Клапана головки блока цилиндров: Клапана головки блока цилиндров купить в России по лучшим ценам на PromPortal.su
Мастерская. Головка блока цилиндров: Не ломай голову! — журнал За рулем
Как ни удивительно, в нормативные документы некоторых автозаводов по сей день заложены допотопные технологии ремонта. Нерадивым владельцам сервисов это на руку: пусть слесари работают «молотком и зубилом», подражая Адаму Козлевичу, — зато не нужно тратиться на их переобучение. А низкое качество ремонта вовремя заметит далеко не каждый современный «гламурный» клиент!
На этом зарубежном станке любо-дорого работать. Разборка или сборка клапанного механизма занимает считаные минуты. Основание, на котором лежит головка, податливо, причем ровно настолько, чтобы хорошо подпирать клапан без риска согнуть его стержень.
На этом зарубежном станке любо-дорого работать. Разборка или сборка клапанного механизма занимает считаные минуты. Основание, на котором лежит головка, податливо, причем ровно настолько, чтобы хорошо подпирать клапан без риска согнуть его стержень.
Вот примеры. Кто же не знает, что такое рассухаривать клапаны! Обычно работают ручными приспособлениями: нажав одной рукой рычаг, другой вынимают сухари. Операция трудная (нажать нужно крепко) и при этом ювелирная: если сухари хорошенько спеклись в тарелке пружины, а упор под клапаном жесткий и не посередине, недолго и стержень погнуть. Нередко сухари пригорают к клапану так, что при попытке их освободить выстреливают в самый дальний угол мастерской. Найти потом эти мелкие детальки непросто, поэтому без запасных работу лучше и не затевать. Обратная операция — засухаривание — ничуть не проще.
Станок фирмы «Саннен» — внешне прост, но своих денег стоит! Не возьмется ли за изготовление подобного кто-то из наших производителей? На станке можно восстанавливать седла и растачивать изношенные отверстия для их посадки, ремонтировать отверстия под гидротолкатели, высверливать шпильки и т. д.
Станок фирмы «Саннен» — внешне прост, но своих денег стоит! Не возьмется ли за изготовление подобного кто-то из наших производителей? На станке можно восстанавливать седла и растачивать изношенные отверстия для их посадки, ремонтировать отверстия под гидротолкатели, высверливать шпильки и т. д.
д.
А как меняют направляющие втулки клапанов? Некоторые «специалисты» — очень просто: зачем подогревать головку и охлаждать втулку, если молотком, что потяжелей, можно и так вбить! Но алюминий головки легко сминается, разбитое отверстие под втулку обещает увеличенный расход масла, а она сама может оказаться не соосной с седлом. Ох и намучается клиент!
Отдельная история — ремонт седел клапанов. Каждое надо обработать вручную тремя фрезами, заточенными под разными углами. Затем править специальным абразивным кругом, потом притирать клапаны. И все на глазок. Какое уж тут качество! Ширина рабочих кромок клапанов получается разной, что сказывается на их долговечности. А потом нужно проверить качество притирки клапанов с применением керосина или с помощью приспособления, создающего давление в камере сгорания. Увы, нередко керосин вытекает или быстро падает давление — значит, все начинай сначала: притирай, проверяй герметичность… Это может повторяться не раз. Ручные работы очень трудоемки, требуют хорошего навыка, а результат нестабилен, достичь требуемого качества удается не всегда.
Сердце станка для ремонта седел — режущая головка, позволяющая обработать их с высокой точностью. В результате притирка клапанов становится излишней.
Сердце станка для ремонта седел — режущая головка, позволяющая обработать их с высокой точностью. В результате притирка клапанов становится излишней.
Что делать с головкой, у которой после нескольких ремонтов просажены седла? Без надлежащего оборудования и опыта работы с жидким азотом их не заменить. Вердикт один: замена головки. А это и дорого, и не дает гарантии, что новая будет без изъяна.
Еще пример — «неустранимый» стук толкателей на вазовских моторах. О нем в заводской технологии ни слова! Однажды заказчик уговорил меня разобраться с толкателем, который довел бедолагу почти до сумасшествия. Я полдня колесил по автомагазинам в поисках некондиционного толкателя — с увеличенным, насколько нужно, наружным диаметром. Попадаются разные. Наконец подходящий для меня брак нашелся. При таком качестве почему бы АВТОВАЗу не договориться с поставщиками толкателей о производстве «ремонтных» деталей?
При таком качестве почему бы АВТОВАЗу не договориться с поставщиками толкателей о производстве «ремонтных» деталей?
Проверка герметичности клапанов — минутное дело. Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.
Проверка герметичности клапанов — минутное дело. Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.
А как поступают многие сервисы, если изношены опоры распределительного вала? Головка автоматически идет в утиль, а ведь это дорогой узел!
Как я поступаю с головкой, когда вылечить болезнь сложнее, чем просто притереть новый клапан? Предпочитаю поручить ремонт специализированной фирме. Сделают быстро, возьмут за услуги по совести, к тому же выиграет качество.
К станку для фрезерных работ прилагается целый арсенал приспособлений: режущие головки, направляющие пилоты и прочее.
К станку для фрезерных работ прилагается целый арсенал приспособлений: режущие головки, направляющие пилоты и прочее.
…Итак, головка блока снята. Первым делом ее микрометрируют для оценки состояния и выбора необходимых ремонтных операций. Например, если будет в том необходимость, постель распределительного вала восстанавливают на координатно-расточном станке. Для демонтажа и монтажа клапанов есть специализированные станки с наборами съемников клапанов, различными щипцами — захватами сухарей и т. д. Жесткость основания, на которое опирается головка блока, подобрана так, что погнуть клапаны невозможно.
Один из пилотов. Очень малый угол конусности посадочной части позволяет ему располагаться в отверстии втулки идеально соосно, что обеспечивает высокое качество обработки седла.
Один из пилотов. Очень малый угол конусности посадочной части позволяет ему располагаться в отверстии втулки идеально соосно, что обеспечивает высокое качество обработки седла.
