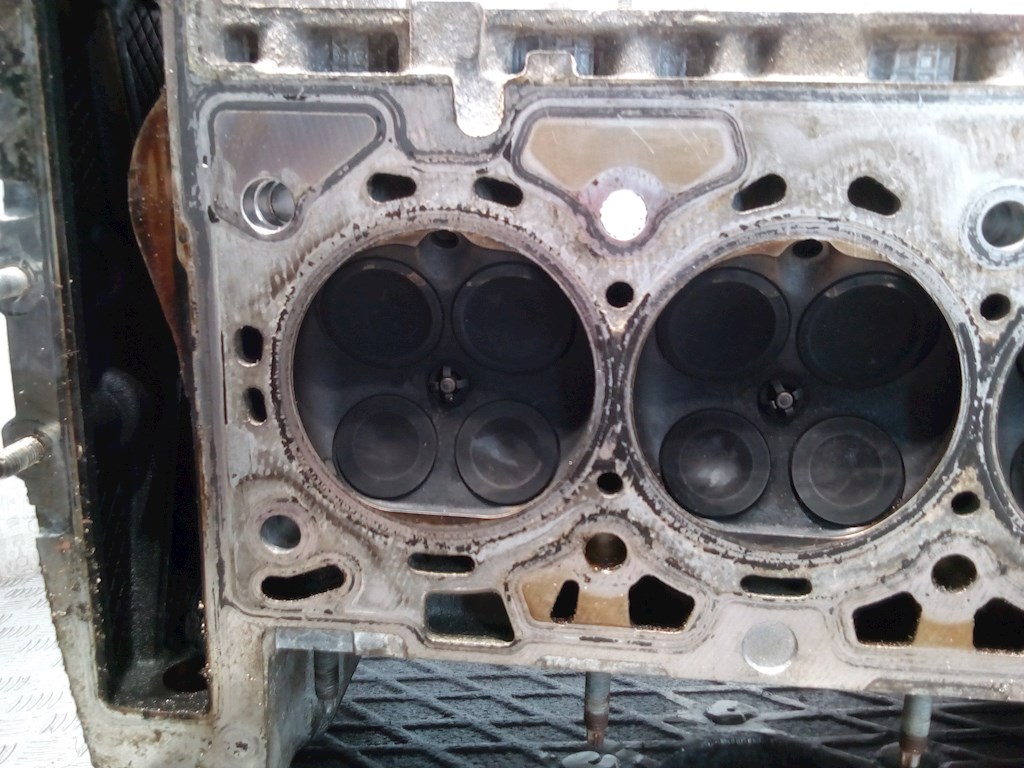 Например, головка в цилиндрах может треснуть, измениться в размерах, от работы этого элемента зависит вся работа двигателя, и как следствие, транспортного средства в целом.
Например, головка в цилиндрах может треснуть, измениться в размерах, от работы этого элемента зависит вся работа двигателя, и как следствие, транспортного средства в целом.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона).
 Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале. - Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
 Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Конструкция ЭБУ и принцип работы
Итак, блок управления представляет собой вычислительное устройство, которое способно обрабатывать информацию. Информация поступает на блок от датчиков. Далее блок «анализирует» показания датчиков и формирует управляющие команды, передавая их на электронно-механические исполнительные устройства.
Сам блок управления имеет аппаратную начинку и программное обеспечение. В основе блока лежит микропроцессор, благодаря которому данные от датчиков анализируются и обрабатываются. Наличие программного обеспечения позволяет осуществлять вычислительные операции.
Если же говорить о датчиках, на ЭБУ поступает информация о положении коленчатого вала и частоте его вращения, расходе воздуха, скорости движения ТС, количестве кислорода в выхлопе, температуре двигателя, положении педали газа и степени открытия дроссельной заслонки и т. д.
д.
Работа блока состоит в том, чтобы поддерживать и оптимизировать работу двигателя с учетом постоянно изменяющихся условий. На многих авто даже в бюджетном сегменте сегодня устанавливается от 10 и более датчиков.
Кстати, современные электронные блоки управления имеют возможность перепрограммирования. Это значит, что такие блоки пригодны для тюнинга, так как имеется возможность изменения заводской программой. На практике это позволяет поставить на атмосферный мотор турбокомпрессор, увеличить производительность после форсирования ДВС, перевести двигатель на газ и т.д.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.
Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.
Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.
«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
 youtube.com/embed/Y19XCtnDtZU?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Y19XCtnDtZU?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
https://youtube.com/watch?v=elDOkGrSIJk
Неисправности электронного блока управления двигателем и диагностика
Хотя производители выполняют ЭБУ в виде защищенной коробки, размещая аппаратную начинку в прочном металлическом корпусе, данное устройство также может выйти из строя. Проблемы с блоком управления могут сопровождаться неустойчивой работой ДВС или невозможностью завести двигатель, отклонениями в процессах смесеобразования, нарушениями в работе трансмиссии (как правило, автоматической) и т.д.
Проблемы с блоком управления могут сопровождаться неустойчивой работой ДВС или невозможностью завести двигатель, отклонениями в процессах смесеобразования, нарушениями в работе трансмиссии (как правило, автоматической) и т.д.
Чтобы проверить ЭБУ, начинать следует с визуального осмотра, что позволяет вывить очевидные дефекты (например, трещины в корпусе). Однако если таковых не обнаружено, это все равно не позволяет исключить возможные повреждения микропроцессора, так как причин для выхода из строя данного устройства достаточно много.
Среди самых простых специалисты выделяют:
- перегрев;
- сильную коррозию и попадание влаги;
- повреждения в результате ударных нагрузок;
- короткое замыкание;
Также виновником проблем может оказаться не сам ЭБУ, а плохой контакт с датчиками, окисление в месте присоединения проводов. Отметим, что нередко к проблемам с блоком управления приводит банальная безответственность самого автовладельца.
Например, во время мойки двигателя под давлением блок не защищается должным образом от попадания влаги, машина эксплуатируется во влажную погоду со снятыми элементами (без крыльев, капота). Часто владельцы игнорируют тот факт, что крепление ЭБУ в месте установки недостаточно надежное или имеются проблемы с проводкой, что может привести к короткому замыканию и т.п.
Часто владельцы игнорируют тот факт, что крепление ЭБУ в месте установки недостаточно надежное или имеются проблемы с проводкой, что может привести к короткому замыканию и т.п.
Еще вывести из строя электронный блок может «прикуривание» от другого автомобиля с заведенным двигателем, неквалифицированная установка в автомобиль дополнительного оборудования, проблемы в высоковольтной части системы зажигания.
Добавим, что также встречаются случаи полного выведения из строя ЭБУ после попыток непрофессионального или самостоятельного ремонта данного типа устройств, а также чип-тюнинга
Важно понимать, на некоторых моделях блок является неремонтопригодным, то есть предполагается полная замена блока.. При этом после проведения поверхностной диагностики владелец снимает ЭБУ и пытается его разобрать/отремонтировать
Затем часто выясняется, что причиной проблем все же оказывается какой-либо датчик, однако после попыток ремонта блок для дальнейшей эксплуатации уже не пригоден
При этом после проведения поверхностной диагностики владелец снимает ЭБУ и пытается его разобрать/отремонтировать. Затем часто выясняется, что причиной проблем все же оказывается какой-либо датчик, однако после попыток ремонта блок для дальнейшей эксплуатации уже не пригоден.
Затем часто выясняется, что причиной проблем все же оказывается какой-либо датчик, однако после попыток ремонта блок для дальнейшей эксплуатации уже не пригоден.
По этой причине важно понимать, что сначала должна быть проведена комплексная профессиональная компьютерная диагностика. Только после этого можно принимать решение о том, что делать, менять или выполнить ремонт блока управления двигателем
Если же говорить о доступной проверке, которую может выполнить автолюбитель самостоятельно, это банальная подмена имеющегося блока на точно такой же заведомо рабочий. Например, можно под залог взять ЭБУ от такого же авто на разборке, установить такой блок и проверить работу ДВС. Если машина работает с новым блоком нормально, тогда проблема очевидна.
Также отметим, что не всегда удается устранить поломку только заменой контроллера. Как уже говорилось выше, часто первопричиной поломки ЭБУ является не сам блок. Простыми словами, если, например, имеется замыкание в проводке, новый блок управления быстро выйдет из строя точно так же, как и предыдущий.
Что подлежит ремонту в блоке цилиндров
В ходе проведения ремонта, рекомендуется применение специального оборудования, которое представляет собой расточной станок. Тем не менее, нельзя исключать и пользование ручными средствами, такими, как дрель. Для этого необходимо соорудить специальную насадку для расточки каналов блока цилиндров.
Перед началом выполнения работ, необходимо оценить состояние БЦ, найти неисправности и провести соответствующий ремонт.
Является самым известным дефектом и встречается довольно часто. Устраняется путем расточки цилиндров и последующего шлифования. Таким образом, можно избавиться от различных царапин и впадин на поверхности цилиндра, которые мешают нормальному функционированию узла.
Естественный износ цилиндров происходит по причине длительной эксплуатации автомобиля. Данное явление неизбежно и, чаще всего, возникает в верхней мертвой точке. Однако, есть и другой вид износа, который появляется из-за зазоров в подшипнике коленчатого вала. Деталь начинает болтаться, а вместе с ней и шатуны, которые с помощью поршней наносят повреждения цилиндрам блока.
2. Надлом или обрывы шатунов.
Это очень серьезная неисправность, которая происходит из-за плохой смазки шатунного подшипника. Он разбалтывается и в конечном итоге нарушает структуру шатуна, что приводит к многочисленным разрушениям как внутри цилиндров, так и самого коленчатого вала. Неисправность исправляется расточкой цилиндра и заменой поврежденных деталей.
3. Повреждения клапана.
Происходит из-за разрушения седла и дает начало появлению на поверхности верхней части цилиндра различных дефектов. Имеет, также неблаготворное влияние и на головку блока цилиндров.
4. Трещины и задиры в гильзе.
