Клапана головки блока цилиндров: Клапана головки блока цилиндров купить в России по лучшим ценам на PromPortal.su
Мастерская. Головка блока цилиндров: Не ломай голову! — журнал За рулем
Мастерская. Головка блока цилиндров: Не ломай голову!
Как ни удивительно, в нормативные документы некоторых автозаводов по сей день заложены допотопные технологии ремонта. Нерадивым владельцам сервисов это на руку: пусть слесари работают «молотком и зубилом», подражая Адаму Козлевичу, — зато не нужно тратиться на их переобучение. А низкое качество ремонта вовремя заметит далеко не каждый современный «гламурный» клиент!
На этом зарубежном станке любо-дорого работать. Разборка или сборка клапанного механизма занимает считаные минуты. Основание, на котором лежит головка, податливо, причем ровно настолько, чтобы хорошо подпирать клапан без риска согнуть его стержень.На этом зарубежном станке любо-дорого работать. Разборка или сборка клапанного механизма занимает считаные минуты. Основание, на котором лежит головка, податливо, причем ровно настолько, чтобы хорошо подпирать клапан без риска согнуть его стержень.
Вот примеры. Кто же не знает, что такое рассухаривать клапаны! Обычно работают ручными приспособлениями: нажав одной рукой рычаг, другой вынимают сухари. Операция трудная (нажать нужно крепко) и при этом ювелирная: если сухари хорошенько спеклись в тарелке пружины, а упор под клапаном жесткий и не посередине, недолго и стержень погнуть. Нередко сухари пригорают к клапану так, что при попытке их освободить выстреливают в самый дальний угол мастерской. Найти потом эти мелкие детальки непросто, поэтому без запасных работу лучше и не затевать. Обратная операция — засухаривание — ничуть не проще.
Станок фирмы «Саннен» — внешне прост, но своих денег стоит! Не возьмется ли за изготовление подобного кто-то из наших производителей? На станке можно восстанавливать седла и растачивать изношенные отверстия для их посадки, ремонтировать отверстия под гидротолкатели, высверливать шпильки и т. д.Станок фирмы «Саннен» — внешне прост, но своих денег стоит! Не возьмется ли за изготовление подобного кто-то из наших производителей? На станке можно восстанавливать седла и растачивать изношенные отверстия для их посадки, ремонтировать отверстия под гидротолкатели, высверливать шпильки и т. д.
д.
А как меняют направляющие втулки клапанов? Некоторые «специалисты» — очень просто: зачем подогревать головку и охлаждать втулку, если молотком, что потяжелей, можно и так вбить! Но алюминий головки легко сминается, разбитое отверстие под втулку обещает увеличенный расход масла, а она сама может оказаться не соосной с седлом. Ох и намучается клиент!
Отдельная история — ремонт седел клапанов. Каждое надо обработать вручную тремя фрезами, заточенными под разными углами. Затем править специальным абразивным кругом, потом притирать клапаны. И все на глазок. Какое уж тут качество! Ширина рабочих кромок клапанов получается разной, что сказывается на их долговечности. А потом нужно проверить качество притирки клапанов с применением керосина или с помощью приспособления, создающего давление в камере сгорания. Увы, нередко керосин вытекает или быстро падает давление — значит, все начинай сначала: притирай, проверяй герметичность… Это может повторяться не раз. Ручные работы очень трудоемки, требуют хорошего навыка, а результат нестабилен, достичь требуемого качества удается не всегда.
Сердце станка для ремонта седел — режущая головка, позволяющая обработать их с высокой точностью. В результате притирка клапанов становится излишней.
Что делать с головкой, у которой после нескольких ремонтов просажены седла? Без надлежащего оборудования и опыта работы с жидким азотом их не заменить. Вердикт один: замена головки. А это и дорого, и не дает гарантии, что новая будет без изъяна.
Еще пример — «неустранимый» стук толкателей на вазовских моторах. О нем в заводской технологии ни слова! Однажды заказчик уговорил меня разобраться с толкателем, который довел бедолагу почти до сумасшествия. Я полдня колесил по автомагазинам в поисках некондиционного толкателя — с увеличенным, насколько нужно, наружным диаметром. Попадаются разные. Наконец подходящий для меня брак нашелся. При таком качестве почему бы АВТОВАЗу не договориться с поставщиками толкателей о производстве «ремонтных» деталей?
Проверка герметичности клапанов — минутное дело. Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.
Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.Проверка герметичности клапанов — минутное дело. Нужно только следить, чтобы стрелка вакуумметра находилась в зеленой зоне.
А как поступают многие сервисы, если изношены опоры распределительного вала? Головка автоматически идет в утиль, а ведь это дорогой узел!
Как я поступаю с головкой, когда вылечить болезнь сложнее, чем просто притереть новый клапан? Предпочитаю поручить ремонт специализированной фирме. Сделают быстро, возьмут за услуги по совести, к тому же выиграет качество.
К станку для фрезерных работ прилагается целый арсенал приспособлений: режущие головки, направляющие пилоты и прочее.К станку для фрезерных работ прилагается целый арсенал приспособлений: режущие головки, направляющие пилоты и прочее.
…Итак, головка блока снята. Первым делом ее микрометрируют для оценки состояния и выбора необходимых ремонтных операций. Например, если будет в том необходимость, постель распределительного вала восстанавливают на координатно-расточном станке. Для демонтажа и монтажа клапанов есть специализированные станки с наборами съемников клапанов, различными щипцами — захватами сухарей и т. д. Жесткость основания, на которое опирается головка блока, подобрана так, что погнуть клапаны невозможно.
Для демонтажа и монтажа клапанов есть специализированные станки с наборами съемников клапанов, различными щипцами — захватами сухарей и т. д. Жесткость основания, на которое опирается головка блока, подобрана так, что погнуть клапаны невозможно.
Один из пилотов. Очень малый угол конусности посадочной части позволяет ему располагаться в отверстии втулки идеально соосно, что обеспечивает высокое качество обработки седла.
Старые направляющие втулки выпрессовывают, предварительно подогрев головку: меньше натяг — меньше вреда для материала. Новые втулки перед установкой еще и охлаждают в жидком азоте, а запрессовывают опять-таки в горячую головку — и они почти свободно, без перекоса, влетают в посадочные отверстия, не повреждая их.
Среди средств ремонта головки выделю станок для восстановления седел, внешне — своего рода симбиоз вертикально-фрезерного и горизонтально-сверлильного станков. Укомплектован несколькими режущими головками и целым арсеналом пилотов. Подобранный пилот конической частью (угол конусности мал, на глаз и не заметишь!) плотно входит в отверстие направляющей втулки, а его цилиндрическая часть выполняет роль базы, относительно которой вращается режущая головка. Она позволяет обработать сразу три фаски с разными углами, притом с такой чистотой, что после этого притирка клапанов не нужна.
Укомплектован несколькими режущими головками и целым арсеналом пилотов. Подобранный пилот конической частью (угол конусности мал, на глаз и не заметишь!) плотно входит в отверстие направляющей втулки, а его цилиндрическая часть выполняет роль базы, относительно которой вращается режущая головка. Она позволяет обработать сразу три фаски с разными углами, притом с такой чистотой, что после этого притирка клапанов не нужна.
Завершающая операция — проверка герметичности клапанов на вакуумной установке: вместо давления на клапан изнутри его присасывают к седлу внешним разрежением. Клапан для этого и засухаривать не обязательно, достаточно слегка пристучать. Если герметичность в норме, атмосферное давление прекрасно держит клапан закрытым и без пружин. Кстати, в продаже появилось немало ручных вакуумных насосов, но есть умельцы-ремонтники, которые делают их сами на базе поршневых электронасосов для накачки шин. Естественно, такой насос подключают к головке блока не выходом, а входом.
Автор благодарит ООО «Хонсервис» за содействие в подготовке статьи.
Дефектуем головку блока цилиндров — Motor-Doctor Ростов-на-Дону
Чтобы вам не пришлось ремонтировать, будь то тапочки или атомный крейсер, надо для начала определить какие параметры ремонтируемого объекта вышли за нормы, установить возможность восстановления данных параметров и составить план ремонта. Головка блока цилиндров в этом плане ничем принципиально не отличается. Без правильной дефектовки и определения правильной последовательности выполнения работ по ремонту ГБЦ, говорить о качественном и экономически разумном ремонте просто смешно.
Сразу хочу сказать , такие этапы как: разборка головки, демонтаж клапанов, очистка головки и клапанов в этой статье рассматривать не буду. Эти работы могут показаться простыми и не ответственными, это не так. Без чистоты агрегатов взятых в ремонт, нельзя говорить о каком либо качестве последующих работ. Также на этапе разборки головки и демонтажа клапанов, некоторые люди умудряются столько дров наломать, что иногда дальше можно не ремонтировать.
Итак, что будем рассматривать:
— необходимость обработки плоскости ГБЦ;
— состояние направляющей втулки клапана и необходимость её замены;
— состояние клапана и возможность его восстановления;
— состояние рабочих фасок седла клапана и возможность их обработки;
— состояние сальников клапанов и необходимость их замены;
Привалочная плоскость головки блока цилиндров.Для диагностики привалочной плоскости головки блока цилиндров необходимы следующие инструменты: лекальная линейка необходимой длинны, набор щупов, штангенциркуль или рейсмус высотомер с точностью до 0,05 мм и технические данные по проверяемой головке с допустимой величиной зазора и допустимой остаточной высотой.
До измерения прогиба головки, на помытой и очищенной от нагара и остатков прокладки головки, выявляем видимые на глаз проблемы. Такими могут являться механические повреждения, коррозия материала головки, раковины возникшие в местах прогара прокладки ГБЦ. Определяем возможность обработки по внешним видимым признакам, возможно головка требует наплавки поврежденных мест либо других восстановительных мероприятий. Особое внимание уделяется местам уплотнения прокладки вокруг цилиндра, уплотнения водяной рубашки и масляных каналов. Если при таком осмотре дефектов определяющих объем работ не установлено, переходим к проверке плоскости головки на прогиб инструментальным способом.
Проверка проводится на агрегате имеющем комнатную температуру (если проводилась опрессовка, головка должна остыть!). Прикладываем линейку сначала в двух — трех местах по длине головки, а затем по двум диагоналям пытаясь засунуть под нее щуп. Начинать надо с самого тонкого щупа, обычно это 0,05 мм. Если он не проходит под линейку ни в каких местах, необходимости шлифовки плоскости нет.
Еще один важный момент, если обработка плоскости производится методом мокрой шлифовки, то можно такую работу рекомендовать без проверки головки на плоскость. Этот метод позволяет снять с головки ровно столько, сколько необходимо. Если обработка производится методом резания (фрезеровка), такую обработку без необходимости лучше не делать, так как при таком способе снимается гораздо больший слой материала и сокращается количество последующих шлифовок.
Кроме того существует еще один немаловажный фактор, остаточная высота ГБЦ. Проводим измерения высоты головки с помощью штангенциркуля или рейсмуса и сравниваем с техническими данными. Здесь можно отталкиваться только от рекомендаций производителя и пожеланий моториста. Часто «умные» заказчики вычитывают в рекомендациях производителей, что обработка плоскости головки данной модели не допускается. Рекомендую задуматься таким умникам, как она будет ездить кривая.
Часто «умные» заказчики вычитывают в рекомендациях производителей, что обработка плоскости головки данной модели не допускается. Рекомендую задуматься таким умникам, как она будет ездить кривая.
В любом случае окончательное решение по всем обработкам деталей двигателей за заказчиком.
Направляющая втулка клапана.Для диагностики направляющих втулок нам необходимы следующие инструменты: нутромер с диапазоном 5 – 12 мм, индикаторная стойка, индикатор часового типа с точностью шкалы 0,01 мм.
Диагностика направляющей втулки клапана, вещь вроде бы обыкновенная, однако вы мало найдете людей, которые вам толково смогут объяснить, почему необходимо менять втулку. Обычно это происходит так: слесарь вставляет клапан в направляющую втулку, начинает шатать клапан, и выдает: «Смотри! – Болтается!». А как же в этом случае тепловой зазор между клапаном и втулкой? Клапан не может не болтаться, иначе он заклинит! Мерительные инструменты для таких измерений не очень удобны, во первых, измерять много мелких отверстий нутромером это долго, а во вторых учитывая неравномерный износ втулки, точность таких измерений не высокая.
Начинаем как обычно с внешнего осмотра, смотрим на ножку клапана: если на ней существуют задиры, потянутости – направляющую втулку клапана надо однозначно менять. Если на рабочей части ножки клапана нагар, надо смотреть какой и сколько. Он обычно возникает на клапане со стороны цилиндра, особенно на выпускных клапанах. Величина нагара до 20 мм по рабочей части ножки клапана ни о чем не говорит, 20-30 мм надо мерять втулку, более 30 мм направляющая втулка изношена и газы забивают в повышенный зазор между клапаном и направляющей. Если по внешним признакам принять решение о замене направляющей не удалось, переходим к измерениям. Как я уже говорил, можно измерять износ втулки с помощью нутромера, но мы с вами рассмотрим другой способ измерений более удобный для применения на практике. Мы будем измерять люфт клапана в направляющей втулке с помощью индикатора, и вычислять зазор между клапаном и втулкой.