Старые направляющие втулки выпрессовывают, предварительно подогрев головку: меньше натяг — меньше вреда для материала. Новые втулки перед установкой еще и охлаждают в жидком азоте, а запрессовывают опять-таки в горячую головку — и они почти свободно, без перекоса, влетают в посадочные отверстия, не повреждая их.
Новые втулки перед установкой еще и охлаждают в жидком азоте, а запрессовывают опять-таки в горячую головку — и они почти свободно, без перекоса, влетают в посадочные отверстия, не повреждая их.
Среди средств ремонта головки выделю станок для восстановления седел, внешне — своего рода симбиоз вертикально-фрезерного и горизонтально-сверлильного станков. Укомплектован несколькими режущими головками и целым арсеналом пилотов. Подобранный пилот конической частью (угол конусности мал, на глаз и не заметишь!) плотно входит в отверстие направляющей втулки, а его цилиндрическая часть выполняет роль базы, относительно которой вращается режущая головка. Она позволяет обработать сразу три фаски с разными углами, притом с такой чистотой, что после этого притирка клапанов не нужна.
Завершающая операция — проверка герметичности клапанов на вакуумной установке: вместо давления на клапан изнутри его присасывают к седлу внешним разрежением. Клапан для этого и засухаривать не обязательно, достаточно слегка пристучать. Если герметичность в норме, атмосферное давление прекрасно держит клапан закрытым и без пружин. Кстати, в продаже появилось немало ручных вакуумных насосов, но есть умельцы-ремонтники, которые делают их сами на базе поршневых электронасосов для накачки шин. Естественно, такой насос подключают к головке блока не выходом, а входом.
Если герметичность в норме, атмосферное давление прекрасно держит клапан закрытым и без пружин. Кстати, в продаже появилось немало ручных вакуумных насосов, но есть умельцы-ремонтники, которые делают их сами на базе поршневых электронасосов для накачки шин. Естественно, такой насос подключают к головке блока не выходом, а входом.
Автор благодарит ООО «Хонсервис» за содействие в подготовке статьи.
Мастерская. Головка блока цилиндров: Не ломай голову!
Мастерская. Головка блока цилиндров: Не ломай голову!
Мастерская. Головка блока цилиндров: Не ломай голову!
Мастерская. Головка блока цилиндров: Не ломай голову!
Знакомство с опытом и рекомендациями немецкой фирмы Kolbenschmidt по сборке двигателя позволяет сделать следующий вывод: грамотно собрать двигатель способен только моторист, владеющий технологиями ремонта его деталей. Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
О них и пойдет сегодня речь.
Ремонт и сборка головки блока, как, впрочем, и других узлов двигателя, начинается с проведения необходимых измерений и проверок. Причем особое внимание необходимо уделять именно седлам клапанов.
Зачем это нужно?
Седло клапана — едва ли не самый ответственный элемент головки блока, в чем легко убедиться, анализируя условия работы клапана. Одно из главных условий — это надежное уплотнение сопряжения клапана с седлом, при котором утечки газов из камеры сгорания минимальны, а компрессия — максимальна. Выполнение этого условия одновременно означает обеспечение хорошего теплового контакта клапана с седлом. Другими словами, плотное прилегание клапана к седлу позволяет отводить тепло от нагретой горячими газами тарелки через седло в головку блока, охлаждаемую жидкостью. И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
Очень важно, чтобы герметичность сопряжения сохранялась в течение всего срока службы двигателя. Это достигается приданием уплотняющим фаскам седла и клапана специального профиля, компенсирующего износ сопряженных поверхностей. Кроме того, правильная геометрия седла уменьшает сопротивление при впуске топливовоздушной смеси и выпуске отработавших газов, учитывая экономические и мощностные показатели двигателя.
Вполне естественно, что в процессе эксплуатации седла и фаски клапанов изнашиваются. Нередки и более серьезные дефекты седел, которые удается обнаружить при тщательном контроле головки блока.
Как проверить седло?
Прежде чем приступить к проверке, необходимо тщательно очистить поверхность камер сгорания и седел — под слоем нагара могут скрываться трещины. Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.
В зависимости от характера дефектов принимается решение о ремонте старых седел или необходимости замены их на новые.
Менять седло необходимо в следующих случаях:
обнаружена трещина в стенке камеры сгорания, и предполагается ремонт головки блока сваркой;
вокруг внешнего диаметра седла наблюдаются следы коррозии;
на седле обнаружена трещина или имеются следы его обгорания;
большой износ седла, ведущий к его чрезмерному «углублению» при ремонте.
Последний дефект может привести к тому, что тарелка клапана сильно «провалится», и стержень клапана выдвинется вверх, нарушив работу гидротолкателя.
Если один из указанных дефектов обнаружен, необходимо заменить дефектные седла, строго соблюдая технологию замены. Такая технология рекомендована, в частности, фирмой Kolbenschmidt.
Как заменить седло?
Вообще говоря, замена седла — операция несложная и может быть выполнена несколькими способами.
Вначале необходимо удалить старое седло. Для этого удобнее всего использовать специализированный станок для ремонта головок блока, хотя вполне допустимо использовать универсальное станочное оборудование (расточной или фрезерный станок) или даже ручные приспособления для ремонта седел.
Перед обработкой с помощью направляющего стержня (пилота) головка блока устанавливается на станке так, чтобы обеспечить соосность отверстия направляющей втулки и режущего инструмента. Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.
Гнездо седла желательно расточить для обеспечения его соосности с направляющей втулкой. В головках двигателей старых конструкций, имеющих толстые стенки, допустимо обработку гнезда не проводить, если его поверхность не имеет дефектов и чрезмерных отклонений от цилиндричности.
При наличии трещин в головке блока их разделывают и заваривают, и лишь после обработки сварных швов растачивают гнезда для седел.
Сама опрессовка — операция не сложная, однако достаточно трудоемкая. Ее проводят в горячей воде сжатым воздухом под давлением 5-6 атм — обычно этого достаточно, чтобы пузырьки в местах скрытых трещин сделали их видимыми.