Является самой редкой неисправностью и происходит по причине неправильной затяжки болтов головки блока.
Блок цилиндров (автомобиль)
Конструкция двигателя
Основными компонентами автомобильного поршневого двигателя являются блок цилиндров
, масляный поддон, головка блока цилиндров, впускной коллектор, выпускной коллектор, коленчатый вал, маховик
, распределительный вал, сальники, подшипники, шатун, поршень, поршневые кольца, клапан
. поезд и т. д. В этой главе рассматриваются все эти компоненты с точки зрения их функций, конструкции
, конструктивных соображений, материалов, тенденций и т. д.
3.1.
Блок цилиндров
Блок цилиндров представляет собой часть двигателя между головкой блока цилиндров и масляного поддона (масляный поддон)
и опорная конструкция для всего двигателя. Все детали двигателя установлены на нем или на нем
, и это удерживает детали в совмещении. Отверстия большого диаметра в отливках блока образуют отверстия цилиндра
Отверстия большого диаметра в отливках блока образуют отверстия цилиндра
, необходимые для направления поршней. Эти отверстия называются отверстиями, так как они сделаны путем растачивания
. Цилиндры снабжены перегородкой или перегородкой для поддержки насадок коленчатого вала и головки
.Каждая переборка основного подшипника поддерживает как кулачковый подшипник, так и основной подшипник.
Перегородка хорошо ребристая, чтобы выдерживать и распределять прилагаемые к ней нагрузки. Это придает блоку
структурную жесткость и жесткость балки. Цилиндры окружены охлаждающими каналами. В блоке
просверлены каналы для отдельно протекания охлаждающей жидкости и смазочного масла. Когда необходим изогнутый проход
, используются пересекающиеся просверленные отверстия. После бурения нефтяных отверстий ненужные открытые концы
закрываются трубными заглушками, стальными шариками или мягкими заглушками.Головка, поддон и крышка ГРМ
закреплены на блоке герметичными соединениями для исключения утечки. Прокладки используются в соединениях
Прокладки используются в соединениях
для устранения неровностей обработки и поглощения колебаний, вызванных давлением и экстремальными температурами
.
Внутри цилиндра в процессе сгорания происходит быстрое и периодическое повышение температуры
и давления. Они вызывают окружные и продольные растягивающие напряжения, которые действуют вокруг
цилиндра и в направлении оси цилиндра соответственно.Эти индуцированные напряжения имеют пульсирующую природу
, так что цилиндр постоянно растягивается и сжимается во время работы
. Нагрузки давления сгорания передаются от головки к подшипникам
коленчатого вала через блочную конструкцию. Монтажные подушки или проушины на блоке передают реактивные нагрузки
, вызванные крутящим моментом двигателя, на раму автомобиля.
Головка блока цилиндров крепится к верхней поверхности блока, называемой декой блока. Дека
имеет гладкую поверхность, которая плотно прилегает к прокладке головки.Вокруг
цилиндров предусмотрены отверстия для болтов с резьбой, чтобы сформировать равномерную схему удержания. Эти отверстия для болтов входят в усиленные области внутри блока
Эти отверстия для болтов входят в усиленные области внутри блока
, которые переносят нагрузку на переборки коренных подшипников.
Цилиндры могут иметь конструкцию без юбки, заподлицо с верхней частью картера, или они могут иметь
юбку, которая проходит в картер. Цилиндры с удлиненной юбкой используются на двигателях с короткими шатунами
. В результате может быть получена низкая общая высота двигателя, поскольку он имеет небольшой размер блока
для его рабочего объема.В большинстве конструкций цилиндров без юбки охлаждающие каналы
проходят почти до дна цилиндра. В цилиндрах с юбкой охлаждающие каналы
ограничены верхней частью цилиндра.
И блоки цилиндров с искровым зажиганием, и блоки цилиндров с воспламенением от сжатия аналогичны,
, но последние блоки относительно тяжелее и прочнее, чтобы выдерживать высокие степени сжатия и внутреннее давление
.
3.1.1.
Типы блоков
Рядные цилиндры.

Рядный блок цилиндров в сборе доступен во многих вариантах. В одном из них используется моноблочная отливка
, образующая единый блок цилиндров и картер (рис. 3.1). Другой тип
использует отдельное литье для головки блока цилиндров, блока цилиндров и картера (рис. 3.2). Моноблочный блок цилиндров
и картер относительно легко отлить, дешев в производстве и дает
очень жесткую комбинированную конструкцию. Этот тип обычно используется для двигателей малого и среднего размера.Съемный блок-картер
с болтовым креплением используется в некоторых больших дизельных двигателях, где картер из алюминиевого сплава
прикреплен болтами к чугунному блоку для минимизации веса. Комбинированная отливка блока цилиндров и головки
с картером на болтах использовалась в дизельных двигателях большой мощности для минимизации тепловых деформаций
.
Рис. 3.1. Моноблочный блок цилиндров и блок-картер. Рис. 3.2 Блок цилиндров со съемным блок-картером.
Горизонтально расположенные цилиндры.
Горизонтально расположенные цилиндры обычно имеют отдельный блок-картер с двумя блоками или
трех цилиндров, прикрепленных болтами с противоположных сторон (рис. 3.3), или два блока цилиндров наполовину и блоки картера
, соединенные болтами (рис. 3.4). Имеется либо центральный распределительный вал для приведения в действие толкателей клапана
, либо сдвоенные распределительные валы, по одному для каждого ряда.
Рис. 3.3. Горизонтально противоположный цилиндр Рис. 3.4. Горизонтально-оппозитный цилиндр
со съемным блок-картером.с разделенным картером.
Цилиндры с V-образным рядом.
Цилиндры с V-образным расположением рядов имеют компактную и жесткую конструкцию и обычно используются в двигателях объемом 2,5
л и более. Угол между рядами обычно составляет 60 градусов для четырех- и шестицилиндровых двигателей
и 90 градусов для восьмицилиндровых двигателей. С этим блоком
С этим блоком
используется встроенный блок цилиндров и картер. При таком расположении центральный распределительный вал приводит в действие клапаны в каждом блоке цилиндров
(рис.3.5). Однако в некоторых дизельных двигателях большой мощности используется отдельный картер, а
— отдельный распределительный вал для каждого ряда (рис. 3.6).
Рис. 3.5. Моноблочный V-образный цилиндр Рис. 3.6. ‘V-цилиндровый блок
блок и картер. со съемным картером.
3.1.2.
Каналы охлаждающей жидкости
Каналы охлаждающей жидкости залиты в блоке цилиндров. Они окружают стенки
цилиндров по окружности и по длине, покрывая приблизительно всю глубину цилиндров.Каналы для охлаждающей жидкости
заканчиваются около дна цилиндров, где стенки цилиндра
соединяются с картером. В верхней части цилиндра каналы для охлаждающей жидкости заканчиваются либо на уровне стыковой поверхности блока
, называемой открытой декой (рис. 3.7), либо чуть ниже поверхности машины блока, известной как
3.7), либо чуть ниже поверхности машины блока, известной как
как закрытая дека (рис. 3.8). В блоке цилиндров с закрытой декой вертикальные отверстия, которые
сообщаются с соответствующими отверстиями в головке цилиндров, обеспечивают циркуляцию охлаждающей жидкости.Закрытая дека
имеет лучшую надежность соединения, чем открытая. С другой стороны, легче отлить блок цилиндров
с открытой декой.
Рис. 3.7. Блок цилиндров закрытого типа. Рис. 3.8. Блок цилиндров с открытой декой.
3.1.3.
Картер двигателя
Картер поддерживает отдельные коренные шейки и подшипники коленчатого вала, а
также поддерживает соосность осей вращения шейки, поскольку они подвергаются воздействию сил инерции вращения и возвратно-поступательного движения
и периодических импульсов крутящего момента.Туннельная крыша картера
разделена поперечинами перегородки, которые устанавливают и поддерживают коренные шейки и подшипники коленчатого вала
(рис. 3.8). Эта полукруглая потолочная конструкция с разнесенными поперечными перемычками
3.8). Эта полукруглая потолочная конструкция с разнесенными поперечными перемычками
обеспечивает очень жесткую и относительно легкую конструкцию картера.
Над подвешенным коленчатым валом стенки картера от юбки, которая либо отдельно
прикреплена к нижней части блока цилиндров (рис. 3.2), либо слита с ней как единое целое (рис.
3.1). Юбка картера может охватывать коленчатый вал от блока цилиндров до уровня
оси коленчатого вала (рис. 3.1). Однако для обеспечения дополнительной жесткости стенки также выступают значительно ниже коленчатого вала
(рис. 3.2). Это подходит как для мощных, так и для тяжелых двигателей. Ребра проходят от нижней части блока цилиндров
по диагонали к корпусам коренных подшипников для дополнительной поддержки
поперечных балок. В некоторых интегральных блоках цилиндров и картерах из алюминиевого сплава ребра жесткости
отлиты продольно и вертикально вниз на наружных стенках блока
и картера.
Рис. 3.9. Блок двигателя V-образный. Рис. 3.10. Блок двигателя Y-типа.
3.9. Блок двигателя V-образный. Рис. 3.10. Блок двигателя Y-типа.
Стенки картера снизу имеют фланцы
для усиления картера и крепления поддона.
Используются два типа конструкций нижнего блока:
ly V-block (рис. 3.9) и Y-образный или глубокий блок:
(рис. 3.10). Основание V-образного блока близко к центру коленчатого вала
. Этот блок компактен и на
легковесен. Y-образный блок на
повышает жесткость всего двигателя, что обеспечивает плавную и спокойную работу
, а также долговечность.
3.1.4.
Материал блока цилиндров
Блоки цилиндров отлиты как одно целое из серого чугуна
или сплава железа, содержащего никель или хром
, для обеспечения высокой прочности и износостойкости.
Некоторые блоки цилиндров отлиты из кремниевого алюминиевого сплава
. Блок цилиндров изготовлен из специальной отливки
. Блок цилиндров V-8 показан
на рис. 3.11.