Для того чтобы померять люфт клапана на ровной поверхности укладываем головку привалочной плоскостью вверх и вставляем клапан в направляющую (желательно чтобы верхние концы направляющих упирались в ровную поверхность). Верхний край направляющей должен быть на одном уровне с верхним краем клапана, как показано на рис. 1. Устанавливаем индикаторную стойку на головку таким образом, чтобы наконечник индикатора упирался в торец головки клапана и пошатывая клапан (без излишних усилий) меряем величину люфта. Дальше чтобы вычислить величину зазора прийдется вспомнить школьный курс геометрии, можно тригонометрию или проще теорему, о подобии треугольников. Исходя из теоремы о подобии треугольников и глядя на рис.1 , получим следующее:
Верхний край направляющей должен быть на одном уровне с верхним краем клапана, как показано на рис. 1. Устанавливаем индикаторную стойку на головку таким образом, чтобы наконечник индикатора упирался в торец головки клапана и пошатывая клапан (без излишних усилий) меряем величину люфта. Дальше чтобы вычислить величину зазора прийдется вспомнить школьный курс геометрии, можно тригонометрию или проще теорему, о подобии треугольников. Исходя из теоремы о подобии треугольников и глядя на рис.1 , получим следующее:
Зазор=(Люфт*Длина направляющей)/(2*Длина клапана)
То есть, величина зазора равна величине люфта клапана, умноженной на длину направляющей и деленной на две длинны клапана. Дальше осталось полученный зазор сравнить с ремонтными допусками и принять решение о необходимости замены направляющей.
В дальнейшем можно наоборот вычислить допустимый для этой модели люфт кпанапа:
Люфт=(Зазор*2*Длину клапана)/(Длину направляющей)
Измерение люфта клапанаЕсли направляющие втулки имеют газовый карман, следует учитывать только фактически работающую длину втулки.
Для диагностики клапанов нам необходим микрометр с диапазоном 0-25 мм, устройство для проверки клапана на биение с индикатором или станок для шлифовки клапанов.
И так как обычно внешний осмотр, смотрим на ножку клапана: если на ней существуют задиры, потянутости, заметная на глаз, или на ощупь выработка – клапан подлежит замене. Также подлежат замене клапана с большой выработкой либо глубокими раковинами тарелки. Далее клапана с ровными гладкими ножками необходимо проверить на биение. Для этого существуют различные приспособления, одно из них изображено на фото ниже. Клапан прижимается к неподвижной станине, его торец ставиться в упор, лапка индикатора прижимается к тарелке клапана. Далее вращая клапан, смотрим биение шляпки относительно оси вращения, если оно более 0.05 мм — клапан бракуем, меньше — подлежит шлифовке.
Другой вариант проверки клапана на биение – установить его на шлифовальный станок, и сделать касание шлифовальным камнем. Если клапан достаточно ровный, вы услышите звук равномерной обработки. Если вы услышите чиркание клапана об камень – клапан непригоден.
Проверка клапана второй вариантСедло клапана.Для диагностики состояния седла клапана понадобиться измерительная планка с индикатором часового типа или микрометрисеский глубиномер, на мой взгляд планка с индикатором гораздо удобнее. Для грубой проверки подойдет даже штангенциркуль с глубиномером.
Диагностика седла клапана сводится в большинстве случаев к выбору: менять седло или обработать фаску существующего седла. Случай: « с седлом делать ничего не надо» не рассматриваю, если принесли головку на дефектовку – значит что то делать необходимо. Навряд ли вам принесут новую головку в ремонт, или головку снятую с нового двигателя.
Итак – дефектовка седла! Определяем по внешним признакам общую пригодность седла клапана. Трещины, неровности на седле, глубокие раковины, следы ударов от попадания посторонних предметов а также черезмерно изношенная рабочая фаска седла клапана говорит о необходимости замены седла.
Трещины, неровности на седле, глубокие раковины, следы ударов от попадания посторонних предметов а также черезмерно изношенная рабочая фаска седла клапана говорит о необходимости замены седла.
Если по внешним признакам, выявить дефекты седла указывающие на необходимость замены не удалось, переходим к инструментальной дефектовке. Важнейшим показателем износа седла клапана являеться положение клапана в головке относительно привалочной плоскости, или в некоторых моделях (чаще бензиновых двигателей) вылет торца клапана относительно оси распредвала. С помощью планки с индикатором, измеряем утопание клапана относительно плоскости (в некоторых моделях клапан выступает над плоскостью) и сравниваем этот показатель с допустимым значением. Если губина залегания клапана больше допустимой величины – седло клапана необходимо заменить. В случае когда залегание клапана менее чем на 0,2 мм приближено к минимально допустимому показателю, я бы рекомендовал также замену седла. Это связано с последующей обработкой фаски, при которой клапан сядет еще немного глубже.
Сальники клапанов.
Сальник клапана надо менять при любой ревизии головки блока цилиндров! И всеже укажу признаки износа сальников клапанов при которых их нельзя оставить даже в самом крайнем случае. Разрывы сальников, затвердевание резиновой обоймы сальника, сползание сальника с направляющей втулки клапана и перекосы сальника на посадочном месте. Также в случае замены направляющей втулки клапана однозначно устанавливается новый сальник клапана.
В следующей статье рассмотрим с вами правильную последовательность работ при ремонте головки блока цилиндров.
МОТОРНЫЙ КЛАПАН | Yenmak Engine Parts
МОТОРНЫЙ КЛАПАН
Клапан регулирует потоки рабочего тела, поступающего и выходящего из цилиндра, благодаря пружине вертикально поднимаясь и опускаясь. Клапан в двигателях внутреннего сгорания регулирует прохождение газа или жидкого топлива в трубопроводных системах. Регулирует топливовоздушную смесь в двигателях или только заборвоздуха в двигатель. Клапаны, используемые в автомобилях, управляют впуском и выпуском топлива и воздуха двигателя с помощью их коммутирующих движений. Топливовоздушная смесь поступает в цилиндр двигателя когда впускной клапан открыт.Выхлопные газы, образующиеся после того, как топливовоздушная смесь выгорает, удаляются из двигателя когда открыт выпускной клапан. Когда оба клапана закрыты, обеспечивается герметичность цилиндра и происходит горение в камере.
Газ, образующийся после этого сгорания, выходит через выпускной клапан.
Клапаны являются деталями, подверженными высокой термической и механической нагрузке, а также коррозийным воздействиям. Механическая нагрузка возникает вследствие прогиба головки клапана под максимальным давлением цикла и посадки при закрывании (ударная нагрузка).
Механическая нагрузка возникает вследствие прогиба головки клапана под максимальным давлением цикла и посадки при закрывании (ударная нагрузка).
Благодаря соответствующей конструкции, например, толщине и форме головки клапана, а также выбору подходящего материала эти нагрузки сводятся к допустимому уровню. Кроме того, выпускной клапан во время открывания дополнительно нагревается за счет проходящих вокруг него горячих выхлопных газов. Когда клапаны открыты, выпускной клапан также подвергается воздействию тепла с выхлопными газами во время выпуска.
Охлаждение клапанов осуществляется, прежде всего, путем отвода тепла через кольцо седла клапана в головку блока цилиндров. Меньшая часть тепла отводится через направляющую клапана к головке блока цилиндров. Впускные клапаны достигают температуры примерно от 300 °C до 550 °C, выпускные клапаны могут нагреваться до 1.000 °C.
Рабочая Среда
Из-за высоких температур в рабочей среде, где работают клапаны, наблюдается их удлинение. Чтобы устранить эту проблему, клапаны размещаются на двигателе с определенной настройкой. Хотя этот параметр варьируется для каждого двигателя, его логика одинакова. При размещении клапана в двигателе остается определенный зазор относительно двигателя.
Чтобы устранить эту проблему, клапаны размещаются на двигателе с определенной настройкой. Хотя этот параметр варьируется для каждого двигателя, его логика одинакова. При размещении клапана в двигателе остается определенный зазор относительно двигателя.
Головка блока цилиндров, клапана, сёдла, пружины, тарелки и прокладки
Если Вы находитесь в поисках поставщика запчастей и комплектующих для двигателя, расходных материалов или другой продукции для спецтехники и грузового автотранспорта, Вы обратились по адресу. Компания «Астра Моторс» более 5 лет успешно работает на рынке и всегда готова предложить клиентам богатейший ассортимент деталей для двигателей Камминз, фильтров Флитгард, а также обширный спектр продукции для ремонта и обновления других систем и агрегатов Вашего технопарка.
В наши задачи входит плановое и экстренное снабжение предприятий и частных лиц запчастями и комплектующими Cummins, а также качественный и профессиональный ремонт двигателей Cummins, который осуществляется оперативно и надежно. Применение компьютерной диагностики и использование высококлассных деталей помогает выполнять свою работу безупречно, именно поэтому большинство наших клиентов становятся постоянными.
Применение компьютерной диагностики и использование высококлассных деталей помогает выполнять свою работу безупречно, именно поэтому большинство наших клиентов становятся постоянными.
В нашем каталоге Вы без труда найдете блоки цилиндров и форсунки, ТНВД и фильтры, сцепление и турбины, поршни и прокладки, генераторы, все для систем смазки и охлаждения, а также многое другое. «Астра Моторс» предоставляет только оригинальный товар: мы не работаем с некачественными аналогами, которые могут привести к поломкам и снижению производительности Вашей техники.
Чтобы получить консультацию или оформить заказ, посетите наши магазины в Москве и Санкт-Петербурге. Также Вы можете получить ответы на интересующие вопросы с помощью онлайн-связи с менеджером на сайте или электронной почты, а также, связавшись с нами по телефону.
Мы работаем со всеми транспортными компаниями и быстро доставляем заказы в города:
A: Абакан, Альметьевск, Ангарск, Арзамас, Армавир, Артём, Архангельск, Астрахань, Ачинск,
Б: Балаково, Балашиха, Барнаул, Батайск, Белгород, Березники, Бийск, Благовещенск, Братск, Брянск,
В: Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воронеж,
Г: Грозный
Д: Дербент, Дзержинск, Димитровград, Домодедово,
Е: Екатеринбург, Елец, Ессентуки,
Ж: Железнодорожный, Жуковский,
З: Златоуст,
И: Иваново,Ижевск, Иркутск, Йошкар-Ола,
К: Казань, Калининград, Калуга, Каменск-Уральский, Камышин, Каспийск, Кемерово, Киров, Кисловодск, Ковров, Коломна, Комсомольск-на-Амуре, Копейск, Королёв, Кострома, Красногорск, Краснодар, Красноярск, Курган, Курск, Кызыл,
Л: Ленинск-Кузнецкий, Липецк, Люберцы,
М: Магнитогорск, Майкоп, Махачкала, Междуреченск, Миасс, Мурманск, Муром, Мытищи,
Н: Набережные Челны, Нальчик, Находка, Невинномысск, Нефтекамск, Нефтеюганск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новокуйбышевск, Новомосковск, Новороссийск, Новосибирск, Новочебоксарск, Новочеркасск, Новошахтинск, Новый Уренгой, Ногинск, Норильск, Ноябрьск,
О: Обнинск, Одинцово, Октябрьский, Омск, Орёл, Оренбург, Орехово-Зуево, Орск,
П: Пенза, Первоуральск, Пермь, Петрозаводск, Петропавловск-Камчатский, Подольск, Прокопьевск, Псков, Пушкино, Пятигорск,
Р: Ростов-на-Дону, Рубцовск, Рыбинск, Рязань,
С: Салават, Самара, Санкт-Петербург, Саранск, Сарапул, Саратов, Северодвинск, Северск, Сергиев Посад, Серпухов, Смоленск, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Сургут, Сызрань, Сыктывкар,
Т: Таганрог, Тамбов, Тверь, Тольятти, Томск, Тула, Тюмень,
У: Улан-Удэ, Ульяновск, Уссурийск, Уфа,
Х: Хабаровск, Хасавюрт, Химки,
Ч: Чебоксары, Челябинск, Череповец, Черкесск,
Чита,
Ш: Шахты,
Щ: Щёлково,
Э: Электросталь, Элиста, Энгельс,
Ю: Южно-Сахалинск,
Я: Якутск, Ярославль
Мы всегда рады новым клиентам!
секреты и механизмы — Ozon Клуб
Проверка качества притирки
Клапанные пружины влияют на функциональность двигателя и качество механизма. Чем старее пружины, тем скорее они ослабевают, заставляя клапаны «подскакивать» на сёдлах при закрытии. Это приводит к проблемам при запуске двигателя и потере мощности автомобиля. Для того, чтобы сделать притирку, существуют как новаторские, так и традиционные методы.
Чем старее пружины, тем скорее они ослабевают, заставляя клапаны «подскакивать» на сёдлах при закрытии. Это приводит к проблемам при запуске двигателя и потере мощности автомобиля. Для того, чтобы сделать притирку, существуют как новаторские, так и традиционные методы.
Начните с проверки штока клапана и направляющей. Для этого передвигайте клапаны из одной стороны в другую. Это нехитрое действие покажет вам, как именно проводить проверку.
Притирка любых клапанов означает, что вам нужно внимательно осмотреть направляющие, принадлежащие клапану, на предмет износа. Для притирки клапанов разместите элементы в направляющую, которая им соответствует, а затем слегка подержите клапаны над седлом.