При растачивании гнезда на станке следует придерживаться определенных режимов резания: для чугунных головок — 100-250 об/мин без масла, а для алюминиевых — 400-600 об/мин с маслом. После обработки диаметр гнезда у двигателей прошлых лет выпуска должен быть в среднем на 2,5 мм больше диаметра тарелки клапана, а глубина — 4,5-6,5 мм. У новых моторов диаметр гнезда под седло может и не превышать диаметра тарелки из-за недостаточной толщины стенок.
Новые седла изготавливаются из специальных чугунов или спеченных материалов. Некоторые фирмы выпускают заготовки седел в виде труб с соответствующими наружным и внутренним диаметрами либо уже готовые седла с увеличенным наружным диаметром.
Материал седла имеет решающее значение для долговечности и надежности двигателя. Поэтому некоторые производители (включая фирму Kolbenschmidt) выпускают седла из специальных материалов. Так, для высоконагруженных моторов находит применение композиционный материал — высокодисперсный карбид вольфрама, распределенный в матраце из инструментальной стали. По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо- и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
При изготовлении седла важно выдержать натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, который обычно меньше диаметра тарелки клапана на 2,5 мм. Кроме того, необходимо выполнить на седле заходную фаску, исключающую задир гнезда при установке седла.
Чтобы удалить старое седло, его растачивают до момента, пока оставшееся тонкое кольцо не провернется. После чего гнездо растачивают «как чисто» или под готовое новое седло
Установка седла — наиболее ответственный этап работы. Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
Для облегчения установки седла головку блока следует подогреть до 180-200oС, а само седло охладить в жидком азоте или углекислоте. Запрессовка осуществляется ударным способом и быстро, чтобы до ее окончания не произошло выравнивание температуры деталей.
Как поправить седло?
Изношенное или замененное седло обрабатывается для придания ему соответствующего профиля. Очевидно, этот профиль должен соответствовать форме тарелки клапана, иначе возможны негерметичность сопряжения, перегрев и разрушение тарелки и седла клапана.
Поверхность контакта тарелки с седлом должна располагаться на расстоянии 0,4-0,8 мм от наружного диаметра тарелки. Приближение поверхности контакта к кромке тарелки улучшает перенос тепла от клапана в седло. Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
Приближение поверхности контакта к кромке тарелки улучшает перенос тепла от клапана в седло. Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
Чтобы добиться требуемого профиля седла, рекомендуется вначале обрабатывать основной угол седла (его обычно делают на 0,5-1o меньше угла фаски клапана, чтобы ускорить приработку клапана к седлу), затем — верхний угол для обеспечения высоты рабочей фаски седла, после чего — угол, примыкающий к поверхности камеры сгорания, обеспечивающий нужный диаметр седла.
Очень важна ширина рабочей фаски седла. Обычно для впускных седел ширина рабочей фаски составляет 1,0-1,5 мм, для выпускных — 1,5-2,0 мм. Для седел 16-клапанных моторов, имеющих диаметр тарелки менее 31-32 мм, ширину фаски можно уменьшить в 1,5-2 раза.
Для качественной обработки седел применяют разные методы: шлифовку, расточку специальными фрезами и резцами — вручную или на специализированных станках.
Наиболее простой способ обработки — твердосплавными ручными фрезами («шарошками»). Купить этот недорогой отечественный инструмент сейчас можно во многих местах.
Установка нового седла выполняется с помощью оправки ударным способом
В результате обработки профиль седла получается несколько упрощённым, наблюдается незначительная неконцентричность седла и оси отверстия направляющей втулки. Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.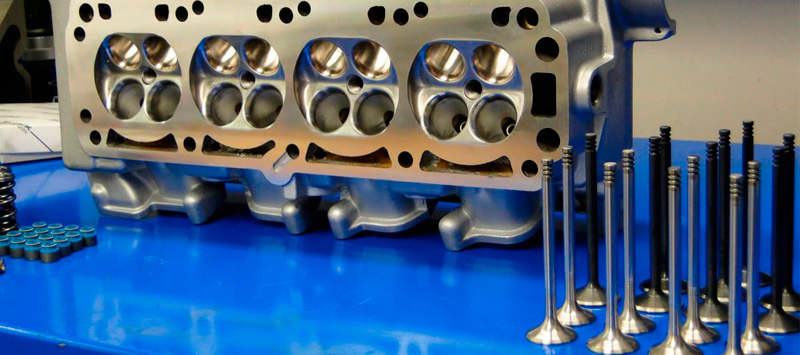
Прекрасные результаты дает использование инструмента американской фирмы NEWAY. На нём твёрдосплавные резцы имеют несколько режущих кромок и могут регулироваться по диаметру. Такой инструмент обладает достаточной универсальностью и обеспечивает хорошую точность и чистоту поверхности, которая не требует последующей притирки. Простота NEWAY делает его привлекательным для использования в условиях СТО.
Самые широкие возможности даёт обработка профильным резцом. В этом случае геометрия седла заложена в профиле самого инструмента. Ошибок и неточностей здесь уже быть не может. Сёдла получаются в точности такими, какими их спроектировали конструкторы мотора. Более того, все сёдла получаются одинаковыми, а для работы мотора это немаловажный момент. Проводить такую обработку позволяют не только специализированные станки, но и относительно недорогие установки с ручным приводом, выпускаемые иностранными фирмами.
Аналогичные возможности имеет и отечественная установка «Механика-2». Основой конструкции является самоустанавливающийся шпиндель с микроподачей.
Основой конструкции является самоустанавливающийся шпиндель с микроподачей.
Обработка сёдел на такой установке идёт минимум в три раза быстрее, чем ручными шарошками, за счёт одновременной обработки всех фасок седла, причем можно получить профиль любого сечения, а также удалить изношенное седло и обработать гнездо под запрессовку нового. Последнее весьма удобно при производстве тюнинговых и спортивных ГБЦ с «радиусным» профилем и увеличенным диаметром седла.