3.11.
При отливке в виде моноблока материал блока цилиндра
должен иметь соответствующую прочность
и жесткость на сжатие, изгиб и кручение.
Это необходимо для противодействия нагрузкам
давления газа, а также для компонентов, которые преобразуют возвратно-поступательное движение отдельного поршня
в одиночное вращательное движение
.
Материал блока цилиндров
(a) должен быть относительно дешевым,
(b) легко производить отливки с хорошими оттисками,
(c) легко обрабатываться,
id) быть жестким и достаточно прочным как на изгиб, так и на кручение,
( д) имеют хорошую стойкость к истиранию,
(f) имеют хорошую коррозионную стойкость,
ig) имеют высокое тепловое расширение,
(h) имеют высокую теплопроводность,
(i) сохраняют свою прочность при высоких рабочих температурах, а
(Дж. ) имеют относительно низкую плотность.
Хотя чугун отвечает большинству этих требований, он имеет низкую теплопроводность, а
сравнительно тяжелее. Из-за этих ограничений легкие алюминиевые сплавы использовались в качестве альтернативных материалов блока цилиндров
Из-за этих ограничений легкие алюминиевые сплавы использовались в качестве альтернативных материалов блока цилиндров
для бензиновых двигателей. Гильзы цилиндров (см. Раздел 3.1.5)
опционально с чугунными блоками; но более важны для блоков из относительно мягкого легкого алюминиевого сплава
, поскольку они не могут напрямую противостоять износу. Из-за более низкой прочности
алюминиевых сплавов блоки отливают с более толстыми секциями и дополнительными опорными ребрами
, так что их вес составляет примерно половину от эквивалентных чугунных блоков.
Рис. 3.11. Блок двигателя V-8.
Типичный чугун — это серый чугун, который содержит 3,5% углерода, 2,25% кремния, 0,65% марганца
и остальное (93,6%) железо. Углерод
улучшает смазывающие свойства графита, кремний контролирует образование слоистой структуры, называемой перлитом, которая обладает хорошей износостойкостью
, а марганец укрепляет структуру железа. Обычный состав алюминиевого сплава
Обычный состав алюминиевого сплава
составляет 11,5% кремния, 0.5% марганца и 0,4% магния с остатком алюминия
(87,6%). Высокое содержание кремния в этом сплаве снижает расширение, но
улучшает литье, прочность и сопротивление истиранию, а два других элемента
укрепляют алюминиевую структуру. Хотя этот сплав обеспечивает хорошую коррозионную стойкость, он
может выдерживать только умеренные ударные нагрузки.
Преимущества чугунных блоков цилиндров:
(i) Хорошие литейные свойства.
(ii) Свободный графит способствует хорошему износу.Канал цилиндра, например,
, может быть обработан непосредственно в чугуне.
(Hi) Хорошие звукопоглощающие свойства.
(iv) Резьбовые отверстия (например, шпильки головки блока цилиндров) зачистить труднее, чем при использовании алюминия.
Преимущества алюминиевых блоков цилиндров:
(i) Легче по весу.
(ii) Привлекательный внешний вид.
(Hi) Более простая обработка во время производства.
(iv) Лучшее рассеивание тепла.
3.1.5.
Гильза цилиндра
Гильза увеличивает срок службы цилиндра, так как она может быть изготовлена из чугуна, более подходящего по своим износостойким свойствам
, чем по характеристикам литья.Одна марка чугуна, используемого для литья блока цилиндров
, не может обладать всеми оптимальными индивидуальными механическими свойствами, такими как прочность, ударная вязкость, твердость, коррозионная и износостойкость. Поэтому используются отдельные гильзы цилиндров.
Они обеспечивают продленный срок службы цилиндра, что превышает дополнительные расходы. Гильзы
могут быть изготовлены из легколегированного чугуна. Они центробежно отливаются в цилиндрическую втулку, подвергаются механической обработке,
и затем термообработке для получения оптимальных износостойких свойств.
Эти гильзы бывают двух классов:
(i) Гильзы, которые находятся в непосредственном контакте со стенками отверстия цилиндра блока цилиндров,
, известны как сухие гильзы.
(ii) Гильзы, которые поддерживаются только на каждом конце блока цилиндров, а в других местах
находятся в прямом контакте с охлаждающей жидкостью двигателя, известны как мокрые гильзы.
Сухие лайнеры.
Обычно сухие гильзы цилиндров (рис. 3.12) поставляются при следующих условиях:
(a) Если блок цилиндров изготовлен из алюминиевого сплава, стенка отверстия цилиндра должна быть
прочнее и из гораздо более твердого износостойкого материала.
(b) Для тяжелых условий эксплуатации нормальную износостойкость чугунного блока цилиндров
можно улучшить с помощью втулок с превосходными свойствами.
(c) Если блок цилиндров сконструирован с примыкающими друг к другу отверстиями цилиндров, чтобы уменьшить его общую длину на
, тогда подходят только сухие гильзы.
(d) Когда блок цилиндров подвергался повторной расточке два или три раза, то используются сухие гильзы
для восстановления исходного размера отверстия цилиндра.
(e) Если важны как жесткость на изгиб, так и жесткость на кручение, то блок цилиндров с литыми каналами для охлаждающей жидкости
и отверстиями цилиндров, оснащенными сухими гильзами, более подходит, чем блок
с мокрыми гильзами.
Три основных посадочных места, используемых с сухими вкладышами: (i) посадка залитой, (ii) принудительная (прессовая) посадка и (Hi) посадка с проскальзыванием
.
(i) Литой вкладыш.
Для использования сухих гильз цилиндров в блоках цилиндров из алюминиевого сплава внешняя цилиндрическая поверхность гильзы
обрабатывается с образованием винтовой канавки, проходящей сверху вниз
. Гильзы обычно предварительно нагревают до 473 К и затем правильно помещают в литейные формы блока цилиндров
перед началом литья.Это создает прочную металлическую связь между блоком из алюминиевого сплава
и чугунной гильзой после затвердевания.
(ii) Вкладыш с принудительной посадкой (прессовой посадкой).

Этот вкладыш (рис. 3.12А) представляет собой гладкую цилиндрическую втулку. Гильза
устанавливается путем втягивания или проталкивания гильзы в блок цилиндров с силой. Для этой операции
требуются подходящие концевые пластины и направляющие, а также приспособление для тягового бруса
с винтом и гайкой или установка гидравлического пресса. Типичные посадки с натягом между гильзой и чугунным блоком цилиндров
равны 0.050 мм и 0,075 мм для отверстий диаметром от 75 до 100 мм и от 100 до 150
мм соответственно.
(илл) Подкладка скольжения.
Этот вкладыш (рис. 3.12B) представляет собой цилиндрическую втулку с фланцем на одном конце для позиционирования и фиксации
на своем месте. Контакт между облицовкой и стенками блока
практически отсутствует. Вкладыш вставляется вручную. Фланец выступает над поверхностью блока на
0,05–0,125 мм, чтобы предотвратить вертикальное перемещение относительно блока во время использования.
A. Простая силовая посадка — B. Фланцевая скользящая посадка.
Установка сухой футеровки.
Сначала стенки цилиндров и их цековки очищаются от
ржавчины, нагара и любых заусенцев. Затем диаметральное искажение проверяется микрометром или другим аналогичным прибором
. Для установки вкладыша с скользящей посадкой соответствие между фланцем и отверстием углубления
проверяется путем покраски верхней поверхности втулки, поворота втулки и протирания ею
поверхности расточки.Канал гильзы проверяется на овальность с помощью микрометра в двух точках
под прямым углом друг к другу в верхней, средней и нижней частях втулки. Если разница в любом из
проверенных положений превышает 0,05 мм, втулка поворачивается на 90 градусов в блоке цилиндра
и проверяется повторно, пока не будет получено наилучшее положение.
Во время расточки блока цилиндров для снятия гильзы или повторного расточки блока цилиндров, необходимо точно так же внимательно следить за центровкой, круглостью, прямолинейностью, диаметром и чистотой поверхности.
Рабочий допуск расточки блоков цилиндров составляет от +0,0000 до 0,0125 мм.
Из-за относительно тонких стенок сухая облицовка повторяет контур готового стенового профиля. Воздушные карманы
‘образованы выступами от грубого точечного режущего инструмента, локальные горячие точки
образуются повторно, вызывая деформацию, быстрый износ и даже заедание поршня.
Сухие гильзы с принудительной посадкой обычно поставляются с незавершенным внутренним диаметром отверстия
с припуском от 0,35 мм до 0,50 мм.Этот припуск устраняется процессами
растачивания и хонингования после установки гильз в соответствующие отверстия блока цилиндров. Сухие футеровки с скользящей посадкой
могут поставляться либо в виде полуфабрикатов с припуском на внутреннее отверстие от
0,025 до 0,10 мм, которое удаляется хонингованием после установки, либо в виде предварительно обработанных футеровок без припуска на внутреннее отверстие
.
Поверхность отверстия гильзы хонингована с точностью от 0,6 до 0,8 мкм по средней линии (в среднем) с углом штриховки
120 градусов (Рис.2.12А). Это обеспечивает оптимальную маслоудерживающую поверхность для
, работающего в новых поршневых кольцах и отверстиях цилиндров (кольцевая основа). Это требуется как для газового уплотнения
, так и для контроля масла.
Мокрая подкладка.
Мокрые гильзы цилиндров (рис. 3.13) обеспечивают следующие преимущества при использовании в бензиновых двигателях
с блоком цилиндров из алюминиевого сплава, имеющим высокий коэффициент расширения.
(a) Из-за изоляции большей части рукава от блока сложные проблемы расширения
могут быть решены только в одном или двух местах.
(6) Использование мокрых гильз упрощает отливку блока цилиндров. Кроме того, отливки из подходящего материала
могут использоваться с соответствующей термообработкой в соответствии с требованиями конструкции
, а не с обработкой против износа цилиндров.