Перемещайте головку клапана слева направо и наоборот. Если передвижение этой части клапана больше 0,2 мм, это говорит об износе направляющей или штока. Посмотрите характеристики, указанные в инструкции от производителя. Найдите эту информацию в сервисном гайде или обратитесь к дилеру, чтобы проверить качество.
Найдите эту информацию в сервисном гайде или обратитесь к дилеру, чтобы проверить качество.
Если вы наблюдаете интенсивное движение комплектующей во время притирки клапанов, проделайте тест повторно, используя новые клапаны. Подвижность уменьшилась? Значит, старый шток на клапане изношен, а сам клапан требует замены. Если по-прежнему клапан ходит ходуном, это признак износа направляющей. Покажите головку блока цилиндров мастеру, который продиагностирует все направляющие.
Эти детали открываются, если входят в состав головки блока цилиндров. Тогда направляющие увеличатся в размере. А у вас появится возможность установить новые клапаны с увеличенными штоками. В принципе, если вы не уверены в собственных силах, эту работу можно доверить автомастерской, где есть профессионалы и множество нужных инструментов.
Как отшлифовать и установить клапаны?
Обычно клапаны должны быть притерты к соответствующим сёдлам, чтобы обеспечить газонепроницаемое уплотнение. Притирка клапанов предполагает, что вы должны отшлифовать клапаны (в том числе и новые) самостоятельно, используя инструмент для заточки комплектующих и пасту, способную затачивать клапаны.
Притирка клапанов предполагает, что вы должны отшлифовать клапаны (в том числе и новые) самостоятельно, используя инструмент для заточки комплектующих и пасту, способную затачивать клапаны.
Для притирки клапанов присоедините присоску на шлифовальном инструменте к торцу клапана.
На некоторых современных автомобилях поверхности комплектующих имеют тонкий слой, который нельзя удалять. Устанавливая клапаны с покрытием, используйте старые клапаны для шлифовки седла.
Проводя притирку, смажьте чистым моторным маслом шток клапана и прикрепите его головку к присоске на конце шлифовального инструмента.
Нанесите тонкий слой пасты на скошенный край головки комплектующей и полностью вставьте клапаны в его направляющую, продолжая притирку.
Отшлифуйте клапан в седле, вращая шлифовальный инструмент между ладонями вперед и назад во время притирки клапанов.
Далее – вращайте шлифовальный инструмент между своими ладонями вперед и назад, одновременно вдавливая инструмент и клапан в гнездо.
Через минуту непрерывного измельчения поднимите клапан с его седла, поверните примерно на 45 градусов. Затем продолжайте процесс измельчения, делая притирку ещё минуту.
Повторите процедуру шлифовки и осуществляйте притирку, периодически меняя положение, в котором находится клапан. Делайте это до того момента, пока и фланец головки, и седло, принадлежащее клапану, не станут ровными, матово-серыми. Это указывает на то, что клапан и седло имеют хороший контакт на всей плоскости.
Клапан и сиденье
Сиденье должно иметь матово-серый цвет без ямок и других дефектов, тогда вам удастся полноценно провести притирку.
- Головка клапана должна иметь небольшой шаг между торцом и седлом.
 Следует заменить клапан с острым краем.
Следует заменить клапан с острым краем. - Если на седле остаётся небольшая точечная коррозия, используйте сначала пасту более грубого помола, а затем – мелкого.
- Когда все клапаны притёрты, снимите их и разместите каждый в порядке снятия. Теперь продолжаем делать притирку.
- Тщательно промойте головку блока цилиндров, камеры сгорания и порты клапанов парафином, чтобы удалить все следы шлифовальной пасты.
- Просушите всё сжатым воздухом от ножного насоса для шин и продуйте масляные каналы и отверстия для болтов.
- Удалите следы шлифовальной пасты с клапанов, не забывая хранить их в порядке удаления.
- Смажьте каждый шток клапана чистым моторным маслом и установите клапаны в соответствующие положения в головке.
- Установите сальник на шток клапана.
- Если есть сальники, установите новые на штоки клапанов, стараясь не повредить кромки. Всегда монтируйте новые клапанные пружины.
- Поместите новую пружину клапана и колпачок пружины на шток клапана, обращая внимание на то, что конец пружины с закрытой спиралью обычно устанавливается рядом с головкой.
- Сжимайте пружину клапана при помощи инструмента для сжатия до тех пор, пока две разрезные конические цанги не войдут в положение между крышкой пружины и штоком клапана.
- Медленно отпустите инструмент для компрессора, пока обе цанги не заблокируют крышку пружины и шток клапана вместе. Это необходимое условие, при котором можно успешно осуществить притирку.
- Снимите инструмент для компрессора и повторите процедуру установки клапана на остальных клапанах в том порядке, в котором их сняли. Выполните это действие при любых условиях.
 Следует заменить клапан с острым краем.
Следует заменить клапан с острым краем.
Как очистить поршни и блоки цилиндров?
Притирка клапанов остается неполной, если не очищать поршни и блоки цилиндров.
Во время притирки вы должны устранить нагар, который скапливается на дне поршня.
- Перед тем, как заменить головки блока цилиндров, вы должны очистить поршни и поверхность блока цилиндров. Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
- Чтобы притереть клапаны, вы должны помешать грязи или частицам углерода попасть в двигатель во время очищения. Есть нужно, закройте масляные и водяные каналы на лицевой стороне блока цилиндров кусками чистой ткани.
- Отверстия цилиндров нужно закрыть, чтобы при притирке грязь не попала между поршнями и стенками.
- Скребок или гладкая сторона ножовки осторожно удалит следы прокладки головки блока цилиндров. Делайте это аккуратно, чтобы не поцарапать и не повредить механизм.
- Проверните коленчатый вал гаечным ключом или головкой на болте шкива так, чтобы каждый поршень оказался в верхней части своего цилиндра.
- На двигателях со съёмными цилиндрами (с мокрыми гильзами) крепко удерживайте деревянный брусок над верхним краем во время вращения коленчатого вала.
- Это предотвращает подъём гильз цилиндров при вращении поршней по каналам и гарантирует, что уплотнения охлаждающей жидкости в нижней части гильз цилиндров не сломаются.
- При помощи мягкого скребка, которым может стать деревянный брусок, вы должны соскрести нагар с головки. Оставьте маленькое графитовое кольцо вокруг внешнего края, который прилегает к стенке цилиндра.
- Отполируйте головку поршня мелкой наждачной бумагой.
- Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.
- Очень важно также притереть деталь, а после удалить весь нагар и грязь из отверстий цилиндров и креплений под болты, используя либо сжатый воздух от ножного насоса шины, либо пылесос.
- Убедитесь, что в отверстиях нет частиц углерода.
- Очистите поверхность блока, отверстия цилиндров и головки поршней чистой тканью, смоченной бензином или парафином, а затем высушите их.
 Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
Головка блока цилиндров 21126 Sport 32/27
Головка блока цилиндров «ФОР-МАШ» SPORT (клапаны 32 мм/27 мм) ВАЗ 21126 (2112) 16V
Доработанная ГБЦ (Спорт):
1. Установлены увеличенные облегчённые клапаны «AE»: впускные — 32 мм, выпускные — 27 мм.
2. Увеличены сёдла под увеличенные клапаны «AE».
3. Увеличены каналы: впускные — 37 мм, выпускные — 34 мм.
4. Осажены пружины на 1,2 мм под тюнинговые распредвалы.
Пружины и тарелки клапанов — стандартные, гидрокомпенсаторы клапанов и распредвалы в комплект не входят.
Работы, проводимые с головкой блока, направлены на улучшение коэффициента наполнения, уменьшение сопротивления выхлопным газам, повышение степени сжатия и снижение вероятности детонации при высокой степени сжатия. Способами повышения коэффициента наполнения является установка клапанов увеличенного диаметра и (или) продутых на специальном стенде, а также снижение потерь скорости движения горючей смеси в приборах питания, впускных трубах и клапанной щели. Поскольку величины потерь пропорциональны квадрату скорости движения смеси, то у впускного тракта форсированного двигателя для ее снижения увеличивают проходные сечения. Установка увеличенных клапанов (32 мм/27 мм) дает ощутимую прибавку в наполнении цилиндров горючей смесью и очистки их от продуктов сгорания. Для тех же целей, т.е. для улучшения наполнения цилиндров и создания минимального сопротивления выхлопным газам, производится обработка (увеличение) впускных (37 мм) и выпускных (34 мм) каналов головки блока, а также соответствующих коллекторов. Доводка чистоты каналов головки делается набором шарошек, а затем наждачной бумагой. Аналогично производятся работы с впускным коллектором. Следует особо отметить, что значительные потери в мощностных показателях двигателя появляются при неточной стыковке каналов головки с соответствующими коллекторами (на двигателях ВАЗ нестыковка составляет до 3 мм). При обработке каналов головки на это сразу обращается внимание, подгоняются по месту все прокладки и ликвидируются уступы за счет подгонки патрубков.
Восстановление седла клапана головки блока цилиндров
Применимость для следующих годов выпуска и кузовов: 2007, RE1, RE2, RE5
|

|
|||||||||||||||
|
 Нанесите состав «Prussian Blue» (А) на поверхность седла клапана. Установите клапан на его изначальное место в головке цилиндров, затем поднимите его и резко опустите на седло несколько раз.
Нанесите состав «Prussian Blue» (А) на поверхность седла клапана. Установите клапан на его изначальное место в головке цилиндров, затем поднимите его и резко опустите на седло несколько раз.

|
|||||||||||||
 Если высота по-прежнему вне стандарта, замените головку цилиндров; глубина седла клапана в головке цилиндров слишком велика
Если высота по-прежнему вне стандарта, замените головку цилиндров; глубина седла клапана в головке цилиндров слишком велика
Объяснение материалов, опций и терминов
При таком специализированном жаргоне и бесчисленном количестве доступных функций заказ головок цилиндров может быть непростым процессом. Вот некоторые сведения о головках цилиндров, чтобы упростить процесс.
Помните те игры в бумажный лабиринт, в которые вы играли в детстве, где вы проложили дорожку, нарисованную карандашом, через 87 различных проходов, чтобы добраться до конечного пункта назначения? Так может показаться выбор ГБЦ. Даже после сужения вариантов остается лабиринт вариантов, стилей и вариантов, которые нужно сделать.
В отличие от карбюраторов или свечей зажигания, головки блока цилиндров очень специфичны для двигателя. В этой истории будут описаны все основные детали, термины и термины головки блока цилиндров, а также те, которые имеют решающее значение для вашей сборки.
Алюминий и железо
Когда дело доходит до выбора материала, решающим фактором будет ваш бюджет. Железные головки обычно дешевле из-за более низких затрат на материалы, но алюминиевые головки более доступны, чем когда-либо, и легко доступны. Что касается производительности, алюминиевые головки отводят больше тепла из камеры сгорания из-за своих повышенных проводящих качеств.Это позволяет двигателям работать с большей степенью сжатия без риска детонации.
Такие компании, как Dart, предлагают отливки из чугуна и алюминия для многих семейств двигателей, включая Chevrolet с малым и большим блоком, а также Ford с малым блоком. На рынке есть несколько очень дорогих обрабатываемых на станках с ЧПУ головок для заготовок, но это обсуждение будет сосредоточено на литых головках, поскольку они используются в 99% сборок двигателей.
Выхлопные отверстия на многих высокопроизводительных головках послепродажного обслуживания подняты, чтобы улучшить поток выхлопных газов. Хотя рисунок фланца такой же, его можно поднять на 0,500 дюйма, что может повлиять на установку стандартного коллектора шасси.
Хотя рисунок фланца такой же, его можно поднять на 0,500 дюйма, что может повлиять на установку стандартного коллектора шасси. Конфигурации впускного порта
На заводе многие приложения двигателя имеют порты разного стиля, такие как прямоугольные и овальные формы на Chevy с большими блоками или прямоугольные и круглые порты на LS. Заказ правильного стиля важен, чтобы головки совпадали с впускным коллектором.
Помимо формы порта, важно также его расположение.Например, многие производители запасных частей поднимают впускные или выпускные отверстия для улучшения потока. Есть также много примеров головок, у которых порты смещены вбок. Это особенно часто встречается в приложениях, где два внутренних выхлопных отверстия сиамированы. Головки с «разнесенными портами», так как их часто называют, чтобы раздвинуть эти два порта, что позволяет увеличить площадь помещения, чтобы сделать их больше, а также помогает им лучше охлаждаться.
Объем всасывающего канала
Многие описания головок цилиндров включают объем, обычно выражаемый в кубических сантиметрах (см). Это отражает общий объем порта и не является прямым индикатором потока через порт. IE большие порты не обязательно означают, что головка будет автоматически пропускать больше воздуха и производить больше энергии, чем меньший порт.
Это отражает общий объем порта и не является прямым индикатором потока через порт. IE большие порты не обязательно означают, что головка будет автоматически пропускать больше воздуха и производить больше энергии, чем меньший порт.
Например, легкий уличный двигатель с большим блоком, такой как 454, часто может выиграть от меньшего впускного канала, который увеличивает скорость впуска, особенно при работе с карбюраторным или дроссельным впуском. Использование головки блока цилиндров с немного более консервативным объемом порта, чем у больших мальчиков, часто может привести к более высоким значениям крутящего момента для уличных двигателей, что улучшит реакцию дроссельной заслонки.Однако в специальном гоночном двигателе, который работает на высоких оборотах, более крупный бегун может принести огромные дивиденды в виде выработки мощности.