В промышленном ремонте используются специализированные «головочные» машины. В России такие станки пока не выпускаются, а из импортных моделей популярны SUNNEN, SERDI, BERCO и AMC. Такое оборудование позволяет выполнять любые необходимые операции и обрабатывать или заменять сёдла и направляющие на любых ГБЦ. Шпиндельная часть станка свободно перемещается по станине на воздушной подушке, что облегчает самоцентрирование резца.
Точность обработки седла на указанном оборудовании очень высока, что обеспечивает хорошую герметичность клапана после сборки узла. Напротив, после обработки недорогим ручным инструментом рабочая фаска седла нередко не концентрична оси отверстия направляющей втулки (несоосность более 0,02 мм), а поверхность фаски оказывается некруглой или имеет характерное «дробление». Тогда приходится прибегать к дополнительной операции — притирке клапана к седлу.
Напротив, после обработки недорогим ручным инструментом рабочая фаска седла нередко не концентрична оси отверстия направляющей втулки (несоосность более 0,02 мм), а поверхность фаски оказывается некруглой или имеет характерное «дробление». Тогда приходится прибегать к дополнительной операции — притирке клапана к седлу.
Притирка хорошо освоена и широко применяется на большинстве отечественных СТО. Более того, в некоторых мастерских весь процесс ремонта седел вообще ограничивают одной притиркой, получая в результате совершенно произвольную форму сопряжения седла и клапана. Зарубежные фирмы притирку не рекомендуют ни в каком виде, на что есть весьма серьезные причины.
Действительно, при высокой точности обработки, характерной для импортного оборудования, притирка не нужна. В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
Так что притирать клапан или нет — решайте сами.
После тщательной мойки всех деталей проводят контроль герметичности клапанов. Быстрее всего эта проверка выполняется на специализированных вакуумных установках. Однако результат не всегда достоверен — усилие прижатия тарелки к седлу достаточно велико, и некоторые погрешности обработки (в частности, несоосность стержня и фаски клапана или отверстия направляющей втулки и седла) могут быть не замечены. На наш взгляд, даже простая проверка прилегания клапана «по краске» более достоверна. В некоторых мастерских герметичность клапанов проверяют, наливая в камеру керосин, но это сложнее и дольше.
Последняя проверка — на «выступание» стержня клапана — необходима в основном для двигателей с гидротолкателями. Если тарелка слишком сильно выступает в камеру сгорания, его стержень «утоплен», и гидротолкатель не выберет зазора в приводе — не хватит хода плунжера. Такая ситуация возможна после установки новых седел. При ремонте старых седел возможно «проваливание» тарелок, при котором клапаны после сборки головки могут зависнуть в открытом положении, уперевшись в полностью сжатые гидротолкатели.
Что еще надо сделать?
Безусловно, отремонтированная головка блока перед сборкой должна иметь ровную привалочную плоскость. Восстанавливается плоскость обработкой на плоскошлифовальном или фрезерном станках, но наилучшие результаты дает обработка на специализированном станке (такое оборудование выпускается рядом зарубежных фирм). Определенную сложность представляет обработка головок дизельных двигателей с форкамерами. Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
Строго говоря, форкамеры должны иметь выступание над поверхностью ГБЦ в пределах 0,02-0,05мм. Соблюдение этого требования значительно усложняет работу: необходимо удаление форкамер, затем обработка ГБЦ по плоскости, затем запрессовка новых форкамер в головку прямо на столе шлифовального станка, а уже затем обработка только поверхности форкамер. На практике «хорошо сидящие» в головке блока форкамеры лучше без острой необходимости «не беспокоить». Их выступание при обработке плоскости получится само, за счёт «отжатия» инструмента — с твёрдой стенки форкамеры станок снимет меньше металла, чем мягкого материала головки.
На практике «хорошо сидящие» в головке блока форкамеры лучше без острой необходимости «не беспокоить». Их выступание при обработке плоскости получится само, за счёт «отжатия» инструмента — с твёрдой стенки форкамеры станок снимет меньше металла, чем мягкого материала головки.
Итак, все сделано — отремонтировано, восстановлено, проверено, промыто. Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
Перед установкой клапанов в головку необходимо смазывать их стержни маслом, а при установке маслосъемных колпачков не стоит забивать их «со всей ненавистью» — на некоторых двигателях колпачки не имеют упора и легко могут оказаться порваны.
В остальном сборка головки блока обычно не вызывает затруднений. Перед установкой головки на блок цилиндров желательно повернуть распределительный вал в положение, соответствующее ВМТ 1-го цилиндра, а поршни поворотом коленвала несколько отвести от ВМТ, чтобы не погнуть клапаны. Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения.
Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения.
Контроль прилегания клапана к седлу — необходимая процедура при ремонте седел
(Журнал «Автомобиль и сервис», апрель 2001)
ДМИТРИЙ ДАНЬШОВ, директор фирмы «Механика», АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
Объяснение материалов, опций и терминов
Со всем специализированным жаргоном и бесчисленными доступными функциями заказ головок цилиндров может быть сложным процессом. Вот некоторая информация о головках цилиндров, чтобы упростить процесс.
Помните те игры с бумажным лабиринтом, в которые вы играли в детстве, когда вы маневрировали дорожкой карандаша через 87 различных проходов, чтобы добраться до конечного пункта назначения? Выбор головки блока цилиндров может показаться таким. Даже после сужения вариантов остается лабиринт вариантов, стилей и вариантов выбора.
В отличие от карбюраторов или свечей зажигания, головки цилиндров сильно зависят от двигателя. В этой статье будут описаны все основные детали головки блока цилиндров, термины и то, какие из них имеют решающее значение для вашей сборки.
В этой статье будут описаны все основные детали головки блока цилиндров, термины и то, какие из них имеют решающее значение для вашей сборки.