(A) Рис. 3.13. Мокрые гильзы цилиндров. (B)
A. Опора с одной гильзой и открытой декой. B. Двойная опора рукава с закрытой декой.
(c) Благодаря лучшей отделке внешней поверхности и постоянной толщине стенок гильза улучшает теплопроводность
и равномерность охлаждения цилиндра.
Мокрая гильза более жесткая, чем сухая гильза, поскольку в этом случае
отсутствует нормальная стенка цилиндра. Мокрые гильзы подходят к блоку цилиндров вверху и внизу, а оставшаяся часть гильзы
не поддерживается. Уплотнительные кольца используются для предотвращения утечки охлаждающей жидкости. Некоторые втулки мокрой футеровки
имеют наверху фланец, который входит в выемку, обработанную в верхней части
блока. Иногда между фланцем
и выемкой блока устанавливается мягкая медно-асбестовая или композитная прокладка.Для удержания в нужном положении фланец втулки выступает над поверхностью верхнего стыка блока
на 0,05 мм для отверстий диаметром до 100 мм и на 0,175 мм для диаметров цилиндров:
в диапазоне от 100 до 150 мм.
Гильза уплотняется снизу одним или несколькими резиновыми уплотнительными кольцами, обычно вставляемыми в канавки
(рис. 3.13 A). Иногда на стороне
блока между уплотнениями предусматривается смотровое сливное отверстие, как показано на рисунке, для проверки утечки через уплотнения. В другом варианте мокрой конструкции
гильза-втулка поддерживается только нижний конец гильзы картера, который имеет фланцевое соединение
для контакта с соответствующей обработанной поверхностью в блоке.Между этими двумя стыковочными поверхностями используется плоская прокладка
(рис. 3.13B). Поскольку верхняя часть гильзы гильзы не имеет боковой опоры,
она полностью зависит от вертикального сжатия гильзы, вызываемого головкой цилиндра и прокладкой
во время затяжки. Для правильной поддержки сжатия верхняя поверхность гильзы выступает над декой блока цилиндров
на 0,03–0,10 мм в зависимости от диаметра отверстия цилиндра и момента затяжки
.
Установка мокрой футеровки.
Удаляют старую прокладку и / или уплотнительные кольца, а часть
блока, которая контактирует с футеровкой, очищают скребком и наждачной бумагой.
Новый вкладыш вставляется в блок без уплотнительных колец и прокладок. Его проворачивают вручную
, чтобы проверить, нет ли натяжения, которое могло бы вызвать деформацию втулки. Фланец гильзы
должен быть гладким и квадратным в расточенном отверстии, иначе фланец может сломаться при затягивании головки цилиндра
.Любые заусенцы или грязь, которые могут поднять фланец, удаляются. Выступ
фланца футеровки над лицевой поверхностью блока измеряется для обеспечения надлежащего зажима на стыке
.
Затем устанавливаются посадочные кольца, не растягивая и не перекручивая их. Можно нанести покрытие из герметизирующего компаунда
, и гильзу гильзы направить на место вручную, после чего следует
легким постукиванием мягким молотком. На этом этапе отверстие цилиндра втулки проверяется на предмет перекоса или перекоса
.
Материалы футеровки.
Некоторыми обычно используемыми материалами футеровки являются азотированные стали, азотированные чугуны и термообработанные чугуны из хрома
и других сплавов. Износостойкость этих металлов как минимум на 50% больше, чем у материала блока цилиндров
. Типичные характеристики материала футеровки:
Железо от 93,92 до 92,22%
Углерод 3 до 3,5%
Кремний от 1,8 до 2,4%
Марганец от 0,5 до 0,8%
Фосфор 0.От 4 до 0,7%
Сера 0,08%)
Хром 0,3%
3.1.6.
Прокладки
Прокладки или статические уплотнения используются между присоединяемыми частями двигателя для герметизации соединений для
, предотвращая внутреннюю или внешнюю утечку. Прокладка должна выдерживать высокое давление и температуру
в двигателе. Следовательно, прокладка
(i) должна быть непроницаемой для контактирующих жидкостей,
(ii) должна соответствовать любым существующим поверхностным дефектам,
(Hi) должна быть упругой, чтобы поддерживать давление уплотнения, даже если соединения
слегка ослаблены, поскольку в результате изменений температуры или вибрации
(iv) должен быть устойчивым ко всем ожидаемым изменениям в окружающей среде из-за температуры,
колебаний давления и старения, а
(v) должен быть устойчивым в условиях сжатия, избегая чрезмерного усадки.
Существенными факторами прокладки являются
(a) адекватная прочность на сдвиг и растяжение, особенно для использования с узкими секциями,
(b) адекватное обеспечение охлаждения сопрягаемых поверхностей, в частности головки цилиндра
, и для минимизации эффекта дифференциала тепловое расширение,
(c) соблюдение допуска по толщине прокладки и
(d) прокладка простой конструкции, легко монтируемая и неповрежденная.
Толщина и твердость прокладки должны быть выбраны в соответствии со степенью неровности
либо поверхности соединения из-за больших допусков, деформации, шероховатости поверхности или других факторов, таких как
, недостаточная равномерность нагрузки на болт или шпильку.Следующие прокладки обычно используются в автомобильных двигателях
.
(а) Прокладка медно-асбестовая.
(б) Прокладка стально-асбестовая.
(c) Прокладка сталь-асбест-медь.
(d) Одинарная стальная рифленая или рифленая прокладка.
(e) Прокладка из нержавеющей стали.
(f) Стальной лист с асбестовым покрытием с отдельными стальными бортиками вокруг отверстия.
(g) Лист из многослойной стали и графитированного асбеста с формованным стальным бортом.
(h) Пропитанная асбестом резина со связкой с усиленным буртиком.
(i) Асбест / ткань, армированная стальной проволокой.
Материал, используемый для прокладок, зависит от требований к уплотнению и стоимости. Пробка, один из
самых старых прокладочных материалов, имеет ограниченное применение только в слегка нагруженных соединениях с неровными поверхностями
, таких как крышки коромысел и масляные поддоны. Алюминиевые покрытия на пробковых прокладках помогают уменьшить тепловое повреждение
. В некоторых случаях пробковые прокладки покрываются резиной. Пробковые прокладки часто заменяются прокладками
, сделанными из таких волокон, как целлюлоза, асбест или их смесь.Волокна прокладки
связаны вместе со связующим, и связующее в некоторых случаях непроницаемо для масла, а в других случаях оно
разбухает при контакте с маслом, в зависимости от использования. Волокнистые прокладки требуют большей гладкости поверхности разъема
, чем это требуется для пробковых прокладок. Формованный маслостойкий синтетический каучук
часто используется там, где требования к уплотнению диктуют особые конструкции уплотнения
, такие как угловые соединения масляного поддона и концы впускного коллектора. Новый подход к прокладкам
— это пластиковый прокладочный материал в трубке, используемый вместо бумажных и волоконных прокладок.
Рис. 3.14. Прокладка головки с огневым кольцом.
Уплотнение головки блока цилиндров по
поверхности разъема блока — одна из самых сложных
уплотнительных работ. Ранее прокладки головки
были покрыты медью as-
bestos. По мере совершенствования конструкции двигателя медь
на прокладках была заменена
сталью, чтобы выдерживать более высокие давления и температуры
. Стальные кольца
, называемые огневыми кольцами, были прикреплены к прокладкам вокруг отверстий цилиндров
для герметизации камер сгорания
(рис.3.14).
В более поздней разработке прокладки головки
используется тонкий стальной сердечник
с тонким покрытием из асбеста, прокатанного
снаружи. Это обеспечивает газу
ket желаемые упругие свойства
, необходимые для выдерживания изменений температуры напора и блока
, а также изменений давления
в пределах каждого цикла
. Большинство прокладок головки
необходимо устанавливать в определенном направлении, поскольку прокладка часто используется для управления потоком охлаждающей жидкости двигателя
. Когда это необходимо, прокладка маркируется сверху или спереди.Типы прокладок головки показаны на рис.
, рис. 3.15A, лента C.
Прокладки крышки привода ГРМ обычно изготавливаются из тонкого волокна или бумаги. Пробка, волокно и синтетический каучук
используются в различных частях масляного поддона. Во впускном коллекторе используются прокладки из тисненой стали или армированного волокна
. Секции из пробки или синтетического каучука используются на крышке выемки подъемника
впускного коллектора. После использования прокладка теряет большую часть своих герметизирующих свойств. Обычной практикой
является использование новой прокладки при каждой сборке детали.Часто прокладки
покрыты специальным лаком, который расплавляет
и герметизирует все более мелкие интерлейки
между соприкасающимися поверхностями
при прогреве двигателя.
3.1.7.
Навесное оборудование для блока цилиндров
К двигателю
прикреплен ряд деталей, чтобы заключить его и приспособить
к автомобилю. Сюда входят крышки, корпуса
и крепления.
Корпуса Bell.
Колоколообразный кожух, в котором находятся маховик
и сцепление или преобразователь крутящего момента
, прикреплен к задней части блока цилиндров
.Он позиционируется с помощью установочных штифтов
для выравнивания. Смещенные штифты
и регулировочные шайбы между блоком
и колпаком могут использоваться для выравнивания колпака
в стандартных трансмиссиях
, чтобы вал сцепления совпадал с направляющим подшипником. Центровка автоматической коробки передач
упрощена за счет использования привода трансмиссии с гибкой пластиной. Большинство автоматических коробок передач
имеют раструб, тогда как стандартная трансмиссия имеет отдельные раструбные кожухи с рычажными креплениями cluth
.В легковых автомобилях обычно используются алюминиевые кожухи для уменьшения веса
.
Рис. 3.15. Типы прокладок головки блока цилиндров.
A. С металлом снаружи асбеста.
Б. Сталь с тиснением.
C. Стальной сердечник с наружным покрытием из асбеста.
Крышки ГРМ.