Разброс объемов портов может быть огромным для каждой архитектуры движка. Например, Dart предлагает мелкоблочные головки Chevy с объемами впускных каналов в вариантах 165 куб. См, 180 куб. См, 200 куб. См, 215 куб. См, 227 куб. См, 230 куб. См и 245 куб. См.
См, 180 куб. См, 200 куб. См, 215 куб. См, 227 куб. См, 230 куб. См и 245 куб. См.
Перенос с ЧПУ массирует впускные и выпускные отверстия, чтобы выявить лучшее в литом отверстии, и легко идентифицируется по ребристой обработанной поверхности, оставленной режущим инструментом.Это головка блока цилиндров Dart 215cc Pro 1 LS. Камера также подверглась механической обработке.
Перенос с ЧПУ
Вы также можете увидеть варианты для переноса ЧПУ. Это относится к процессу обработки стандартной литой головки с использованием станка с числовым программным управлением (ЧПУ). Отливка головки цилиндров включает заливку расплавленного металла в форму для литья в песчаные формы или в постоянную форму для формирования головки. Этот процесс, хотя и эффективен, не совсем точен. Преимущество порта с ЧПУ заключается в том, что машина точно формирует камеру сгорания или рабочую дорожку, сводя к минимуму отклонения от литья и улучшая поток.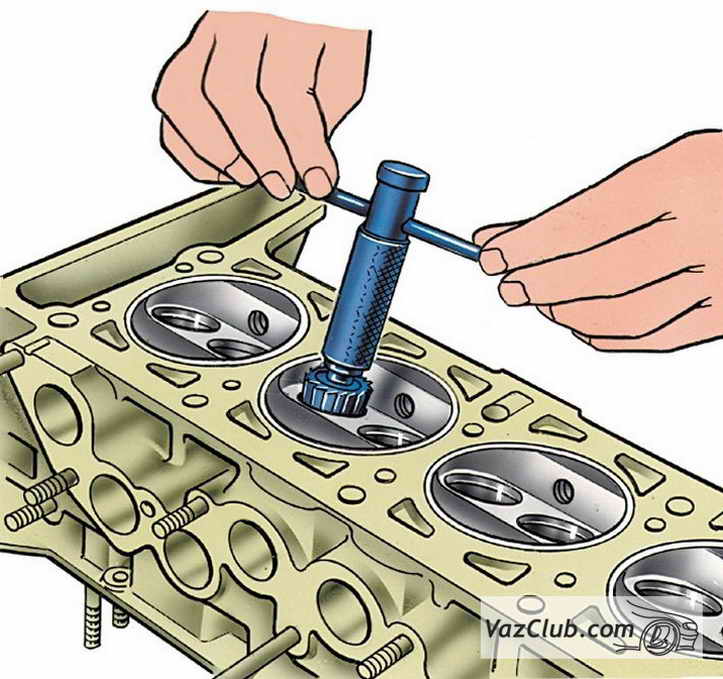
Угол клапана
Угол клапана — это еще один термин, который вы можете встретить при описании головки блока цилиндров. Это относится к углу клапана относительно блочной деки. Например, в малоблочной Chevy используется заводской угол наклона клапана 23 градуса, но послепродажные головки не ограничиваются этим углом.Dart предлагает клапаны с разным углом наклона с головками под 18, 16, 15 и даже 9 градусов, предназначенные для чисто соревновательных двигателей.
Изменение угла клапана помогает улучшить воздушный поток в головке блока цилиндров. Если отвести шток клапана назад, при открытии клапана открывается большая часть порта, и больше воздуха может пройти в цилиндр.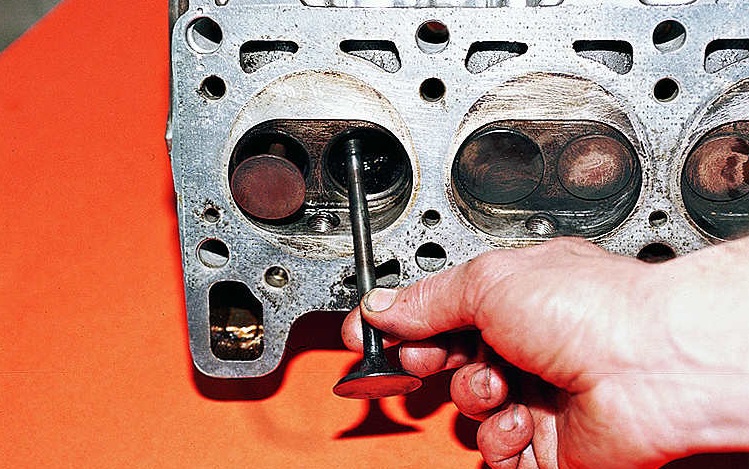 Важно отметить, что для головки блока цилиндров с нестандартным углом наклона клапана потребуются поршни с соответствующими предохранительными клапанами и, во многих случаях, послепродажные компоненты клапанного механизма, такие как коромысла на валу.
Важно отметить, что для головки блока цилиндров с нестандартным углом наклона клапана потребуются поршни с соответствующими предохранительными клапанами и, во многих случаях, послепродажные компоненты клапанного механизма, такие как коромысла на валу.
Размер клапана
Размер клапана — еще один фактор. Вообще говоря, более крупные клапаны обеспечивают улучшение потока, но важно помнить, что двигатели с малым диаметром цилиндра могут не справиться с этими все более большими диаметрами клапанов.Например, большие 2,15-дюймовые впускные клапаны LS3, используемые в головках с прямоугольными портами, не очистят стандартное 3,898-дюймовое отверстие LS1, поэтому небольшие знания о совместимости клапанов предотвратят дорогостоящие ошибки.
Наряду с размером клапана существует менее известная спецификация, называемая расстоянием между клапанами. Большинство послепродажных головок построены с заводской ориентацией клапанов в камере. Однако некоторые головки действительно меняют ориентацию, чтобы использовать более крупные клапаны. Вы можете увидеть ссылку на смену 60/40 с некоторыми мелкоблочными головками Chevy.Это относится к перемещению выпускного клапана по направлению к стенке цилиндра с впускным отверстием, перемещенным в том же направлении, чтобы приспособиться к большим размерам клапана и / или предотвратить закрытие впускного клапана стенкой цилиндра. Это требует соответствующего перемещения предохранительных клапанов поршня, поэтому это еще одна деталь, которую необходимо тщательно продумать, особенно если эти головки установлены на существующем двигателе.
Размер камеры сгорания является критическим параметром при выборе головки блока цилиндров.Перед выбором размера камеры важно убедиться, что вы знаете, какая степень сжатия вам нужна. Камеры с большими блоками, подобные этой, бывают разных размеров, поэтому лучше всего знать все детали вашей комбинации, чтобы выбрать правильный объем камеры. Большинство алюминиевых головок Dart с большими блоками имеют камеры объемом 121 куб. См, но овальный порт 275 куб. См предлагает вариант объемом 110 куб. См.
Камеры с большими блоками, подобные этой, бывают разных размеров, поэтому лучше всего знать все детали вашей комбинации, чтобы выбрать правильный объем камеры. Большинство алюминиевых головок Dart с большими блоками имеют камеры объемом 121 куб. См, но овальный порт 275 куб. См предлагает вариант объемом 110 куб. См. Размер камеры сгорания
Размер камеры сгорания также является критическим параметром, поскольку он является основным фактором — наряду с конфигурацией головки поршня — в определении степени сжатия двигателя.Например, алюминиевая головка Dart объемом 215 куб. См предлагается с камерами объемом как 64 куб. См, так и 72 куб. См. Если мы применим оба размера камеры к малому блоку 350ci с плоским верхом и предохранительным клапаном 6cc, степень сжатия для головки 64cc будет 10,2: 1, в то время как камера большего размера 72cc снизит компрессию до 9,4: 1. Это показывает важность соответствия остальных компонентов двигателя выбранным вами головкам.
Что такое Port Flow
Компании, производящие головки блока цилиндров, также часто включают номера портов.Машины, называемые проточными столами, обеспечивают измерение CFM (кубических футов в минуту) для заданного напора при разном подъеме клапана. Это число является репрезентативным показателем того, как данная головка будет работать с двигателем, имитируя, сколько воздуха она может протекать.
Например, головка большого блока Iron Eagle с прямоугольным портом 308 куб. См Dart 24 градуса может подавать 325 кубических футов в минуту при подъеме клапана 0,500 дюйма на стороне впуска. Упрощенный подход к оценке имеет тенденцию судить о головке блока цилиндров, основываясь исключительно на показателях пикового расхода при подъеме клапана.Однако более опытные производители двигателей также изучат значения расхода в среднем диапазоне между подъемом клапана от 0,300 до 0,500 дюйма. Для уличных двигателей эти числа могут быть полезны только по той причине, что клапан ударяет в эти точки дважды на кривой подъемной силы, в то время как пик возникает только один раз. Также важно обращать пристальное внимание на количество потоков выхлопных отверстий.
Также важно обращать пристальное внимание на количество потоков выхлопных отверстий.
Собранный или голый?
Большинство высокопроизводительных головок уличные продаются полностью собранными, поэтому важно знать, совместима ли головка блока цилиндров с распределительным валом двигателя.Роликовые гидравлические кулачки быстро становятся нормой даже в легких уличных двигателях, поэтому будьте осторожны при выборе головки, оснащенной клапанными пружинами, которая может справиться с более агрессивными характеристиками гидравлических роликов. Гидравлические роликовые кулачки создают больший подъем клапана, чем плоский кулачок толкателя, и поэтому требуют более агрессивных пружин клапана. Пружины могут иметь одинарную или двойную конфигурацию и рассчитаны на работу с заданным подъемом клапана. Идея состоит в том, чтобы приобрести набор головок, которые более чем способны принять подъем клапана, который вы планируете использовать.
Большинство (но не все) головки для вторичного рынка будут поставляться с пружинами с двойным клапаном большего диаметра.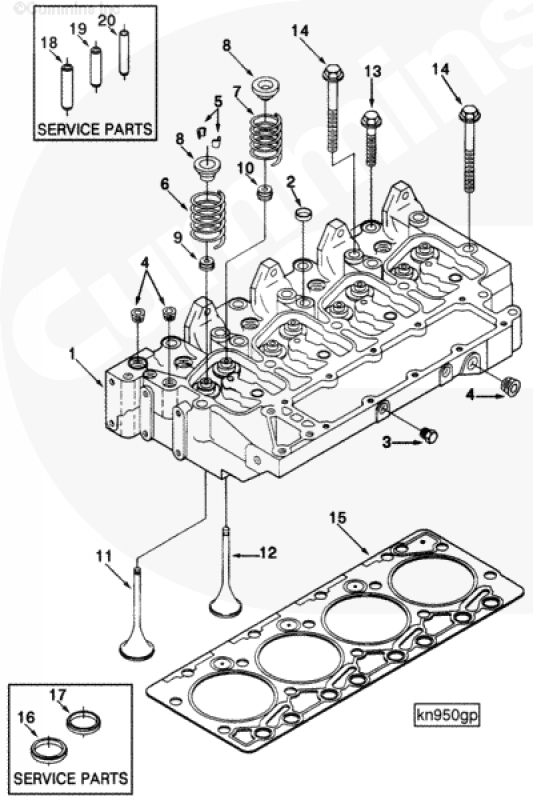 Это снимок головы LS с более жесткой пружиной в стиле улья.
Это снимок головы LS с более жесткой пружиной в стиле улья. Макс.подъем клапана
Большинство производителей головок цилиндров указывают максимальный подъем клапана головки. Головка Dart LS с квадратным портом объемом 280 куб. См с квадратным портом может выдерживать подъем клапана до 0,650 дюйма при наличии набора сдвоенных клапанных пружин. Обратите внимание, что эта головка предлагает потенциал потока до 0.700 дюймов подъема клапана, но пакет пружин ограничивает максимальный подъем на 0,650 дюйма. Ограничения для подъема клапана часто связаны с зазором между держателем и уплотнением, когда нижняя часть держателя должна оставлять зазор около 0,050 дюйма между нижней частью держателя пружины клапана и верхней частью уплотнения направляющей клапана. Другой ограничитель максимального подъема клапана известен как привязка катушки. Это точка, в которой пружина клапана полностью сжимается. Как правило, лучше всего поддерживать зазор 0,050 дюйма для крепления катушки, чтобы избежать повреждения клапанного механизма.
Диаметр пружины клапана
Еще одна важная характеристика головки блока цилиндров, о которой часто забывают, — это диаметр пружины клапана. Поскольку распредвалы становятся все более агрессивными, это делает клапанные пружины большего диаметра более привлекательными, чем когда-либо. Такие двигатели, как крупноблочный Chevy, имеют достаточно места для более крупных рессор, но другие двигатели, такие как малоблочные двигатели Chevy, малоблочные двигатели Ford и LS, требуют более крупных рессор, но место для этих компонентов несколько меньше.Первоначальный диаметр пружины малого блока Chevy использовал довольно консервативный диаметр 1,25 дюйма, но большинство высокопроизводительных головок теперь предлагают либо 1,437 дюйма диаметром, либо даже 1,550 дюйма в качестве опции для агрессивных твердотопливных двигателей с кулачками.