Алюминий против железа
При выборе материала решающим фактором будет ваш бюджет. Железные головки обычно дешевле из-за более низкой стоимости материалов, но алюминиевые головки более доступны, чем когда-либо, и легко доступны. Когда дело доходит до производительности, алюминиевые головки отводят больше тепла из камеры сгорания благодаря своим повышенным токопроводящим свойствам. Это позволяет двигателям работать с большей степенью сжатия без риска детонации.
Такие компании, как Dart, предлагают как чугунные, так и алюминиевые отливки для многих семейств двигателей, включая мало- и крупноблочные Chevy и малогабаритные Ford. На рынке есть несколько очень дорогих головок заготовок, изготовленных на станке с ЧПУ, но это обсуждение будет сосредоточено на литых головках, поскольку они используются в 99% сборок двигателей.
Конфигурации впускных каналов
С завода многие двигатели имеют порты разного стиля, например прямоугольные и овальные на Chevy с большим блоком или прямоугольные и соборные порты на LS. Важно заказать правильный стиль, чтобы головки стыковались с впускным коллектором.
Помимо формы порта, необходимо также учитывать его расположение. Например, многие головки вторичного рынка поднимают впускные или выпускные отверстия для улучшения потока. Есть также много примеров головок, в которых порты смещены вбок. Это особенно распространено в приложениях, где два внутренних выпускных отверстия сиамизированы. Головки «расширенных портов», как их часто называют, раздвигают эти два порта, что позволяет увеличить их площадь, а также помогает им лучше охлаждаться.
Объем впускного отверстия
Во многих описаниях головок цилиндров указывается объем, обычно выражаемый в кубических сантиметрах (см3). Это отражает общий объем порта и не является прямым индикатором потока через порт. Большие порты IE не обязательно означают, что головка автоматически пропускает больше воздуха и вырабатывает больше энергии, чем порт меньшего размера.
Например, для легкого уличного двигателя с большим блоком, такого как 454, часто можно использовать меньший впускной канал, который увеличивает скорость впуска, особенно при работе с карбюраторным или дроссельным впуском. Использование головки блока цилиндров с немного более консервативным объемом порта, чем у больших мальчиков, часто может привести к более высоким значениям крутящего момента для уличных двигателей, что улучшит приемистость. Тем не менее, в специализированном гоночном двигателе, работающем на высоких оборотах, более крупный бегун может принести огромные дивиденды в выработке мощности.
Разброс томов портов может быть огромным для каждой архитектуры движка. Например, Dart предлагает малоблочные головки Chevy с объемами впускных отверстий в вариантах 165cc, 180cc, 200cc, 215cc, 227cc, 230cc и 245cc.
Портирование с ЧПУ массирует впускной и выпускной порты, чтобы выявить лучшее в литом порту, и его легко идентифицировать по рифленой обработанной поверхности, оставленной режущим инструментом. Это головка блока цилиндров Dart 215cc Pro 1 LS. Камера также обработана.
Портирование ЧПУ
Вы также можете увидеть варианты портирования ЧПУ. Это относится к процессу обработки, применяемому к стандартной литой головке с использованием станка с числовым программным управлением (ЧПУ). Литье головки блока цилиндров включает заливку расплавленного металла либо в форму для литья в песчаные формы, либо в постоянную форму для формирования головки. Этот процесс, хотя и эффективен, не совсем точен. Преимущество портирования с ЧПУ заключается в том, что машина точно формирует камеру сгорания или бегунок, сводя к минимуму отклонения отливки и улучшая поток.
Угол клапана
Угол клапана — это еще один термин, с которым вы можете столкнуться при описании головки блока цилиндров. Это относится к углу клапана относительно платформы блока. Например, в малоблочном Chevy используется заводской угол клапана 23 градуса, но головки вторичного рынка не ограничены этим углом. Dart предлагает различные углы клапана: 18, 16, 15 и даже 9-градусные головки, предназначенные для чисто спортивных двигателей.
Изменение угла наклона клапана помогает улучшить обдув головки блока цилиндров. При откидывании штока клапана, когда клапан открывается, открывается больше порта, и в цилиндр может проходить больше воздуха. Важно отметить, что для головки блока цилиндров с нестандартным углом клапана потребуются поршни с соответствующими клапанными перепусками и, во многих случаях, компоненты клапанного механизма вторичного рынка, такие как коромысла на валу.
Размер клапана
Размер клапана является еще одним фактором. Вообще говоря, более крупные клапаны обеспечивают улучшение потока, но важно помнить, что двигатели с малым диаметром могут не подходить для клапанов с постоянно увеличивающимся диаметром. Например, большие 2,15-дюймовые впускные клапаны LS3, используемые в головках с прямоугольными отверстиями, не смогут заменить стандартное отверстие LS1 3,898 дюйма, поэтому небольшое знание совместимости клапанов предотвратит дорогостоящие ошибки.
Наряду с размером клапана существует менее известная характеристика, называемая расстоянием между клапанами. Большинство головок вторичного рынка изготавливаются с заводской ориентацией клапанов в камере. Однако некоторые головки меняют ориентацию, чтобы использовать более крупные клапаны. Вы можете увидеть отсылку к переключению передач 60/40 на некоторых головках Chevy с малым блоком. Это относится к перемещению выпускного клапана к стенке цилиндра с перемещением впускного клапана в том же направлении, чтобы приспособиться к клапанам большего размера и/или предотвратить запирание впускного клапана стенкой цилиндра. Это требует соответствующего перемещения предохранительных клапанов поршневых клапанов, так что это еще одна деталь, которую необходимо тщательно продумать, особенно если эти головки установлены на существующем двигателе.
Однако некоторые головки меняют ориентацию, чтобы использовать более крупные клапаны. Вы можете увидеть отсылку к переключению передач 60/40 на некоторых головках Chevy с малым блоком. Это относится к перемещению выпускного клапана к стенке цилиндра с перемещением впускного клапана в том же направлении, чтобы приспособиться к клапанам большего размера и/или предотвратить запирание впускного клапана стенкой цилиндра. Это требует соответствующего перемещения предохранительных клапанов поршневых клапанов, так что это еще одна деталь, которую необходимо тщательно продумать, особенно если эти головки установлены на существующем двигателе.