Простейшие крышки ГРМ изготавливаются из штампованной или литой стали (рис. 3.16A и B) и крепятся винтами
. Его единственная цель — защитить шестерни от попадания посторонних предметов и удерживать моторное масло в
.Литая крышка также имеет тенденцию заглушать шум привода ГРМ. Некоторые крышки ГРМ
отлиты под давлением. Процесс литья под давлением позволяет получить почти готовую крышку при дополнительных затратах на инструмент
, что уравновешивает экономию затрат на обработку. В некоторых конструкциях крышка привода ГРМ на
усложняется (рис. 3.16С) за счет включения масляного насоса и распределительного привода вместе с топливным насосом
и водяным насосом. С такой крышкой блок не содержит дополнительных приводов.
Рис. 3.16.Крышки ГРМ.
A. Штампованная сталь- B. Литая сталь.
C. Литой с топливным насосом, водяным насосом, масляным насосом и насадками распределителя.
Подвеска двигателя.
Двигатели смонтированы на шасси через резиновые изоляторы. Подвески двигателя
расположены рядом с узлами вибрации, которые являются точками минимальной вибрации. Резина
, используемая в опорах двигателя, специально разработана для поглощения вибраций, характерных для каждой конкретной модели двигателя
.Крепления обычно располагаются примерно на полпути назад с каждой стороны блока.
Последние крепления (рис. 3.17B) удерживают двигатель даже в случае разрыва резины демпфера, в отличие от более ранних креплений
(рис. 3.17A).
Рис. 3.17. Подушки двигателя.
А. Старый стиль.
Б. Новый стиль.
Блоки двигателя: все, что вам нужно знать
блок двигателя , также называемый блок цилиндров или просто блок , это самая большая и тяжелая часть двигателя.Снимите все с двигателя, и этот кусок литого металла останется последним. Его основное предназначение — вмещать цилиндры, в которых работают поршни, а также есть каналы, через которые перекачиваются масло и охлаждающая жидкость. Практически все современные блоки также образуют корпус для коленчатого вала, область, называемую блок-картер .
Поскольку блок большой и прочный, он является идеальным местом для установки многих других частей двигателя — генератора, водяного насоса, насоса гидроусилителя рулевого управления и стартера — все они прикручены к блоку болтами.
Блоки представляют собой неразъемную отливку из чугуна или алюминиевого сплава. За последние два десятилетия алюминиевый сплав все чаще использовался для изготовления блоков цилиндров из-за его небольшого веса. До этого блок делали из чугуна, который намного тяжелее. Блоки из чугуна прочнее алюминия и до сих пор широко используются, особенно в дизельных двигателях из-за более высоких действующих сил сжатия.
Компоненты блока двигателя
Цилиндров
Цилиндры — это пространства, в которых перемещаются поршни.Это большие отверстия точной формы, которые проходят через весь блок, с гладкими стенками, которые создают уплотнение с поршнем.
В блоках, изготовленных из чугуна, цилиндры обычно обрабатываются непосредственно в блоке, стенки растачиваются гладко, а затем обрабатываются с помощью процесса, называемого хонингованием. Алюминий мягче и более подвержен износу, поэтому в блоках из алюминиевого сплава будут использоваться более твердые металлические гильзы цилиндров или гильзы, которые помещаются в форму перед заливкой или закачкой расплавленного алюминия.Такие гильзы иногда также используются там, где требуется отремонтировать или увеличить цилиндр. Стенки цилиндра могут иметь специальное покрытие для уменьшения трения и улучшения теплопроводности.
Обработка поверхности стенок цилиндра имеет жизненно важное значение, поскольку трение между поршнем и стенками цилиндра обычно составляет 20% трения в двигателе. Когда поршень движется вверх и вниз по цилиндру, он должен скользить по масляной пленке, избегая любой контакт металл-металл. Итак, мы хотим, чтобы стены были гладкими, чтобы избежать трения, но если стенки слишком гладкие, масло не прилипнет к ним.Слишком грубые стенки повредят поршневые кольца в местах контакта. Требуется тонкая штриховка, которая создает миллионы крошечных ромбовидных областей, которые могут действовать как резервуары.
Размер и количество цилиндров являются основными показателями объема двигателя. Чем больше цилиндров, тем больше цилиндры дают больше мощности.
Охлаждающая жидкость
При работающем двигателе стенки цилиндра сильно нагреваются — и намеренно; одна из их основных функций — отвод тепла от поршня.Цилиндры окружены полостями, называемыми водные рубашки через которую перекачивается охлаждающая жидкость водяным насосом. Когда двигатель нагреется до температуры, эта охлаждающая жидкость пройдет через радиатор, где охлаждается.
Проходы спроектированы таким образом, чтобы вся система могла быть полностью осушена, и во избежание любых карманов, в которых может скапливаться воздух и образовываться пар.
Обычно охлаждающая жидкость в двигателе течет вверх, так как горячие жидкости естественным образом поднимаются над холодными.Внутри двигателя есть две схемы потока: при последовательном потоке охлаждающая жидкость проходит через все цилиндры, а затем вверх в головку и обратно в направлении передней части двигателя. Параллельным потоком охлаждающая жидкость попадает в головку через отверстия рядом с каждым цилиндром.
Масляные каналы
Масляные каналы внутри двигателя называются галереи . Масло перекачивается масляным насосом из поддона и по галереям.Эти каналы позволяют маслу достигать коленчатого вала и головки блока цилиндров. В этом двигателе Mazda есть галереи, по которым масло подается к маленьким форсункам, которые разбрызгивают нижнюю часть поршней, чтобы они оставались холодными.
Нефтяные штольни высверливаются в блоке после его заливки. Будут вставлены заглушки, чтобы заглушить концы галерей после их обработки.
Возможно, к блоку будут прикреплены масляный фильтр и датчик давления масла. В показанном двигателе Mazda оба находятся в блоке.
Колода
Верхняя поверхность блока, на которой находится ГБЦ, называется колода . Он идеально ровно обработан и сопряжен с нижней стороной ГБЦ . Между блоком и головой будет прокладка головки . На двигателе с более чем одной головкой блока цилиндров, например, в V, W или плоской компоновке, будет площадка, где каждая из головок блока цилиндров встречается с блоком.
Головка блока цилиндров плотно прикручена к блоку, потому что пространство, образованное между стенками цилиндра, головкой и верхом поршня, является камерой сгорания и принимает на себя огромную силу детонации топлива.Поскольку блок массивный и изготовлен из чугуна, он редко коробится, и поэтому настил блока редко нуждается в механической обработке при ремонте двигателя. Это контрастирует с нижней стороной меньшей, более податливой головки блока цилиндров, которая может легко деформироваться.
Картер
Практически все современные блоки цилиндров имеют внизу область, в которой коленвал . Эта область, окружающая коленчатый вал, называется блок-картер .
Коленчатый вал сидит в седлах, окружен подшипниками, а затем зажат крышками коренных подшипников.
Отверстие в нижней части картера будет закрыто масляным поддоном или поддоном, в котором находится моторное масло. Между масляным поддоном и блоком может быть прокладка, или, для этой Mazda, масляный поддон герметизирован жидкой прокладкой, которая по существу похожа на силиконовый герметик.
Подушки двигателя
Блок двигателя используется как точка крепления между двигателем и шасси.Кронштейны, называемые опорами двигателя, привинчиваются к блоку двигателя, а затем через резиновые опоры к шасси или подрамнику.
Заглушки сердечника
Вокруг блока есть отверстия, закрытые металлом. заглушки , также называется пробки замораживания или же дюбели . Несмотря на свое название, эти заглушки — всего лишь остатки процесса литья: в форме для блока используется сжатый песок для образования внутренних пространств, таких как водяные рубашки.Когда металл затвердевает, этот песок встряхивается и вымывается из двигателя через эти большие отверстия. Иногда обработка производится также через отверстия. Затем в отверстие вдавливают тонкую металлическую заглушку, чтобы закрыть его. Если охлаждающая жидкость внутри блока замерзнет из-за недостаточного количества антифриза для внешней температуры, то он расширится. В этой ситуации возможно, что заглушки выскочат до того, как блок треснет, хотя это ни в коем случае не обязательно, и это действительно незначительное побочное преимущество наличия заглушек.
Эти заглушки могут подвергнуться коррозии в течение срока службы блока и начать протекать. Их можно снимать и заменять. Во время восстановления двигателя, возможно, потребуется удалить пробки, чтобы полностью промыть двигатель.
Вспомогательные крепления
В различных точках блока имеются резьбовые отверстия с плоской обработанной поверхностью. Эти точки крепления называются боссов .
Неисправности
Сам блок очень прочный.Он маловероятен из-за своей массы, а коррозия снаружи оказывает незначительное влияние. Блок двигателя редко нуждается в обслуживании в течение срока службы обычного автомобиля, неисправности обычно обнаруживаются и исправляются только во время полного восстановления двигателя. Устранение неисправностей в блоке цилиндров может быть очень дорогостоящим, в основном из-за трудозатрат на разборку двигателя для ремонта.
Трещины
В блоке двигателя могут образоваться трещины как внутри, так и снаружи.Если есть подозрение на трещину, перед разборкой двигателя можно добиться некоторого успеха с помощью химического герметика для блоков. Это химические присадки, которые добавляются к охлаждающей жидкости и могут закрыть небольшие трещины в системе охлаждающей жидкости.
Чугунный блок проверяется на наличие трещин с помощью процесса, называемого магнитным плавлением, при котором цветной металлический мелкий порошок разбрызгивается на блок, в то время как ток применяется для создания магнитного поля. Это поле сильнее вокруг трещин и притягивает порошок к мелким трещинам, что делает их хорошо заметными.
Алюминиевые блоки проверяются на наличие трещин с помощью набора для испытаний с применением пенетрантной краски. Они работают с использованием цветного красителя, который проникает в трещины и делает их более заметными.
После того, как трещина обнаружена, ее можно сварить, но это специализированная работа, поскольку литые материалы сложно сваривать, не ослабляя прилегающую зону.