Этот небольшой разрез головки Chevy показывает угол клапана, измеренный от истинной вертикали. Стандартный угол малого блока составляет 23 градуса, но по мере приближения угла к истинной вертикали поток порта улучшается. Вот почему в головках LS оригинального производства используется угол клапана 15 градусов.
Вот почему в головках LS оригинального производства используется угол клапана 15 градусов.Длина клапана
Длина клапана — еще один возможный вариант. Как правило, головки с большими портами и большим потенциалом мощности часто включают клапаны, которые на 0,100 дюйма длиннее стандартных. Эти более длинные клапаны используются для размещения более высоких пружин клапана, которые обеспечивают больший подъем, соответствующий способности порта пропускать воздух при все более высоких подъемах клапана. Эти более длинные клапаны также потребуют более длинного толкателя для обеспечения правильной работы клапанного механизма.
Хотя большая часть внимания к головкам цилиндров уделяется стороне впуска, также важно знать об изменениях на стороне головки выпускного отверстия.Многие головки цилиндров послепродажного обслуживания имеют поднятые выпускные отверстия, при этом их вертикальное положение смещено вверх для улучшения потока через отверстия, особенно при более высоком подъеме клапана.
Выбор головки блока цилиндров — одно из наиболее важных решений, которые вы примете при создании двигателя с высокими характеристиками. Головка блока цилиндров правильного размера даже для двигателя с умеренными характеристиками может значительно улучшить как мощность, так и управляемость, поэтому убедитесь, что все эти мелкие детали обработаны, прежде чем принимать решение.Ваш двигатель будет рад, что вы это сделали.
Основное руководство по неисправности клапана двигателя
Клапаны двигателя Клапаны в головке блока цилиндров являются жизненно важным компонентом вашего двигателя и подвергаются огромным нагрузкам, открывая и закрывая до 2500 раз каждую минуту при нормальных условиях эксплуатации. Когда один или несколько из этих клапанов повреждены, результатом может быть что угодно, от снижения мощности и низкого расхода топлива до полного отказа двигателя. Два наиболее распространенных типа отказа клапана — это погнутые / сломанные клапаны и сгоревшие клапаны.
Коленчатые клапаны
Наиболее частая неисправность клапанов — изгиб или поломка в результате контакта с поршнями. Клапаны контактируют с верхней частью поршня из-за неправильной синхронизации двигателя, вызванной обрывом цепи / ремня привода ГРМ и неправильной установкой новых ремней и цепей. Если вы подозреваете, что в вашем двигателе погнуты или сломаны клапаны, крайне важно не пытаться запустить двигатель, поскольку это может привести к более дорогостоящему повреждению головки блока цилиндров, поршней и отверстий цилиндров.
Изогнутые клапаны выше являются результатом износа ремня ГРМ, который оборвался. Ремень ГРМ не работает вечно, и его необходимо заменять в соответствии с инструкциями производителя по обслуживанию. Замена ремня ГРМ — дешевая страховка от дорогостоящего повреждения двигателя.
Клапаны сгоревшие
Другой распространенный тип отказа клапана — это сгорание клапана или сгоревшие клапаны. В основном это вызвано выходом продуктов сгорания между клапаном и седлом клапана, когда они не герметичны.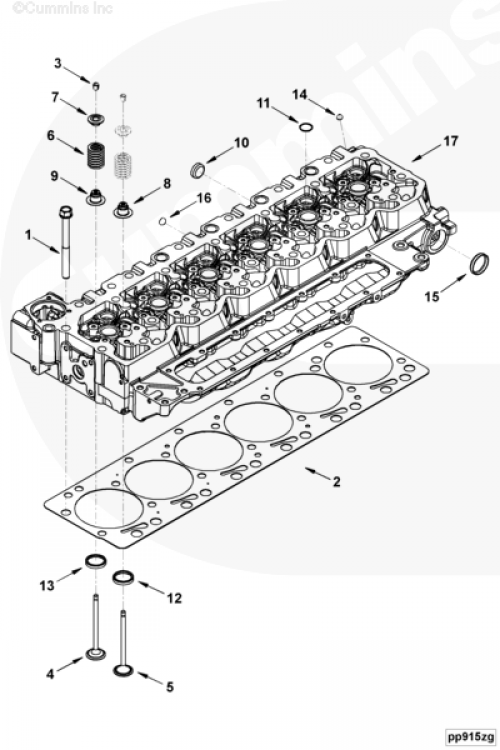 Горячие газы сгорания проходят через клапан, который начинает сжигать край клапана, и чем дольше он остается без исправления, тем хуже становится все хуже. Обычно этот тип неисправности влияет только на выпускные клапаны, но также может повредить впускные клапаны.
Горячие газы сгорания проходят через клапан, который начинает сжигать край клапана, и чем дольше он остается без исправления, тем хуже становится все хуже. Обычно этот тип неисправности влияет только на выпускные клапаны, но также может повредить впускные клапаны.
Сгоревший клапан ухудшит работу вашего автомобиля и снизит расход топлива. Неровный холостой ход, пониженная мощность, обратное зажигание и пропуски зажигания — все это симптомы сгорания клапана. Если у вашего двигателя наблюдаются подобные симптомы, мы рекомендуем вам проверить автомобиль у проверенного механика, так как постоянная езда с сгоревшим клапаном нанесет больший ущерб вашему двигателю, а ремонт в долгосрочной перспективе, в свою очередь, будет стоить дороже.
Возможные причины сгоревших клапанов: Погнутые клапаны из-за обрыва ремня ГРМ
- Избыточное локализованное тепло
- Горючие газы выходят за клапан и концентрируются только в одной точке
- Неправильное уплотнение клапана с седлом клапана головки блока цилиндров. Остатки углерода, образующиеся в результате нерегулярного сгорания (плохая смесь), появятся в области седла и поставят под угрозу уплотнение между клапаном и его седлом.
- Недостаточное охлаждение — еще один фактор из-за частичного препятствия охлаждению головки цилиндров.Как следствие, клапан не охлаждается должным образом.
- Неправильный зазор клапана может поставить под угрозу уплотнение клапана, а также вызвать этот тип отказа.
 Остатки углерода, образующиеся в результате нерегулярного сгорания (плохая смесь), появятся в области седла и поставят под угрозу уплотнение между клапаном и его седлом.
Остатки углерода, образующиеся в результате нерегулярного сгорания (плохая смесь), появятся в области седла и поставят под угрозу уплотнение между клапаном и его седлом.е седло выйти из строя и соответственно клапаны
Чтобы предотвратить этот тип сбоя, вы можете сделать несколько вещей. Поддерживайте чистую и эффективную систему охлаждения, чтобы двигатель не перегревался, используйте топливо хорошего качества, чтобы предотвратить накопление углерода на седлах клапанов, и пусть ваш механик регулярно проверяет, соответствуют ли зазоры клапанов спецификациям.
Если в вашем автомобиле используется неоригинальная топливная система L.P.G, вы должны убедиться, что двигатель совместим с L. P.G (в большинстве случаев НЕ). Если ваш двигатель работает на LPG, но несовместим с LPG, неисправность клапана неизбежна. Как правило, будет дешевле снять головку блока цилиндров и модифицировать ее для работы с LPG до того, как клапаны начнут гореть, чем ждать, пока не будет нанесен ущерб. После завершения модификаций L.P.G можно будет безопасно использовать L.P.G, не повредив двигатель.
P.G (в большинстве случаев НЕ). Если ваш двигатель работает на LPG, но несовместим с LPG, неисправность клапана неизбежна. Как правило, будет дешевле снять головку блока цилиндров и модифицировать ее для работы с LPG до того, как клапаны начнут гореть, чем ждать, пока не будет нанесен ущерб. После завершения модификаций L.P.G можно будет безопасно использовать L.P.G, не повредив двигатель.
Устранение кожуха клапана головки цилиндра для повышения производительности
Кожух клапанаможет быть тем, о чем вы слышали (а может быть, нет), но он и его эффекты тесно связаны с конструкцией седла и порта, которая работает лучше всего.
Этот технический совет взят из полной книги ДЭВИДА ВИЗАРДА, КАК ПОРТИРОВАТЬ И ПОТОК ИСПЫТАТЬ ГОЛОВКИ ЦИЛИНДРОВ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой записью в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.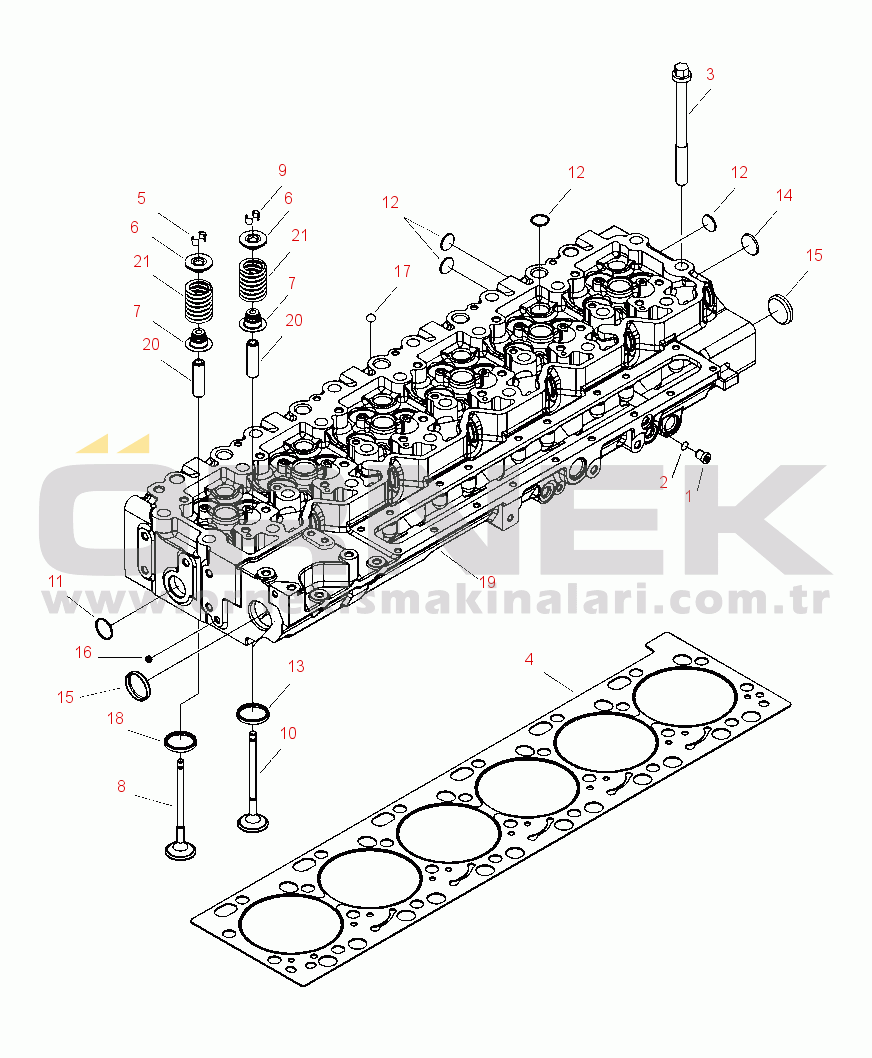 Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://musclecardiy.com/cylinder-heads/eliminating-cylinder-head-valve-shrouding-improved-performance-part-9/
Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://musclecardiy.com/cylinder-heads/eliminating-cylinder-head-valve-shrouding-improved-performance-part-9/
Так что же такое кожух клапана? На рисунке легче увидеть, чем объяснить, поэтому взгляните на рисунок 9.2. Когда вы усвоите эту концепцию, переходите к рис. 9.3. Это впускной клапан на впускной стороне печально известной камеры сгорания двигателя Weslake A-Series, о которой я говорил во введении.Здесь следует отметить, что стенки камеры на большей части окружности клапана близки к краю клапана. Таким образом, эта установка закрывает эту часть клапана, и поток ограничивается вокруг этой конкретной секции. Зеленая линия представляет радиус стенки камеры хранения, а создаваемый ею воздушный поток показан зеленой линией на графике. Очевидно, мы не можем вырезать камеру там, где она примыкает к диаметру отверстия (серая линия), но в другом месте мы можем вырезать ее, чтобы уменьшить кожух.
Рис. 9.1. Как бы экзотично ни выглядела эта головка для 7-литрового Corvette, у нее есть основная проблема: кожух клапанов.
Мы можем рассматривать стенку камеры как продолжение седла клапана. Под углом 36 градусов к штоку клапана, от седла клапана вверх, площадь вокруг клапана всегда равна площади завесы. Он представляет собой геометрический клапан без кожуха.
Практическое снятие оболочкиВсе эти разговоры о кожухе поднимают вопрос: возможно ли иметь нулевое кожух внутри головки, в которой все еще используются максимально возможные клапаны? Камера сгорания в стиле Hemi может обеспечить именно это.И это происходит потому, что клапаны всегда отходят от стенки цилиндра при открытии.