 Большинство алюминиевых головок Dart big-block поставляются с камерами на 121 куб. см, но овальный порт на 275 куб. См предлагает вариант на 110 куб.
Большинство алюминиевых головок Dart big-block поставляются с камерами на 121 куб. см, но овальный порт на 275 куб. См предлагает вариант на 110 куб. Размер камеры сгорания
Размер камеры сгорания также является важной характеристикой, поскольку он является основным фактором, наряду с формой днища поршня, в определении степени сжатия двигателя. Например, алюминиевая головка Dart 215cc предлагается с размерами камеры 64cc и 72cc. Если мы применим оба размера камеры к маленькому блоку объемом 350 куб. см с плоским верхом и клапанами сброса давления 6 куб. См, степень сжатия для головки объемом 64 куб. См будет 10,2: 1, в то время как большая камера объемом 72 куб. См снижает компрессию до 9,4: 1. Это показывает важность соответствия остальных компонентов двигателя выбранным вами головкам.
Что такое поток в порту
Компании, производящие головки цилиндров, также часто указывают номера потока в порту. Машины, называемые расходомерами, обеспечивают измерение CFM (кубических футов в минуту) для заданного напора при различном подъеме клапана. Это число является репрезентативным показателем того, как данный напор будет работать с двигателем, моделируя, сколько воздуха он может пропустить.
Это число является репрезентативным показателем того, как данный напор будет работать с двигателем, моделируя, сколько воздуха он может пропустить.
Например, 24-градусная головка Iron Eagle с прямоугольным портом и объемом 308 куб. см. с большим блоком может подавать 325 куб. футов в минуту воздуха при подъеме клапана на 0,500 дюйма на стороне впуска. Упрощенный подход к оценке имеет тенденцию оценивать головку блока цилиндров исключительно на основе значений пикового подъема клапана. Однако более опытные производители двигателей также изучат значения расхода в среднем диапазоне между 0,300 и 0,500 дюйма подъема клапана. Для уличных двигателей эти цифры могут быть полезны только по той причине, что клапан дважды попадет в эти точки на кривой подъема, а пик произойдет только один раз. Также важно обращать пристальное внимание на показатели потока выхлопного отверстия.
В сборе или без?
Большинство высокопроизводительных уличных головок продаются в полностью собранном виде, поэтому важно знать, совместима ли головка блока цилиндров с распределительным валом двигателя. Гидравлические роликовые кулачки быстро становятся нормой даже для легких уличных двигателей, поэтому будьте осторожны при выборе головки, оснащенной клапанными пружинами, которые могут работать с более агрессивными характеристиками гидравлических роликов. Кулачки с гидравлическими роликами создают больший подъем клапана, чем кулачки с плоским толкателем, и поэтому требуют более агрессивных пружин клапана. Пружины могут иметь одинарную или двойную конфигурацию и рассчитаны на заданный подъем клапана. Идея состоит в том, чтобы приобрести набор головок, которые более чем способны принять подъем клапана, который вы планируете запустить.
Гидравлические роликовые кулачки быстро становятся нормой даже для легких уличных двигателей, поэтому будьте осторожны при выборе головки, оснащенной клапанными пружинами, которые могут работать с более агрессивными характеристиками гидравлических роликов. Кулачки с гидравлическими роликами создают больший подъем клапана, чем кулачки с плоским толкателем, и поэтому требуют более агрессивных пружин клапана. Пружины могут иметь одинарную или двойную конфигурацию и рассчитаны на заданный подъем клапана. Идея состоит в том, чтобы приобрести набор головок, которые более чем способны принять подъем клапана, который вы планируете запустить.
Максимальный подъем клапана
Большинство производителей головок цилиндров указывают максимальный подъем клапанов. Головка Dart LS с квадратным портом 280 куб. см и прямоугольным портом Gen III может принять подъем клапана до 0,650 дюйма при оснащении комплектом двойных клапанных пружин. Обратите внимание, что эта головка обеспечивает потенциал потока до 0,700 дюйма подъема клапана, но пакет пружин ограничивает максимальный подъем на уровне 0,650 дюйма. Ограничения подъема клапана часто связаны с зазором между фиксатором и уплотнением, при этом нижняя часть фиксатора должна оставлять зазор около 0,050 дюйма между нижней частью фиксатора пружины клапана и верхней частью уплотнения направляющей клапана. Другим ограничителем максимального подъема клапана является то, что известно как привязка катушки. Это точка, в которой пружина клапана полностью сжата. Как правило, лучше всего поддерживать зазор 0,050 дюйма до заедания катушки, чтобы избежать повреждения клапанного механизма.
см и прямоугольным портом Gen III может принять подъем клапана до 0,650 дюйма при оснащении комплектом двойных клапанных пружин. Обратите внимание, что эта головка обеспечивает потенциал потока до 0,700 дюйма подъема клапана, но пакет пружин ограничивает максимальный подъем на уровне 0,650 дюйма. Ограничения подъема клапана часто связаны с зазором между фиксатором и уплотнением, при этом нижняя часть фиксатора должна оставлять зазор около 0,050 дюйма между нижней частью фиксатора пружины клапана и верхней частью уплотнения направляющей клапана. Другим ограничителем максимального подъема клапана является то, что известно как привязка катушки. Это точка, в которой пружина клапана полностью сжата. Как правило, лучше всего поддерживать зазор 0,050 дюйма до заедания катушки, чтобы избежать повреждения клапанного механизма.
Диаметр пружины клапана
Другой важной характеристикой головки блока цилиндров, которая часто упускается из виду, является диаметр пружины клапана. Поскольку распределительные валы становятся все более агрессивными, это делает пружины клапанов большего диаметра более привлекательными, чем когда-либо. Двигатели, такие как Chevy с большим блоком, имеют много места для пружин большего размера, но другие двигатели, такие как двигатели Chevy с малым блоком, двигатели Ford с малым блоком и LS, требуют больших пружин, но место для этих компонентов несколько меньше. Первоначальный диаметр пружины Chevy с малым блоком использовал довольно консервативный диаметр 1,25 дюйма, но большинство производительных головок теперь предлагают пружины диаметром 1,437 дюйма или даже 1,550 дюйма в качестве опции для агрессивных двигателей с цельнолитыми роликами.