Износ цилиндра
Со временем на стенках цилиндров из-за высокой температуры образуется глазурь.Если двигатель ремонтируется, цилиндры должны быть очищены от глазури и проверены. Удаление глазури можно произвести, протерев стены денатурированным спиртом или разбавителями для краски, также можно использовать хонинговальный инструмент.
Цилиндры могут иметь коническую форму, при которой верхняя часть цилиндра сужается к низу. Это связано с тем, что основной износ происходит там, где поршневые кольца контактируют со стенкой цилиндра. Цилиндры также могут иметь овальную или овальную форму. В обоих случаях, если это превышает допуск производителя, цилиндры необходимо подвергнуть механической обработке.Диаметр цилиндра следует измерять циферблатным индикатором.
Подшипники коленчатого вала
Седла коленчатого вала могут изнашиваться или смещаться из-за перекоса. Это приводит к неравномерному зажиму коленчатого вала. Процесс обработки для увеличения и выравнивания седел коленчатого вала называется расточкой.
Модификации и обновления
Растачивание двигателя
Одним из способов увеличения мощности двигателя является увеличение его мощности, то есть количества пространства для топлива и воздуха над поршнем.Объем внутри цилиндров можно увеличить, сделав их шире в процессе, известном как расточка двигателя или высверливание . В механическом цехе цилиндры растачиваются для увеличения диаметра, при этом гарантируя, что цилиндр движется точно перпендикулярно коленчатому валу. Как только это будет сделано, двигателю потребуются поршни и поршневые кольца увеличенного размера, подходящие для цилиндра нового размера.
Как делается блок двигателя
Все блоки, за исключением особо специализированных, отливаются путем заливки расплавленного металла в формы.Исторически двигатели отливали из чугуна, но все чаще используется алюминиевый сплав из-за его меньшего веса. В этом видео показан процесс производства блока цилиндров.
Литье блоков двигателя — это процесс массового производства, поэтому специализированные блоки, обычно единичные для изготовления на заказ, фрезеруются из цельного куска алюминия. Он известен как блок цилиндров двигателя, после куска твердого алюминия.
На этом видео из цельного блока алюминия весом 170 кг превращается в блок двигателя.
Блок цилиндров
Блок двигателя современного легкового автомобиля, объединяющий картер и все цилиндры. Головка блока цилиндров прикручивается болтами к поверхности деки сверху. Со стороны отливки можно увидеть множество ребер и выступов. Этот блок предназначен для рядного шестицилиндрового двигателя. Блок дизельного двигателя V6, в котором оба ряда цилиндров, а также картер двигателя образуют и . Двигатель Де Дион-Бутона с отдельным картером, но с моноблочной интеграцией цилиндров и головок, около 1905 года.Отчетливо виден отдельный блок-картер с верхней и нижней половинами (каждая — отлитой), причем нижняя половина составляет как часть опоры главного подшипника, так и масляный поддон. [1]Блок цилиндров представляет собой интегрированную конструкцию, содержащую цилиндр (-ы) поршневого двигателя и часто некоторые или все связанные с ними окружающие конструкции (каналы для охлаждающей жидкости, впускные и выпускные каналы и отверстия, а также картер). Термин «блок цилиндров » часто используется как синоним «блока цилиндров» (хотя технически можно провести различие между блоком цилиндров как дискретным блоком и конструкциями блока цилиндров с еще большей степенью интеграции, которые также включают картер).
С точки зрения основных элементов машины, различные основные части двигателя (такие как цилиндр (и), головка (и) цилиндров, каналы охлаждающей жидкости, впускные и выпускные каналы и картер) концептуально различны, и все эти концепции могут могут быть представлены как отдельные части, скрепленные вместе. Такая конструкция была очень широко распространена в первые десятилетия коммерциализации двигателей внутреннего сгорания (с 1880-х до 1920-х годов), и она все еще иногда используется в определенных приложениях, где она остается выгодной (особенно очень большие двигатели, но также и некоторые небольшие двигатели).Однако это больше не является нормальным способом создания большинства бензиновых и дизельных двигателей, потому что для любой данной конфигурации двигателя существуют более эффективные способы проектирования для производства (а также для обслуживания и ремонта). Обычно они включают объединение нескольких элементов станка в одну отдельную деталь и выполнение (например, литье, штампование и механическая обработка) нескольких элементов в одной установке с одной системой координат станка (станка или другого производственного оборудования).Это снижает удельную стоимость производства (и / или обслуживания и ремонта).
Сегодня большинство двигателей для легковых и грузовых автомобилей, автобусов, тракторов и т. Д. Построено с достаточно высокой степенью интеграции, поэтому слова «моноблок» и «блок» редко используются для их описания; такое построение часто подразумевается. Таким образом, термины «блок двигателя», «блок цилиндров» или просто «блок» можно услышать в гараже или на улице.
Контекст разработки
Переход от широкого использования дискретных элементов (через отдельные отливки) к обширной интеграции элементов (например, в большинстве современных блоков цилиндров) был постепенным прогрессом, который прошел через различные фазы разработки моноблочного двигателя, когда одни элементы были интегрированы, а другие остались. дискретный.Эта эволюция происходила на протяжении всей истории поршневых двигателей, причем здесь и там сосуществовали различные примеры каждой концептуальной вариации. (Это пример того, как история технологий представляет собой изобилие разрозненных точек данных с растущими и убывающими темами и тенденциями, в отличие от любого упрощенного линейного перехода от «плохого» к «хорошему».) Увеличение распространенности все более интегрированные конструкции основывались на постепенном развитии литейного производства и механической обработки для массового производства.Например, практический недорогой двигатель V8 был невозможен до тех пор, пока компания Ford не разработала методы, используемые для создания двигателя V8 с плоской головкой, который вскоре также распространился среди широкой общественности. (Такое технологическое распространение, как правило, происходит посредством духа независимого, конкурентоспособного развития, равно как и посредством передачи технологий или обратного проектирования). Сегодня процессы литья и механической обработки двигателей обычно в высокой степени автоматизированы, и несколько квалифицированных рабочих управляют производством тысяч деталей.
Цилиндры встроены в один или несколько блоков цилиндров
Цилиндры отлиты тремя парами. Цилиндры отлиты из двух блоков по три Перевёрнутый авиадвигатель DB 605 времен Второй мировой войны с моноблочными блоками цилиндров и головкамиБлок цилиндров представляет собой блок, состоящий из нескольких цилиндров (включая их стенки цилиндров, каналы для охлаждающей жидкости, гильзы цилиндров, если они есть, и так далее). В первые десятилетия развития двигателей внутреннего сгорания конструкция с моноблочными цилиндрами была редкостью; цилиндры обычно отливались индивидуально.Объединение их отливок в пары или тройки было ранней победой моноблочной конструкции.
Каждый ряд цилиндров V-образного двигателя (то есть каждая сторона V) обычно состоял из одного или нескольких блоков цилиндров до 1930-х годов, когда были разработаны методы массового производства, которые позволили использовать оба ряда цилиндров и картер двигателя в современном форм-факторе. полностью интегрирован.
A Мокрая гильза Блок цилиндров имеет полностью съемные стенки цилиндров, которые входят в блок с помощью специальных прокладок.Их называют «мокрыми гильзами», потому что их внешние стороны непосредственно контактируют с охлаждающей жидкостью двигателя. Другими словами, вкладыш — это вся стена, а не просто рукав. Конструкции мокрых лайнеров популярны у европейских производителей, в первую очередь Renault и Peugeot, которые продолжают использовать их по сей день. Сухая гильза использует либо материал блока, либо отдельную гильзу, вставленную в блок, чтобы сформировать основу стенки цилиндра. Внутри вставляются дополнительные рукава, которые снаружи остаются «сухими» в окружении материала блока.В случае мокрой или сухой конструкции футеровки футеровки (или гильзы) могут быть заменены, что потенциально позволяет проводить капитальный ремонт или восстановление без замены самого блока; но на самом деле их сложно снимать и устанавливать, и для многих приложений (например, для большинства легковых и грузовых автомобилей последних моделей) двигатель никогда не подвергнется такой процедуре в течение всего срока службы. Скорее всего, он будет утилизирован с заменой нового оборудования — двигателя или всего автомобиля. Иногда это справедливо принижается как симптом общества одноразовых отходов, но, с другой стороны, на самом деле иногда более рентабельно и даже экологически безопасно перерабатывать оборудование и создавать новые экземпляры с эффективными производственными процессами (и с превосходными характеристиками машин и контроль выбросов), чем переоценка старой техники и ремесленного производства.
Блоки цилиндров и блок-картер интегрированы
Двигатель с плоской головкой со встроенным рядом цилиндров и картером. Голова наклонена вверх, открывая колоду. Этот пример типичен для двигателей 1930-1950-х годов.Технология литья на заре двигателей внутреннего сгорания позволяла надежно отливать большие отливки или отливки со сложными внутренними сердечниками, позволяющими создавать водяные рубашки, но не то и другое одновременно. В большинстве ранних двигателей, особенно с более чем четырьмя цилиндрами, цилиндры были отлиты как пары или тройки цилиндров, а затем прикреплены болтами к одному картеру.