Рис. 9.2. Слева — полностью закрытый клапан. На практике этого не происходит, но это демонстрирует, что такое окутывание. Воздух не проходит через головку клапана, потому что он полностью закрыт стенками камеры. Оттягивая стенки камеры от окружности клапана, как показано справа, воздух (зеленые стрелки) может свободно проходить вокруг головки клапана.
Рис.9.3. Слева — рисунок печально известной головы A-Series 850 Mini. Эта так называемая волшебная камера сгорания из Уэслейка пострадала от острой заслонки клапана. Постепенное сокращение камеры, как показано здесь, произвело первоначально заметное увеличение потока, но, как показывает график справа, впоследствии уменьшило отдачу. Это именно то, что вы ожидаете.
Рис. 9.4. Мы можем сказать, что клапан геометрически и полностью освобожден от кожуха, если зазор вокруг головки клапана равен 0.20D при подъеме 0,25D. Это соответствует углу стенки камеры сгорания в 36 градусов от вертикали.
Рис. 9.5. Мы мало что можем сделать, чтобы удалить кожух, вызванный диаметром отверстия (красный), но кожух камеры (зеленый) можно эффективно минимизировать.
Рис. 9.6. Последний двигатель Chrysler Hemi — это новейшая высокотехнологичная разработка. В наличии есть поток головок, а также много хороших головок для вторичного рынка малых блоков от GM и Ford. В перенесенном виде они конкурируют с набором голов Cup-Car за 10 000 долларов.
В перенесенном виде они конкурируют с набором голов Cup-Car за 10 000 долларов.
Рис. 9.7. Много усилий было направлено на то, чтобы свести к минимуму защиту этой головы D3 Ford Cup Car от Ultra Pro Machining. Результатом этой и другой интенсивной работы над воздушным потоком стал 5,8-литровый двигатель с толкателем мощностью 358 куб. См и мощностью 850 л.с., оснащенный одним четырехцилиндровым карбюратором.
Рис. 9.8. Головка блока цилиндров в виде полукруглой головки имеет нулевой кожух клапанов. Это происходит потому, что при открытии клапана расстояние от края клапана до стенки цилиндра увеличивается от A до B.
Рис. 9.9. Эта мелкоблочная головка Chevy Dart с портами ЧПУ является хорошим примером сокращения до минимума кожухов. Красная и синяя линии обозначают нулевую защиту. Кожухи могут быть только стенками цилиндра.
Рис. 9.10. Воздух не поступает в цилиндр равномерно по всему впускному клапану. Здесь через половину «А» клапана поступает более 60 процентов. Это означает, что половина «B» меньше нуждается в снятии кожуха. Примечание: поток, выходящий из клапана, вращается, создавая завихрение.
Это означает, что половина «B» меньше нуждается в снятии кожуха. Примечание: поток, выходящий из клапана, вращается, создавая завихрение.
Многие авиадвигатели времен Второй мировой войны имели камеру сгорания типа «полу». Обычно в них использовались углы клапана до 90 градусов включительно. В нем размещались самые большие клапаны, но при этом образовывалась очень глубокая камера (полусфера). Глубокие камеры подходили для низких степеней сжатия, используемых для двигателей с сильным наддувом, но были плохими для использования с высокой степенью сжатия из-за необходимости в высоком куполе поршня. На практике оказывается, что оптимальный угол для впускного клапана от средней линии канала ствола составляет около 18 градусов.Для выхлопной трубы, где кожух менее важен, оптимальный угол составляет примерно 10 градусов.
Chrysler был синонимом двигателей Hemi 1950-х годов и имел хороший эффект. Он представил 5.7 в 2003 году, а версия 6.1 вышла позже. Двигатель — это очень хорошо продуманная конструкция, с головками, которые текут каждый раз, как вы ожидаете от хорошей конструкции.
До сих пор я говорил о «геометрической» обшивке. Это хорошее начало для понимания того, что такое окутывание, но простое его применение без дополнительных размышлений о том, что может происходить, может оказаться не лучшим вариантом.Если воздух поступает равномерно по всему краю клапана, геометрическое снятие кожуха клапана срабатывает каждый раз. Однако воздух тяжелый и имеет тенденцию течь по прямой линии. Нет смысла снимать кожух с части окружности клапана, если там минимальный поток. Итак, мы должны сначала понять, где необходимо произвести снятие кожуха, чтобы максимально использовать материал, удаленный из камеры сгорания. Это может быть важно; на каждый вырезанный куб.см доступен меньший потенциал степени сжатия.
Написано Дэвидом Визардом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Проверка клапана и пружины клапана головки цилиндров
Проверьте длину пружины клапана на свободную длину с помощью штангенциркуля, как показано на рисунке. Проверил установленную высоту пружин; от основания или кармана в голове до нижней части фиксатора.Если эта высота слишком велика, добавьте соответствующую прокладку, чтобы вернуть пружину в нормальное состояние. Короткие пружины (~ 1/16 дюйма) следует заменить. Натяжение можно проверить с помощью тестера пружины клапана.
Прямоугольность пружины клапана
Используйте квадратную и плоскую поверхность для проверки прямоугольности пружины клапана. При размещении на плоской поверхности пружины должны оставаться квадратными. Поверните клапан и убедитесь, что все катушки касаются квадрата при его вращении. Используйте щуп для измерения допуска.Обратитесь к руководству производителя на предмет технических характеристик или специальных процедур. Обратите внимание на пространство между верхней катушкой и квадратом.
Проверка клапана головки блока цилиндров
После снятия клапана с головки блока цилиндров его очистили и проверили на предмет:
Нет поля: Запас клапана стучится. Если запас слишком тонкий, клапан нагревается и преждевременно сгорает.
Точечная коррозия, жжение и трещины: Обычно это происходит с выпускными клапанами, поскольку они нагреваются сильнее, чем впускные клапаны.Выпускные клапаны обычно изготавливаются из высококачественной нержавеющей стали. Но они не получают никакой выгоды от заправки свежим воздухом / топливом, которую впускной клапан получает на такте впуска. По мере того, как пружина ослабевает, клапан задерживается в открытом положении немного дольше. Клапаны горят, когда их оставляют открытыми во время горения и подвергают воздействию экстремальных температур.
Головки с чашечкой: Замените клапан, если головка имеет чашеобразную форму или грибовидную форму.
Растяжка: Растяжка — это сужение шеи над головой. Это влияет на длину клапана.
Это влияет на длину клапана.
Изношены стопорные канавки или наконечник штока клапана: Осмотрите стопорные канавки, вращатели и фиксаторы на предмет износа и при необходимости замените. Если фиксатор или фиксатор выскочат не на своем месте, клапан упадет в цилиндр, что приведет к повреждению двигателя. Кроме того, изношенный наконечник штока клапана может вызвать повреждение фиксатора и коромысла.
Шток клапана: Шток клапана необходимо измерить внешним микрометром в нескольких местах, чтобы проверить на неравномерность или чрезмерный износ.
Головка блока цилиндров в сборе — высокопроизводительная работа с клапанами
Компания Circle Track стремится помочь вам сделать больше для себя. Но иногда это просто нереально. Это не ставит под сомнение интеллект наших читателей. Как и ваша мама, мы считаем, что вы можете научиться делать все самостоятельно. Просто многие вещи, необходимые для участия в гонках, требуют дорогого оборудования, которое просто выходит за рамки бюджета большинства гонщиков-любителей.
Это особенно верно, когда речь идет о дорогостоящем обрабатывающем оборудовании, необходимом для резки, строгания и хонингования головок цилиндров и блока цилиндров в соответствии со спецификациями, чтобы подготовить их к сборке.Оборудование, необходимое для правильного выполнения этих задач, непомерно дорогое, требует серьезных затрат в отношении производственных площадей и вспомогательного оборудования, а также требует много времени, чтобы научиться правильно работать. Так что оставим это профессионалам и вместо этого будем наслаждаться гонками.
Но это не значит, что вы не можете ничего сделать, чтобы убедиться, что ваша машина работает правильно. Более того, мы собираемся показать вам, как сделать так, чтобы машинист головки блока цилиндров не просто выполнял надлежащую работу, но и выполнял ее на высоком уровне.В конце концов, это гонки, где каждый стремится быть лучшим из лучших, а не переделывать мотор в рабочий фургон.
Для многих вещей, необходимых для участия в гонках, требуется дорогостоящее оборудование, которое просто выходит за рамки бюджета большинства гонщиков-любителей.
Сегодня мы занимаемся машинной работой, выполняемой на головках цилиндров, чтобы клапаны были в нормальном состоянии. И впускной, и выпускной клапаны выполняют невероятно тяжелую работу, работая со скоростью от семи до восьми тысяч об / мин (или более) в течение продолжительных периодов времени с кулачками, которые более агрессивны, чем когда-либо прежде, и становятся все более агрессивными с каждым годом.Теперь добавьте тот факт, что клапаны, которые используют большинство гонщиков, используют максимальный диаметр с минимальным размером штока, разрешенным правилами (обычно 11/32 дюйма для типичных правил субботних ночных гонок), чтобы получить наибольший поток через двигатель с минимальными затратами. вес, и вы можете понять, почему сломанный двигатель из-за упавшего клапана — слишком частое явление в гонках по кругу.
Если вы регулярно читаете Circle Track, вы, вероятно, узнаете название «Разработка движка KT». Мы работали с KT Engines в течение многих лет, потому что его двигатели выигрывают гонки, а компания достаточно уверена в своих силах, чтобы не выпускать дым.
Работая над другими историями в KT Engines, мы заметили, что специалист по головкам цилиндров Кевин Траутман подходит к процессу подготовки головок цилиндров немного иначе, чем в большинстве других мастерских. Некоторое время мы приставали к нему, чтобы он поделился своим процессом, и это может стоить нам обеда или двух, но в конце концов мы сломили его. Все дело в том, чтобы каждый клапан находился на одинаковой глубине на каждой головке и использовал минимальные прокладки седла пружины. Это звучит достаточно просто, но разница здесь в том, что Траутмана гораздо больше заботит расположение клапана в нижней части головок (камер сгорания), чем в верхней части, где это намного проще — и чаще всего — измерять.
Эта история о том, почему. Теперь вы можете проконсультироваться с изготовителем двигателя / машинистом, чтобы убедиться, что он предпринимает те же шаги для обеспечения максимальной точности. Если ваш машинист еще этого не делает, вы можете поощрить его начать, или, что еще лучше, найдите кого-нибудь, кто это делает, потому что тогда вы знаете, что имеете дело с оборудованием, которое отказывается сокращать путь.
[1] Сразу после резки седел специалист по головкам блока цилиндров KT Engine Кевин Траутман измеряет высоту клапана со стороны камеры сгорания на головке.По его словам, самая важная часть клапана — это лицевая часть, а не шток. Например, производители двигателей почти всегда проверяют зазор между поршнем и клапаном на цилиндре № 1. Но если этот клапан высокий по сравнению с одним из других 15, то один из клапанов, которые вы не проверяли, может находиться в опасной близости от клапана, что может привести к повреждению двигателя, если двигатель перейдет в плавающее положение. Единственное, что требуется для проверки высоты ваших клапанов на этой стороне головки, — это циферблатный индикатор на мостике настила
[2] Если головка блока цилиндров не была недавно декорирована, не забудьте обнулить указатель моста на поверхности. вы знаете, совершенно плоский.Даже если двигатель никогда не перегревался, если головка блока цилиндров была на работающем двигателе, тепло может запустить процесс деформации.
[3] Поместите калибр на палубе так, чтобы обе ножки находились на деке блока, а циферблатный индикатор находился над краем клапана, который находится на высокой стороне. И на Chevy, и на Ford это будет край клапана, ближайший к впускному отверстию. Убедитесь, что вы используете только один впускной клапан и один выпускной, чтобы исключить любые переменные. Перемещайте этот клапан из камеры в камеру во время измерения.Если вы проверяете двигатель за двигателем, и головка уже собрана, можно измерить уже установленные клапаны.
[4] Troutman отмечает показания, которые он получает, рядом с каждым седлом клапана. Фактическая высота не имеет значения, здесь имеет значение разница от клапана к клапану. В идеале все воздухозаборники должны находиться в пределах одной тысячной дюйма или меньше, и то же самое относится и к выхлопным газам. Траутман говорит, что если один клапан опускается ниже, чем остальные, то на самом деле мало что можно сделать, кроме установки новой вставки седла. Но если клапан слишком высокий (втыкается в камеру сгорания) больше, чем остальная часть, седло часто можно вырезать немного глубже, чтобы выровнять положение. Это важно, потому что слишком высокий клапан будет служить для уменьшения размера камеры сгорания, а если вы выйдете за пределы минимального размера камеры, это может сделать ваш двигатель незаконным.
Но если клапан слишком высокий (втыкается в камеру сгорания) больше, чем остальная часть, седло часто можно вырезать немного глубже, чтобы выровнять положение. Это важно, потому что слишком высокий клапан будет служить для уменьшения размера камеры сгорания, а если вы выйдете за пределы минимального размера камеры, это может сделать ваш двигатель незаконным.
[5] Теперь, когда Траутман знает, как складываются клапаны на стороне камеры сгорания, он переворачивает головку и измеряет высоту штока клапана.
[6] Перед измерением высоты штока клапана седла пружины должны быть на своих местах, но вам не нужны прокладки под ними.