Поскольку распределительные валы становятся все более агрессивными, это делает пружины клапанов большего диаметра более привлекательными, чем когда-либо. Двигатели, такие как Chevy с большим блоком, имеют много места для пружин большего размера, но другие двигатели, такие как двигатели Chevy с малым блоком, двигатели Ford с малым блоком и LS, требуют больших пружин, но место для этих компонентов несколько меньше. Первоначальный диаметр пружины Chevy с малым блоком использовал довольно консервативный диаметр 1,25 дюйма, но большинство производительных головок теперь предлагают пружины диаметром 1,437 дюйма или даже 1,550 дюйма в качестве опции для агрессивных двигателей с цельнолитыми роликами.

Длина клапана
Длина клапана — еще один возможный вариант. Как правило, головки с большими портами и большим потенциалом мощности часто включают клапаны, которые на 0,100 дюйма длиннее стандартных. Эти более длинные клапаны используются для размещения более высоких пружин клапана, которые обеспечивают больший подъем, который соответствует способности порта пропускать воздух при все более высоком подъеме клапана. Эти более длинные клапаны также потребуют более длинного толкателя для обеспечения правильной работы клапанного механизма.
Хотя основное внимание уделяется головкам цилиндров со стороны впуска, также важно знать об изменениях со стороны выпускного отверстия головки. Многие головки блока цилиндров вторичного рынка имеют приподнятые выпускные отверстия, где вертикальное положение выпускных отверстий было перемещено вверх для улучшения потока через отверстия, особенно при более высоком подъеме клапанов.
Выбор головки блока цилиндров является одним из самых важных решений, которые вы принимаете, когда речь заходит о создании высокопроизводительного двигателя. Головка блока цилиндров подходящего размера даже для двигателя с умеренными характеристиками может значительно улучшить как мощность, так и управляемость, поэтому убедитесь, что все эти мелкие детали учтены, прежде чем принимать решение. Ваш двигатель будет рад, что вы сделали.
Головка блока цилиндров подходящего размера даже для двигателя с умеренными характеристиками может значительно улучшить как мощность, так и управляемость, поэтому убедитесь, что все эти мелкие детали учтены, прежде чем принимать решение. Ваш двигатель будет рад, что вы сделали.
Клапаны в двигателе — как они работают
Из нашего безумно подробного руководства:
Газы поступают в камеру сгорания и выходят из нее через каналы в головке блока цилиндров, называемые портов . Этот поток газов контролируется клапанами. Есть два набора клапанов — один набор для управления впуском и один набор для выпуска. Клапаны должны создавать минимальное препятствие для потока газов, когда они открыты, и создавать газонепроницаемое уплотнение, когда они закрыты.
На такте впуска впускной клапан будет открыт и может попасть смесь воздуха и топлива. После этого клапан закроется, чтобы смесь можно было сжать и сжечь. выпускной клапан открывается на такте выпуска, так что сгоревшая смесь может быть вытеснена движением поршня вверх.
Клапаны управляются распределительным валом, который в нужный момент толкает каждый клапан в открытое положение либо напрямую, либо через рычажный механизм. Клапаны должны быть синхронизированы с поршнем, чтобы они открывались и закрывались в нужный момент хода поршня. А ремень ГРМ (cambelt по-британски) или же цепь ГРМ проходит между коленчатым валом и распределительным валом, связывая их вместе, сохраняя их синхронизированными.
Клапан в сборе
В первых двигателях экспериментировали со всеми видами клапанов, но примерно сто лет во всех автомобильных двигателях использовалась одна и та же конструкция: тарельчатый клапан.
Каждый клапан находится в круглом отверстии в крыше камеры сгорания. В закрытом состоянии между клапаном и поверхностью, к которой он прижимается, будет плотное уплотнение, известное как седло клапана . Клапан остается закрытым за счет пружина клапана который давит на диск, прикрепленный к штоку клапана, называемый фиксатор .
Давление, вытесняющее выхлопные газы, сильнее, чем вакуум, втягивающий воздух и топливо. Легче выдувать газы давлением, чем всасывать их вакуумом. Вы можете попробовать это сами, дыша через соломинку для питья, наполнение легких занимает больше времени, чем их опорожнение. Это означает, что выхлопные газы движутся легче, поэтому впускные клапаны больше (или их больше), чем впускные клапаны, чтобы обеспечить большую площадь для впускного потока.
Клапан
Сам клапан состоит из круглой головки, соединенной с длинным штоком. Шток проходит в направляющей клапана и гарантирует, что клапан может двигаться только вверх и вниз, а не качаться из стороны в сторону.
Клапан состоит из двух частей, которые затем свариваются вместе. Головка обычно изготавливается из нержавеющей стали, а шток из высокоуглеродистой стали. Клапаны в основном изготавливаются из закаленной стали или из более экзотических материалов, таких как титан в высокопроизводительных двигателях.
Когда клапан закрыт, он соприкасается с поверхностью по периметру порта клапана. Эта поверхность, на которой сидит клапан, называется седло клапана . Седло должно быть гладким, так как оно обеспечивает уплотняющую поверхность, а максимальный контакт между клапаном и седлом гарантирует, что головка блока цилиндров сможет поглощать тепло от клапана. С чугунной головкой седло клапана будет врезано непосредственно в головку, тогда как для более мягких алюминиевых головок, которые не могут противостоять коррозии выхлопных газов, седло клапана будет сделано из более прочного металла и запрессовано в головку.