По мере совершенствования технологии литья весь блок цилиндров из 4, 6 или 8 цилиндров можно было отливать как один. Это была более простая конструкция и, следовательно, менее затратная (в единицах измерения). Для прямых двигателей это означало, что один блок цилиндров теперь мог включать всех цилиндров плюс картер. Моноблочные прямые четверки, что было необычно, когда Ford Model T была представлена с одной в 1908 году, стали обычным явлением в течение следующего десятилетия, и вскоре после этого последовали моноблочные прямые шестерки. К середине 1920-х годов оба были обычным явлением, и рядные шестерки General Motors (наряду с другими особенностями, которые отличали различные марки и модели GM от Model T) отвлекали долю рынка от Ford.(Все это были конструкции с плоской головкой.) В течение этого десятилетия V-образные двигатели сохраняли отдельную отливку блока для каждого ряда цилиндров, причем оба они были прикреплены болтами к общему картеру (само по себе это отдельная отливка). Для экономии некоторые двигатели были спроектированы так, чтобы использовать одинаковые литые детали для каждого берега, слева и справа. [2] Сложные воздуховоды, необходимые для впуска и выпуска, были слишком сложны, чтобы позволить объединить ряды, за исключением нескольких редких двигателей, таких как Lancia 22½ ° V12 с узким углом поворота 1919 года, в котором действительно удалось использовать моноблочное литье для обоих берегов. [3] Препятствия интеграции рядов V для обычных доступных автомобилей были впервые преодолены Ford Motor Company с ее Ford Flathead V-8, представленной в 1932 году, который был первым V-8 с одним двигателем. блочное литье, впервые поместив доступный V-8 в доступный автомобиль. [4]
В общей водяной рубашке моноблочной конструкции допускалось более близкое расстояние между цилиндрами. Моноблочная конструкция также улучшила механическую жесткость двигателя на изгиб и все более важное значение крутильного скручивания по мере увеличения количества цилиндров, длины двигателя и номинальной мощности.
Большинство двигателей, производимых сегодня, за исключением некоторых необычных V-образных или радиальных двигателей, представляют собой моноблок, состоящий из картера и всех цилиндров. В таких случаях юбки рядов цилиндров образуют своего рода область картера, которую до сих пор часто называют картером, хотя она больше не является отдельной частью.
Комбинированный блок, головка и картер
Легкие потребительские двигатели семейства Honda GC имеют моноблочную конструкцию, в которой головка блока цилиндров, блок и половина картера имеют одинаковое литье, что Honda называет «uniblock». [5] Одной из причин этого, помимо стоимости, является уменьшение общей высоты двигателя. Поскольку конструкция OHC имеет воздушное охлаждение, это возможно благодаря современным технологиям литья алюминия и отсутствию сложных полых пространств для жидкостного охлаждения. Клапаны расположены вертикально, что позволяет производить сборку в этом ограниченном пространстве. С другой стороны, выполнение основного ремонта становится настолько трудоемким, что двигатель можно считать одноразовым. Двигатели семейства Honda GX для коммерческого использования (и их многие популярные подделки) имеют более традиционную конструкцию, состоящую из одного картера и отлитого цилиндра с отдельной головкой блока цилиндров.
Honda производит множество других моноблоков, головной блок-картер под разными названиями, например, серия GXV. Все они могут быть идентифицированы снаружи по прокладке, которая разделяет коленчатый вал пополам под углом примерно 45 °.
Отказ выпускного клапана является обычным явлением, и из-за моноблочной конструкции ремонт настолько трудоемок, что двигатель обычно выбрасывают.
Блок двигателя, картер трансмиссии и картер заднего моста как элементы рамы
Многие конструкции сельскохозяйственных тракторов включают в себя блок двигателя, картер трансмиссии и картер заднего моста в качестве элементов рамы.Вероятно, первым был трактор Fordson, но за ним последовали многие другие. Как и во многих других случаях интеграции компонентов в меньшее количество отливок, движущей силой была более низкая себестоимость единицы продукции.
См. Также
Список литературы
Библиография
Внешние ссылки
Как собрать гоночные двигатели: Руководство по блокам цилиндров
Выбор блока цилиндров в основном зависит от конкретного приложения и часто ограничивается правилами гоночных серий. Требования вашего конкретного приложения могут повлиять на ваш выбор в зависимости от материала блока, расстояния между отверстиями, материала и конфигурации основной крышки, положения кулачка и обрабатываемости.Выбор может быть ограничен производственным блоком с двумя болтами или может быть неограниченным в зависимости от конкретной конкурентной среды. В любом случае полезно установить отправную точку, определив, что используют ваши конкуренты, и оценив это на основе положительных и отрицательных атрибутов, связанных с необходимостью размещения крутящего момента и диапазона мощности.
Этот технический совет взят из полной книги «Конкуренция». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/how-to-build-racing-engines-cylinder-blocks-guide/
В производственном блоке можно создать удивительно хорошую мощность, но сколько еще осталось на столе и как долго он будет жить — это другая история. Многое из того, что здесь обсуждается, вращается вокруг выбора и подготовки блока и того, почему машинист выполняет определенные процедуры. Многие хорошие производители двигателей не выполняют свои собственные машинные работы и поэтому сильно зависят от компетентности выбранного ими машиниста.Тем не менее, вы должны полностью понимать требуемые процедуры обработки и то, как проверить работу машиниста во время предварительной сборки макета.
Блок Chevrolet Sprint Cup R07. (Предоставлено General Motors)
Железные блоки, особенно те, которые изготовлены из более жесткого CGI, остаются основным выбором для большинства сборок двигателей высокого класса для соревнований.
Перед проверкой зазоров в подшипниках вам понадобится измеритель диаметра отверстий с круговой шкалой для проверки посадки поршня, а также диаметров отверстий картера коренной шейки и шейки штока.Вам также понадобится прецизионная линейка для проверки поверхностей деки и центровки главного канала, а также множество других измерительных инструментов, необходимых для выполнения этой задачи. В некоторых вещах можно поверить машинисту, если у вас нет собственного точного оборудования. Это может включать в себя индексацию отверстия подъемника, параллельность осевой линии кулачка и кривошипа, чистоту отверстия и так далее. Вы можете быть первоклассным производителем двигателей, не будучи машинистом, но для этого определенно требуются хорошие рабочие отношения с компетентным машинистом, которому вы можете доверять.
Уход за коротким блоком
Люди говорят, что в коротком блоке не так много энергии. Если это правда, то зачем тратить столько времени на массирование блока и подготовку всех внутренних компонентов? Если двигатель по сути является устройством обработки топлива и воздуха, ясно, что распределительный вал, система впуска, головки цилиндров и система выпуска в значительной степени определяют уровни мощности и положение крутящего момента в эффективном рабочем диапазоне двигателя.Думайте о коротком блоке как о подающем устройстве, которое содержит, связывает и передает мощность на трансмиссию.
Таким образом, он подвергается всем злоупотреблениям со стороны головок цилиндров и сопутствующих производителей электроэнергии. Должно быть тяжело принять наказание. При правильной подготовке он может эффективно увеличить выработку энергии за счет минимизации трения и обеспечения точной работы всех участвующих компонентов. Хорошо подготовленный короткий блок играет важную роль, как и любой другой компонент в силовом арсенале вашего двигателя.В первую очередь следует начать с хорошо подготовленного блока цилиндров.
Тип блока
Материал блока ограничивается железом или алюминиевым сплавом, но необходимо учитывать множество других факторов. Если вес не имеет решающего значения, многие строители по-прежнему предпочитают железные блоки из-за их превосходной стабильности размеров. В последние годы разрыв сократился, поскольку наука о производстве оригинального оборудования повлияла на конструкцию блока, а производители вторичного рынка устранили большинство проблем, которые ранее были связаны с алюминиевыми блоками цилиндров.Современные алюминиевые блоки гораздо более стабильны по размерам, чем их предшественники, и больше не считаются препятствием для максимальной выработки энергии.
Остающийся недостаток — стоимость. Алюминиевые блоки значительно дороже, и их часто пропускают, если вес не является критическим. Это относится к общей массе двигателя и транспортного средства, а также к удельному весу шасси в зависимости от управляемости и динамики транспортного средства. Первоначальный критерий выбора блока цилиндров включает в себя большинство характеристик блока цилиндров d
Википедия
Часть двигателя внутреннего сгорания
Блок современного дизельного двигателя V6.Большие отверстия — это цилиндры, маленькие круглые отверстия — это монтажные отверстия, а маленькие овальные отверстия — это охлаждающие или масляные каналы.Блок цилиндров — это конструкция, которая содержит цилиндры и другие части двигателя внутреннего сгорания. В раннем автомобильном двигателе блок цилиндров состоял только из блока цилиндров, к которому крепился отдельный картер. Современные блоки цилиндров обычно имеют картер, объединенный с блоком цилиндров как единый компонент.Блоки двигателя часто также включают в себя такие элементы, как каналы охлаждающей жидкости и масляные галереи.
Термин «блок цилиндров» часто используется как синоним блока цилиндров, хотя технически блок современного двигателя (то есть несколько цилиндров в одном компоненте) классифицируется как моноблок. Другой распространенный термин для блока двигателя — просто «блок».
Компоненты блока двигателя []
Двигатель De Dion-Bouton, около 1950 года. Головки цилиндров интегрированы в блок цилиндров, однако картер двигателя находится отдельно.В нижней половине картера также находится масляный поддон. [1]Основная конструкция двигателя (то есть длинный блок, исключая любые движущиеся части) обычно состоит из цилиндров, каналов охлаждающей жидкости, масляных каналов, картера и головки (головок) цилиндров. Первые серийные двигатели 1880-1920-х годов обычно использовали отдельные компоненты для каждого из этих элементов, которые были скреплены вместе во время сборки двигателя. Однако современные двигатели часто объединяют многие из этих элементов в один компонент, чтобы снизить производственные затраты.
Переход от отдельных компонентов к блоку двигателя, объединяющему несколько элементов (моноблочный двигатель), происходил постепенно на протяжении всей истории двигателей внутреннего сгорания. Интеграция элементов основана на развитии литейного производства и методов обработки. Например, практический недорогой двигатель V8 был невозможен до тех пор, пока компания Ford не разработала методы, используемые для создания двигателя Ford V8 с плоской головкой. Затем эти методы были применены к другим двигателям и производителям.