[7] Измеритель высоты штока клапана — это простой инструмент, с помощью которого можно легко и быстро выполнить точные измерения. Вы должны убедиться, что используете те же фиксаторы и замки, которые вы будете использовать в окончательной сборке, чтобы ваши измерения были точными.
[8] Как и на стороне камеры, Troutman записывает высоту каждого клапана, на этот раз от замка до седла пружины. Теперь, поскольку он знает, насколько глубоко клапан сидит в камере, он может определить, связаны ли какие-либо отклонения с высотой седла клапана или с высотой седла пружины, и может соответственно обрезать седла.
Теперь, поскольку он знает, насколько глубоко клапан сидит в камере, он может определить, связаны ли какие-либо отклонения с высотой седла клапана или с высотой седла пружины, и может соответственно обрезать седла.
[9] Смысл всего этого в том, чтобы свести к минимуму или исключить использование любых прокладок под седлами пружин (справа). Прокладки представляют собой пластырь, служащий только для достижения правильной установленной высоты пружины клапана. Проблема в том, что прокладки создают пару компромиссов, которые могут повредить клапанный механизм. Во-первых, штабелирование прокладок ослабляет фундамент, на котором находятся клапанные пружины. Это допускает большее «колебание» пружины, которое ухудшает способность пружины поддерживать правильное движение клапана на высоких оборотах.Во-вторых, прокладки служат теплоизолятором. Один из главных врагов весенней жизни — это тепло, которое генерируется каждый раз, когда пружина сжимается. Помимо разбрызгивания масла на пружину, единственный другой способ отвести тепло от пружины — это через головку, которая уносится охлаждающей жидкостью, протекающей через водяную рубашку. Прокладки помогают удерживать тепло против пружины. И, наконец, обрезка прокладок часто означает использование более короткого штока клапана, что снижает общий вес, а также помогает стабилизировать клапанный механизм.
Прокладки помогают удерживать тепло против пружины. И, наконец, обрезка прокладок часто означает использование более короткого штока клапана, что снижает общий вес, а также помогает стабилизировать клапанный механизм.
[10] Обратите внимание, что мы еще не говорили о клапанных пружинах. Это потому, что Траутман говорит, что клапанные пружины не следует выбирать заранее, а клапанный механизм должен соответствовать им. Вместо этого все работает вместе. Многие производители пружин публикуют спецификации всех своих клапанных пружин в своих каталогах, как это сделали здесь Comp Cams. Теперь, когда он знает высоту штока клапана, Траутман может выбрать пружину с правильной скоростью для создания правильного давления в седле на установленной высоте пружины наряду с оптимальным давлением открытия.Траутман говорит, что Comp предлагает достаточно пружин, поэтому он почти всегда может найти подходящую пружину, отвечающую требованиям двигателя, и почти никогда не прибегает к прокладкам, чтобы установленная высота соответствовала требованиям пружины.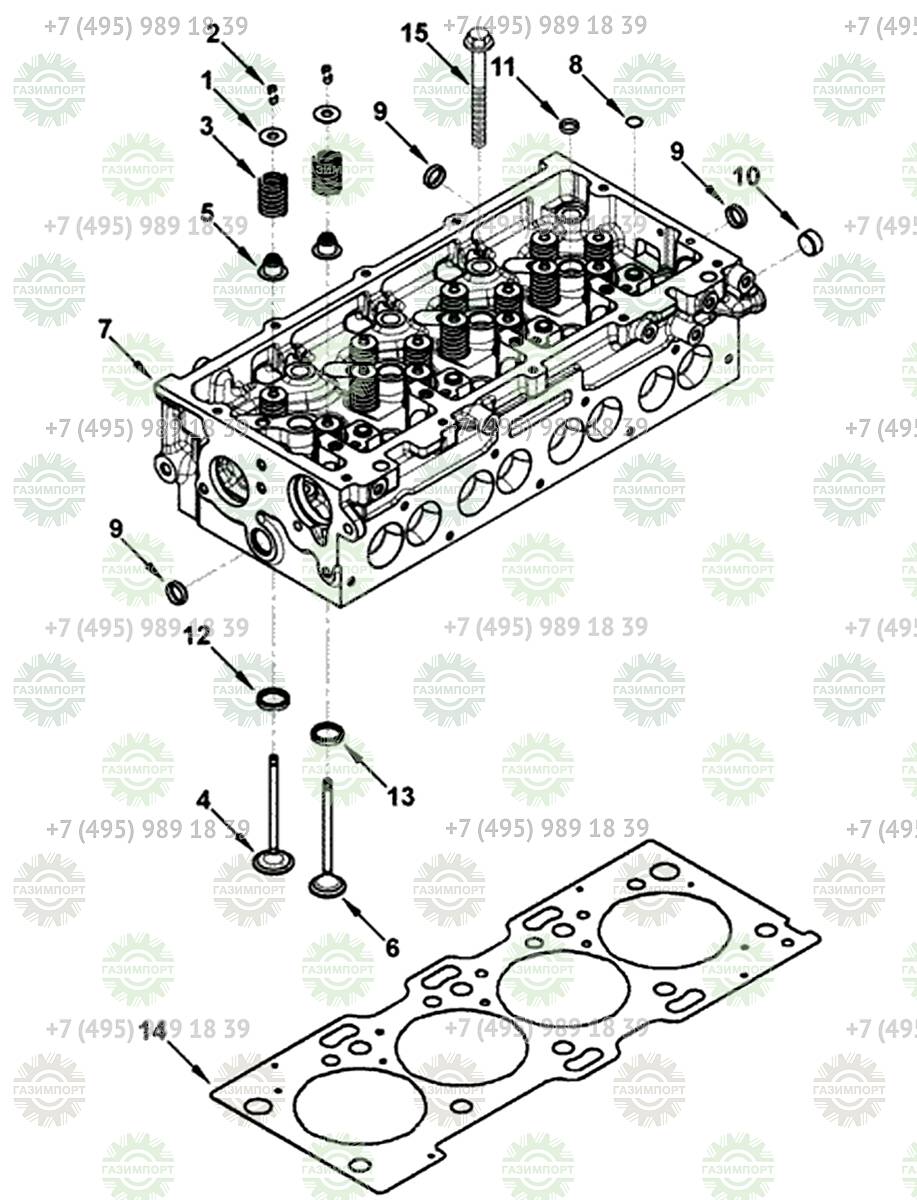
[11] Вам также следует проверить и убедиться, что используемая вами опора пружины также работает как локатор. Если это правильно, пружина будет плотно прилегать к локатору на седле пружины. На картинке показано, насколько плотно прилегает край пружины.
[12] Целые статьи могут быть написаны только об углах сиденья, и мы не будем их подробно здесь касаться. Но перед тем, как приступить к окончательной сборке, Траутман притирает клапаны. Первый шаг — нанести небольшое количество притирочной пасты на клапаны вокруг седла.
[13] Troutman вращает клапан в седле. Небольшая абразивность притирочной пасты помогает обеспечить лучшее уплотнение, сглаживая любые следы инструмента, оставленные резаком, а также показывает область, где клапан встречается с седлом.
[14] После притирки клапанов вы можете точно увидеть, где клапан соприкасается с седлом в камере сгорания. Обратите внимание, что он находится примерно в центре лицевой стороны сиденья. Некоторые производители двигателей пытаются получить немного дополнительного потока, перемещая седло к крайнему краю клапана. Но это означает, что когда придет время для восстановления, повторная нарезка седла приведет к падению клапана в порт, что ухудшит производительность. Поэтому, чтобы поддерживать максимальную производительность в течение сезона или даже дольше, вы должны планировать заранее.
Некоторые производители двигателей пытаются получить немного дополнительного потока, перемещая седло к крайнему краю клапана. Но это означает, что когда придет время для восстановления, повторная нарезка седла приведет к падению клапана в порт, что ухудшит производительность. Поэтому, чтобы поддерживать максимальную производительность в течение сезона или даже дольше, вы должны планировать заранее.
[15] Помимо герметизации камеры сгорания, область, где клапан контактирует с седлом, также является основным путем, по которому тепло перемещается от клапана в головку, где оно может быть унесено охлаждающей жидкостью, протекающей через рубашки. Зона сиденья должна иметь ширину не менее 0,040 дюйма для впускных каналов и 0,060 дюйма для выхлопных газов (они будут немного увеличиваться при работе двигателя). Но будьте осторожны, чтобы зона спаривания не была слишком широкой. Слишком широкая зона сиденья не только ухудшает поток, но и распределяет нагрузку, создаваемую пружиной, на большую площадь. Траутман говорит, что он видел случаи, когда слишком широкое седло позволяло куску углерода или мусору повредить седло, в то время как более узкая зона посадки создает давление между клапаном и седлом, достаточное для разрушения нагара до того, как произойдет какое-либо повреждение.
Траутман говорит, что он видел случаи, когда слишком широкое седло позволяло куску углерода или мусору повредить седло, в то время как более узкая зона посадки создает давление между клапаном и седлом, достаточное для разрушения нагара до того, как произойдет какое-либо повреждение.
[16] Наконец, примечание о зазоре направляющей клапана. Для стержня клапана диаметром 11/32 дюйма хорошее практическое правило для зазора направляющей клапана должно составлять от 0,0015 до 0,002 дюйма. Если вы используете чугунные направляющие, выберите больший предел диапазона, равный 0.002, чтобы избежать истирания или прилипания. С бронзовыми направляющими вставками клапана вы можете пойти на более жесткую сторону. Как правило, вам не нужен зазор более 0,002, потому что это позволит клапану дополнительное движение в направляющей, которое будет бить по седлу.
[17] Чтобы избежать истирания штоков клапанов в направляющих из-за чрезмерного нагрева, некоторые производители клапанов фактически делают штоки выпускных клапанов на несколько десятых долей тысячных меньшего размера. Из-за этого ваш машинист должен всегда настраивать свои измерительные инструменты и измерять все впускные направляющие, затем откалибровать и отдельно проверять выпускные трубы.
Из-за этого ваш машинист должен всегда настраивать свои измерительные инструменты и измерять все впускные направляющие, затем откалибровать и отдельно проверять выпускные трубы.
Замена клапанов и головок цилиндров двигателя | Стоимость и услуги
Диапазон для всех автомобилей
Бесплатная мгновенная цитата
Средняя цена магазина 428 долл. США
РемонтСмит Прайс 243 долл. США
Средняя цена магазина РемонтСмит Прайс $ Сообщите нам свой автомобиль, чтобы получить гарантированную цену на тормоза от RepairSmith.
В вашей машине много клапанов и головок. Мы можем помочь разобраться со всеми ними. Сообщите нам свой автомобиль, чтобы получить гарантированную цену от RepairSmith.
Мы можем помочь разобраться со всеми ними. Сообщите нам свой автомобиль, чтобы получить гарантированную цену от RepairSmith.
Сообщите нам свой автомобиль, чтобы получить гарантированную цену на тормоза от RepairSmith.
В наш ремонт входит: Сертифицированные механики •
12 месяцев | Гарантия на 12000 миль
Легкое онлайн-бронирование • 7 дней в неделю
Признаки неисправности клапанов и головок
Плохая работа двигателя
Если клапаны двигателя не уплотнены должным образом, тогда в двигателе не будет должной степени сжатия.Это повлияет на мощность двигателя и сделает автомобиль менее мощным. Вы также можете столкнуться с нерешительностью и грубым бегом.