Впускной и выпускной клапаны нагреваются во время работы. Это тепло должно рассеиваться, и это тепло в основном передается через поверхность клапана, через седло клапана и в головку цилиндров, где оно уносится протекающей охлаждающей жидкостью. Тепло также проходит вверх по штоку и через направляющие клапана в головку. Стержни некоторых высокопроизводительных клапанов заполнены натрием, который плавится и разбрызгивается внутри штока для улучшения теплопередачи.
[Схема теплового потока в арматуре]
Выпускные клапаны служат дольше, чем впускные, они подвергаются более высоким температурам, поскольку горячие выхлопные газы обтекают их и позади них. Они проводят свой срок службы в тесном контакте с горячими коррозионно-активными выхлопными газами, поэтому изготавливаются из особо прочных, термостойких и коррозионностойких материалов.
Направляющие клапанов
Клапаны проходят через отверстие в порту, это отверстие будет облицовано прецизионной фрезерованной трубкой, называемой направляющая клапана . Направляющая клапана очень плотно прилегает к штоку клапана, чтобы предотвратить любое движение из стороны в сторону или качание. Плотная посадка означает, что торец клапана идеально выровнен с седлом клапана.
Этот малый зазор предотвращает утечку масла в отверстие, а также помогает предотвратить попадание сжатых газов через шток клапана в головку блока цилиндров.
Направляющие клапанов дополнительно уплотнены уплотнение штока клапана , который в основном представляет собой уплотнительное кольцо, которое уплотняет шток клапана, предотвращая попадание избыточного масла и газов через направляющую клапана в порт.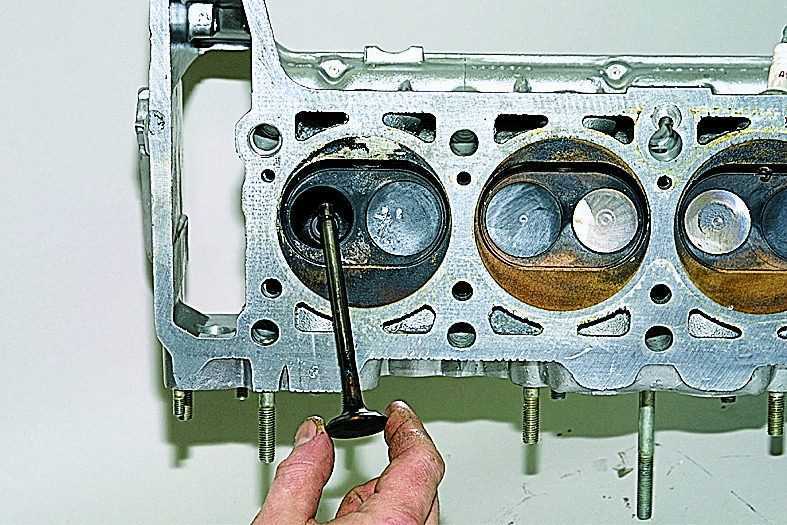 Небольшое количество масла желательно в направляющей клапана для предотвращения износа и обеспечения плавного хода.
Небольшое количество масла желательно в направляющей клапана для предотвращения износа и обеспечения плавного хода.
Пружина клапана
Каждый клапан удерживается в закрытом состоянии пружина клапана . Пружина удерживает клапан в закрытом состоянии, а также удерживает узел клапана в контакте с распределительным валом или коромыслом, когда клапан открыт. Чтобы открыть клапан, клапанный механизм должен нажимать, преодолевая натяжение пружины. Прочность пружины клапана имеет большое значение.
[Иллюстрация поплавка клапана]
Слишком сильный, и мы тратим энергию на открытие и закрытие клапанов, а также увеличиваем износ клапанного механизма. Но если пружина слишком слабая, она не сможет закрыть клапан достаточно быстро на высоких скоростях, клапан потеряет контакт с распределительным валом в состоянии, известном как поплавковый клапан чего мы всегда хотим избежать.
Пружина клапана располагается вокруг штока клапана и давит вверх на круглую пластину, называемую Держатель клапана который фиксируется вокруг штока клапана.
Фиксатор крепится к штоку с помощью двух Держатели клапанов (также известные как сухари клапана, цанги или замки). Стопоры клапанов имеют коническую форму и входят в канавки на штоке клапана, предотвращая скольжение фиксатора вверх по штоку.
Толкатели клапанов
Толкатель клапана , также именуемый толкатели клапанов или же толкатели , представляют собой цилиндрические прокладки, которые располагаются между верхней частью штока клапана и кулачком кулачка или коромыслом. О них мы подробно поговорим в статье о распредвале.
распределительный вал
Функция клапанов очень тесно связана с функцией распределительного вала, и они действуют вместе, при этом распределительный вал управляет открытием и закрытием клапанов. Прочтите статью о распределительном валу, чтобы получить полное представление о клапанном механизме.
Неисправности клапана
Поврежденные клапаны могут привести к плохой компрессии и серьезным проблемам с двигателем. Результат отказа клапана в одном цилиндре будет находиться где-то по шкале между неработающим двигателем и плохой работой — в зависимости от количества цилиндров в двигателе.
Результат отказа клапана в одном цилиндре будет находиться где-то по шкале между неработающим двигателем и плохой работой — в зависимости от количества цилиндров в двигателе.
Отказ клапана почти всегда приводит к потере компрессии в пораженных цилиндрах из-за отказа клапана закрыть камеру.
Прогоревшие клапаны
А прогоревший клапан происходит, когда часть поверхности клапана повреждена в результате перегрева или коррозии. Если клапан не садится идеально из-за того, что он погнут или из-за небольшой трещины, выхлопные газы могут просачиваться через небольшой участок клапана. Концентрация газов в этой области будет разъедать головку клапана, вызывая дальнейший износ. Прогоревший клапан вызовет плохое уплотнение вокруг клапана, что приведет к потере компрессии в цилиндре.
Погнутый клапан
Клапаны находятся в постоянном танце с поршнями, синхронизированными с помощью зубчатого ремня или цепи. Если ремень ГРМ порвется или перескочит, то мощный поршень может коснуться клапана и это вызовет погнутый клапан .