Блоки цилиндров []
Цилиндры, отлитые тремя парами (на судовом двигателе)
Цилиндры, отлитые в два блока по три
Цилиндры, отлитые в один блок из шести, со встроенным картером (турбонагнетатель на заднем плане)
Блок цилиндров — это конструкция, которая содержит цилиндр, а также гильзы цилиндров и каналы для охлаждающей жидкости. В первые десятилетия развития двигателей внутреннего сгорания цилиндры обычно отливались индивидуально, поэтому блоки цилиндров обычно производились индивидуально для каждого цилиндра.После этого двигатели начали объединять два или три цилиндра в единый блок цилиндров, при этом двигатель сочетал несколько таких блоков цилиндров, объединенных вместе.
В ранних двигателях с несколькими рядами цилиндров — таких как двигатели V6, V8 или Flat-6 — каждый ряд обычно представлял собой отдельный блок цилиндров (или несколько блоков на ряд). С 1930-х годов были разработаны методы массового производства, позволяющие интегрировать оба ряда цилиндров в один и тот же блок цилиндров.
Гильзы цилиндров []
Гильза с мокрой гильзой В блоках цилиндров используются полностью съемные стенки цилиндров, которые входят в блок с помощью специальных прокладок.Их называют «мокрыми гильзами», потому что их внешние стороны непосредственно контактируют с охлаждающей жидкостью двигателя. Другими словами, вкладыш — это вся стена, а не просто рукав.
Преимущества мокрых футеровок — это меньшая масса, меньшая занимаемая площадь и более быстрый нагрев охлаждающей жидкости при холодном пуске, что снижает расход топлива при пуске и быстрее обеспечивает обогрев кабины автомобиля.
Гильза Сухая гильза В блоках цилиндров используется либо материал блока, либо дискретная гильза, вставленная в блок для формирования основы стенки цилиндра.Внутри вставляются дополнительные рукава, которые снаружи остаются «сухими» в окружении материала блока.
Для мокрой или сухой конструкции футеровки футеровки (или гильзы) могут быть заменены, что потенциально позволяет провести капитальный ремонт или восстановление без замены самого блока, хотя это часто не является практичным вариантом ремонта.
Проходы охлаждающей жидкости []
Масляные каналы []
Картер []
Моноблоки []
Типичный двигатель 1930-1960 годов с плоской головкой и встроенным картером (для наглядности головка блока цилиндров наклонена вверх)Двигатель, в котором все цилиндры имеют общий блок, называется моноблочным двигателем.Большинство современных двигателей (включая легковые, грузовые, автобусы и тракторы) используют моноблочную конструкцию того или иного типа, поэтому некоторые современные двигатели имеют отдельный блок для каждого цилиндра. Это привело к появлению термина «блок двигателя», обычно подразумевающего моноблочную конструкцию, а сам термин «моноблок» используется редко.
В первые годы существования двигателя внутреннего сгорания технология литья могла производить либо большие отливки, либо отливки со сложными внутренними сердечниками, чтобы можно было использовать водяные рубашки, но не то и другое одновременно.В большинстве ранних двигателей, особенно с более чем четырьмя цилиндрами, цилиндры были отлиты как пары или тройки цилиндров, а затем прикреплены болтами к одному картеру.
По мере совершенствования технологии литья можно было изготавливать целый блок цилиндров из 4, 6 или 8 цилиндров в виде одной детали. Эта моноблочная конструкция была проще и дешевле в производстве. Для двигателей с рядной конфигурацией это означало, что все цилиндры, плюс картер, могли быть изготовлены из одного компонента.Одним из первых двигателей, производимых с использованием этого метода, является 4-цилиндровый двигатель Ford Model T, представленный в 1908 году. Этот метод распространился на рядные шестицилиндровые двигатели и широко использовался к середине 1920-х годов.
Вплоть до 1930-х годов в большинстве V-образных двигателей сохранялась отдельная отливка блока для каждого ряда цилиндров, причем оба они были прикреплены болтами к общему картеру (само по себе это отдельная отливка). Для экономии некоторые двигатели были спроектированы так, чтобы использовать одинаковые литые детали для каждого берега, слева и справа. [2] (p120) Редким исключением является узкоугольный V12 Lancia 22½ ° 1919 года, в котором использовался цельный блок, сочетающий оба берега. [2] (pp50-53) Форд V-8 с плоской головкой, представленный в 1932 году, стал значительным шагом вперед в производстве доступных V-образных двигателей. Это был первый двигатель V8 с монолитным блоком цилиндров, впервые сделавший V8 доступным автомобилем. [3]
Общая водяная рубашка моноблочной конструкции допускала более близкое расстояние между цилиндрами. Моноблочная конструкция также улучшила механическую жесткость двигателя на изгиб и все более важное значение крутильного скручивания по мере увеличения количества цилиндров, длины двигателя и номинальной мощности.
Встроенный блок-картер []
Большинство блоков цилиндров сегодня, за исключением некоторых необычных V-образных или радиальных двигателей и больших судовых двигателей, представляют собой моноблоки для всех цилиндров плюс интегрированный блок-картер. В таких случаях юбки рядов цилиндров образуют своего рода область картера, которую до сих пор часто называют картером, хотя она больше не является отдельной частью.
Использование стальных гильз цилиндров и вкладышей подшипников сводит к минимуму влияние относительной мягкости алюминия. В некоторых конструкциях двигателей для снижения веса вместо гильз цилиндров используется плазменно-дуговое термическое напыление.Их также можно производить из чугуна с компактным графитом (CGI), например, в некоторых дизельных двигателях. [4]
Встроенная головка блока цилиндров []
Авиадвигатель DB 605 с перевернутым двигателем V12Двигатель Honda GX 160 в газонокосилке с сиденьем
В некоторых современных небольших двигателях потребительского класса используется моноблочная конструкция, в которой головка блока цилиндров, блок и половина картера имеют одинаковое литье. Одной из причин этого, помимо стоимости, является более низкая общая высота двигателя. Недостатком может быть то, что ремонт становится более трудоемким и, возможно, непрактичным.
Примером двигателей со встроенными головками блока цилиндров являются двигатели серии Honda GC и GXV, которые Honda иногда называет «Uniblock». [5]
Интегрированная коробка передач []
В некоторых автомобилях с поперечным расположением двигателей использовался блок цилиндров, состоящий из интегрированной трансмиссии и картера. Автомобили, которые использовали эту схему, включают Lamborghini Miura [6] 1966-1973 годов и несколько автомобилей с двигателями BMC серии A и E. [7] [8] Такая конструкция часто приводит к тому, что двигатель и трансмиссия используют одно и то же масло.
Многие конструкции сельскохозяйственных тракторов имеют блок цилиндров, картер, трансмиссию и задний мост, объединенные в единый блок. Одним из первых примеров является трактор Fordson.
Материал блока []
Блоки двигателя обычно отливаются из чугуна или алюминиевого сплава. Алюминиевый блок намного легче по весу и лучше передает тепло охлаждающей жидкости, но железные блоки сохраняют некоторые преимущества, такие как долговечность и лучшие зазоры от теплового расширения.
См. Также []
Список литературы []
Компоненты ДВС — блок цилиндров — x-engineer.org
Компоненты ДВС — блок цилиндров
Блок цилиндров — один из самых больших, самых тяжелых и важных компонентов двигателя внутреннего сгорания. Блок двигателя закреплен на кузове автомобиля с помощью пассивных упругих опор или более совершенных активных гидравлических амортизаторов. Блок цилиндров иногда называют блоком цилиндров , но он имеет то же значение.
Основные функции блока цилиндров:
- содержит некоторые движущиеся части двигателя: поршень, шатун, коленчатый вал
- содержит часть контура охлаждения
- вместе с головкой блока цилиндров образует камеру сгорания
- опора для части контура смазки: масляный поддон, масляный насос, масляный фильтр
- опора для вспомогательных устройств: стартер, компрессор кондиционера, генератор, впускной и выпускной коллекторы и т. Д.
Изображение: основные компоненты ДВС
- крышка головки блока цилиндров
- головка блока цилиндров
- блок цилиндров
- масляный поддон
Головка блока цилиндров установлена на верхней части блока цилиндров. Он фиксируется длинными болтами, которые проходят через головку блока цилиндров и ввинчиваются в блок цилиндров. Между головкой блока цилиндров и блоком цилиндров имеется прокладка головки блока цилиндров , которая помогает герметизировать камеру сгорания и контуры охлаждения.
В зависимости от двигателя блок цилиндров может быть однокомпонентным или разделенным на две части: верхний и нижний.
Изображение: Ecotec 2.0L I-4 VVT DI Turbo Алюминиевая отливка блока цилиндров
Источник: GM
- Опора крепления коленчатого вала
- Проход контура охлаждающей жидкости
- цилиндр
- резьбовое отверстие (для болтов головки блока цилиндров)
- Проход контура смазки
- Опора вспомогательного оборудования
Во время работы двигателя на блок цилиндров воздействуют высокие механические и термические нагрузки. Блок двигателя должен выдерживать очень высокие силы, давления, вибрации и температуры.Цилиндры должны иметь низкий коэффициент трения, но высокую жесткость. При этом масса блока цилиндров должна быть как можно меньше.
Изображение: Ecotec 2.0L I-4 VVT DI Turbo Нижняя и верхняя части блока цилиндров из алюминия
Источник: GM
Обычно блок двигателя изготавливается из литого чугуна. Это экономичное решение. Производительные двигатели изготовлены из алюминиевого сплава, который по сравнению с железными блоками цилиндров имеет следующие преимущества:
- меньшая масса
- более высокая теплопроводность
- лучшая износостойкость
- простота изготовления
Самый важный недостаток блок цилиндров на основе алюминия дороже.
В зависимости от конфигурации цилиндров мы можем иметь блоки цилиндров различной геометрии:
- вертикальный блок цилиндров (например, I-4, GM Ecotec): все цилиндры однорядные (прямые двигатели)
- “V” блок цилиндров (например, V8, Ford Mustang): с двумя рядами цилиндров (смещены под углом 90 ° — 120 °)
- горизонтальный блок цилиндров (например, 4 оппозитных, Subaru): цилиндры противоположные под углом 180 ° (оппозитный двигатель)
- Блок цилиндров «W» (e.