Шум двигателя
Когда клапаны или головки имеют проблемы, вы можете услышать постукивающий или тикающий шум, исходящий от двигателя.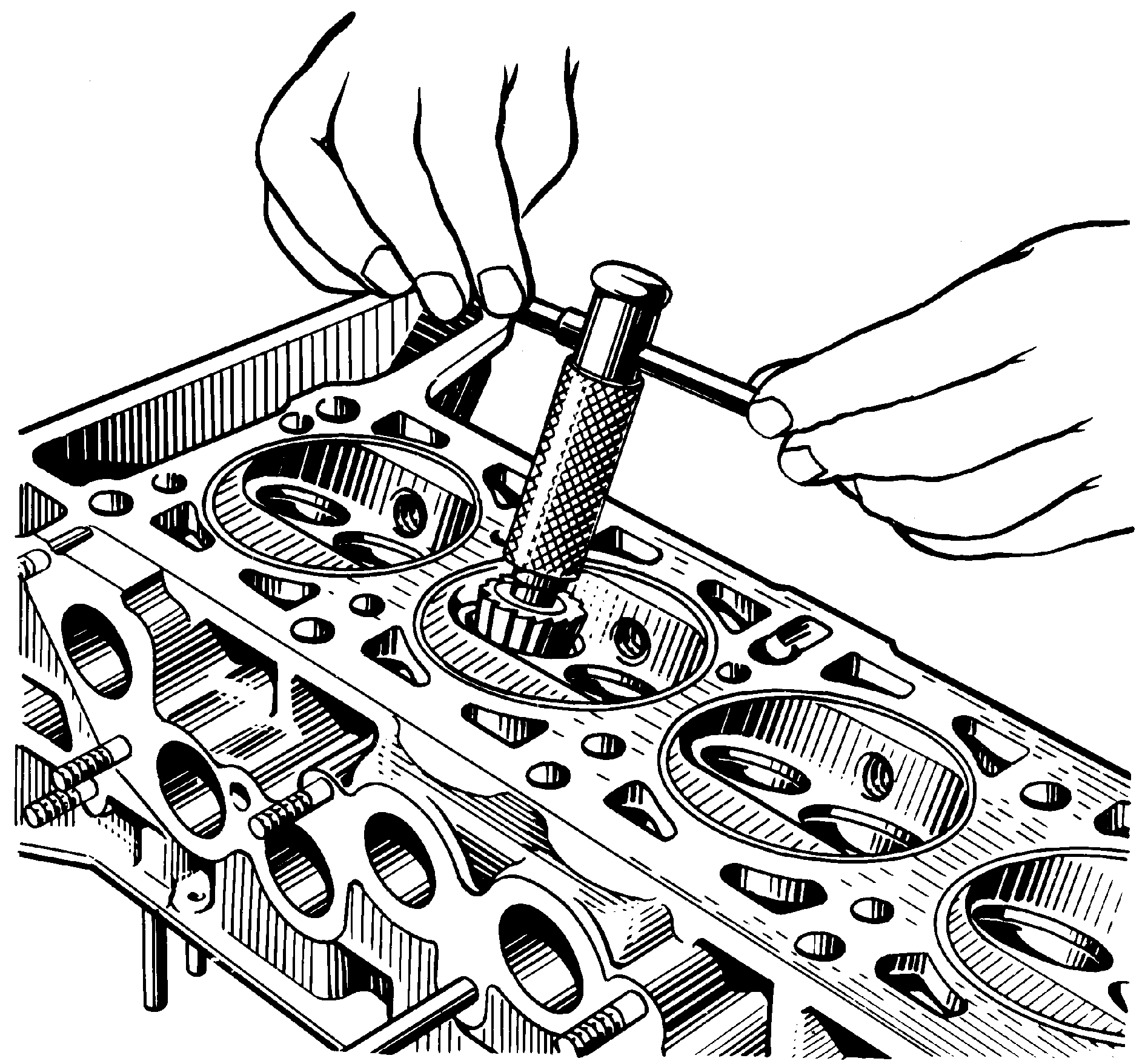
Потеря жидкости
Если головка блока цилиндров треснула, охлаждающая жидкость двигателя может попасть в камеру сгорания, где она сгорит.Это снизит количество охлаждающей жидкости в вашем автомобиле. Это также может привести к выходу белого дыма из выхлопной трубы и возможному перегреву двигателя. Точно так же сломанные направляющие клапана или уплотнения часто пропускают масло в камеру сгорания. Это приводит к потере масла, а иногда и к синему или серому дыму из выхлопной трубы.
Контрольная лампа двигателя
Проблема с клапанами двигателя или головкой блока цилиндров приведет к неправильной работе двигателя.Это предупредит компьютер вашего автомобиля, который включит контрольную лампу проверки двигателя на приборной панели.
Получить цитату 12 месяцев | Гарантия на 12000 мильТипы порта / седла головки цилиндров
Введение: типы конструкции порта / седла головки цилиндров
* Примечание студенту:
Информация, представленная в этой статье, относится к семейству Honda. двигателей в примерах,
двигателей в примерах,
Имейте в виду, что эти принципы применимы к любому двигателю.
Некоторые области этой информации могут не полностью соответствовать вашему Engine
Отремонтируйте учебник, вы обязаны найти эти отличия и
поднимите их во время обсуждения в классе.
цитата:
от carpenterracing.com
Порты головки цилиндров делятся на две основные конструкции:
порт прямого выстрела и порт высокого захода.
В порте Straight Shot конструкция обеспечивает прямую видимость с впуск непосредственно к переднему отверстию впускного клапана.Иногда этот дизайн дает более низкое значение расхода, но поскольку он прямой, мы достигаем более высокой скорости камеры подачи топлива / воздуха. Это также создает турбулентное вращение или завихрение в камера сгорания, обеспечивающая более эффективное и полное сгорание.
A High Approach Порт — это место, где в конструкции порта необходим поворот. Термин «высокий подход» происходит от угла последней секции
порт относительно клапана — он больше соответствует штоку клапана.
Термин «высокий подход» происходит от угла последней секции
порт относительно клапана — он больше соответствует штоку клапана.
Мы используем это преимущество, чтобы получить полный объемный расход в полных 360 окружность клапана. Делая поворот к воздушному потоку проблематично, но мы ласкаем поворот — делаем его настолько умеренным и эффективным, насколько возможно — использовать в свою пользу. Прямой выстрел в отверстие дает более полный и равномерный поток по всей завесе клапана. Преимущество что полное открытие клапана используется более полно.
Помните, что предпосылка для потока, поступающего в седло клапана, должна быть так, чтобы скорость потока при любых оборотах в минуту поддерживала распыление топлива (топливо остается в воздухе в виде тумана и не «выпадает» в больших капли на стенку ГБЦ).Поток во впускном отверстии не должен отделяются и образуют вихри, прежде чем он упадет в камеру сгорания.
цитата:
из 1996 Motorcyclist Magazine Cylinder Head Tech
Артикул
Когда поток в воздуховоде (например, во впускном отверстии) достигает изгиба, он теряет
любое подобие упорядоченного поведения. Частицы на внутренней стороне пути изгиба
кратчайшее расстояние (с наименьшим сопротивлением потоку), поэтому они стремятся
поддерживать скорость при повороте вниз к седлу клапана.Но поток в верхней части
порт замедляется относительно пола, создавая большой градиент скорости.
Давление в движущейся жидкости обратно пропорционально ее величине.
скорости, поэтому градиент скорости создает более низкое давление на дно порта, чем
на его крыше.
Частицы на внутренней стороне пути изгиба
кратчайшее расстояние (с наименьшим сопротивлением потоку), поэтому они стремятся
поддерживать скорость при повороте вниз к седлу клапана.Но поток в верхней части
порт замедляется относительно пола, создавая большой градиент скорости.
Давление в движущейся жидкости обратно пропорционально ее величине.
скорости, поэтому градиент скорости создает более низкое давление на дно порта, чем
на его крыше.
Этот дифференциал заставляет воздух по бокам двигаться вверх и воздух в середине потока чтобы двигаться вниз, в результате чего возникающий поток потока делится на вихри, вращающиеся в противоположных направлениях, в местах изгиба порта. Добавить к этому невидимый вихрь «дымового кольца», образующийся под входным отверстием клапана, и у вас достаточно беспорядка, чтобы сбить с толку даже лучшие умы (или компьютеры).
Конфигурация порта и клапана (как по форме, так и по углам) может существенно повлиять на
полноту сгорания. AJS 7R Джека Уильямса показал максимальную мощность с
форма впускного отверстия, которая снижает поток в пользу большего сгорания
завихрение камеры и перенаправление поступающих капель топлива от цилиндра
стены. Мне достоверно известно, что Кейт Дакворт остановился на приеме
клапаны наклонены на 15 градусов от оси цилиндра, а порты на 30 градусов от оси цилиндра.
клапаны в аналогичном компромиссе между потоком и горением.
Мне достоверно известно, что Кейт Дакворт остановился на приеме
клапаны наклонены на 15 градусов от оси цилиндра, а порты на 30 градусов от оси цилиндра.
клапаны в аналогичном компромиссе между потоком и горением.
Впускной поток влияет на сгорание, потому что оба карбюратора, форсунки для впрыска топлива подают топливо в жидкой форме. Лучшее, на что ты можешь надеяться это туман из капель, достаточно маленький, чтобы оставаться в воздухе, пока испаряющийся; большие капли центрифугируются из воздушного потока, разбрызгиваясь на впускное отверстие и стенки цилиндра, которые плохо влияет на мощность, топливную экономичность и выбросы. Топливо не может гореть, пока оно испаряется; если сырое топливо все еще пытается гореть, когда выпускной клапан открывается, выходит из трубы, тратя ваши деньги и загрязняя воздух.
Конические порты и седла клапанов предназначены для повторного ускорения воздушно-топливной смеси, как эффект Вентури, после того, как она замедлилась и совершила поворот.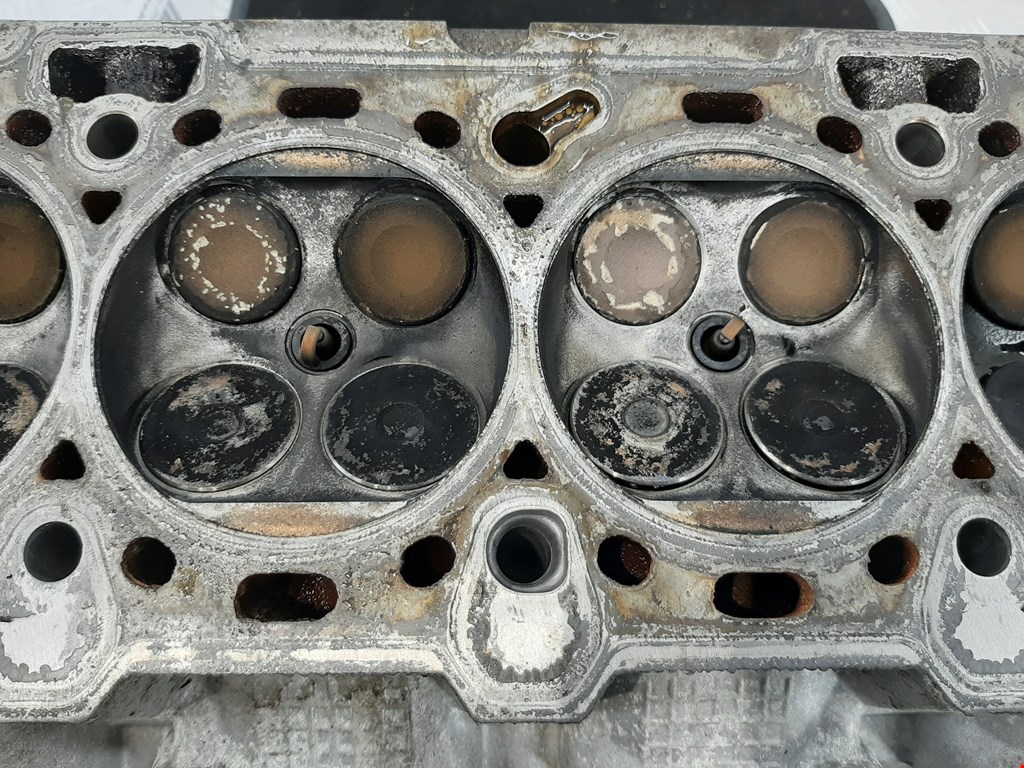 вниз по изгибу к горлу. Однако это еще не все.
вниз по изгибу к горлу. Однако это еще не все.
A. Углы седла клапана штока
Вот что рекомендуют стандартные углы седла клапана. Honda использует 30-45-60 градусов незаметная конфигурация углов для седел клапанов в их головки цилиндров, ориентированные на производительность, как показано в GSR, ITR и CTR.Их называют «сдержанными», потому что они выделяются сами по себе отчетливые острые края или границы и не плавно переходят друг в друга, как закругленные углы сидений, наблюдаемые в отечественных головах. Это Важно точно отрезать поверхность седла клапана под углом 45 градусов (с помощью краски отметьте, правильно ли сидит сиденье).
На головке блока цилиндров 30 градусов ближе всего к поршню или сгоранию
сторона камеры и называется « верхний разрез ». Далее идет « сиденье».
угол «, соответствующий
Угол сиденья 45 градусов.Угол 60 градусов ниже угла сиденья ближе к
впускной канал / IM и называется « горловина ».
Рис. 1. Углы клапана штока B18 и Расположение седла клапана
B. Типичные области, на которые нацелены головные уборщики Шлифовальный станок
Рис. 2. Традиционные целевые области для удаляемого материала по Headporting (более светлые части): Крыша вокруг направляющая клапана, малый радиус поворота днища и седло клапана.Площадь от незащищенная область направляющей клапана до малого радиуса поворота или дна порта назвал порт «чашей » площадь «.
Рисунок 3. Уменьшение самого нижнего торца клапана угол (так называемый «обратный проход» клапана) и изменение среза горловины и угла посадки головы для изменения «потока конусообразная форма на нижних и средних подъемах клапана — вот где основные преимущества Сделаны 3-х угловые клапаны. Сужение угла наклона сиденья также улучшает низкие подъемный поток.Изменения верхнего среза и смешивание чаши улучшают средне-высокий подъем клапана поток.
Пример обратного клапана (слева):
Рис. 4. С веб-сайта Standard Abrasives по ссылке выше:
4. С веб-сайта Standard Abrasives по ссылке выше:
(А) В этом производственном впускном отверстии воздух начинает поступать в порт. плавно. Когда он обнаруживает заводской дефект отливки на полу В порту плавный поток переходит в кувырки и завихрения.Это вызывает ограничение общего воздушного потока в порту. (B) Турбулентность в поток воздуха становится более сильным, когда воздух проходит через острых краев из коротких боковой радиус на этом чертеже. Сглаживание радиуса и удаление (обязательно) литье неровностей и изъянов (не всех) снижает турбулентность и увеличивает поток.
C. Почему именно седло клапана?
Рисунок 5.Недостатки литья (обозначены 4 красными
стрелки) под седлом клапана и выступ над седлами клапана в
камеру сгорания обычно сглаживают, чтобы обеспечить более однородный
поток для завихрения (топливовоздушной смеси) в цилиндр.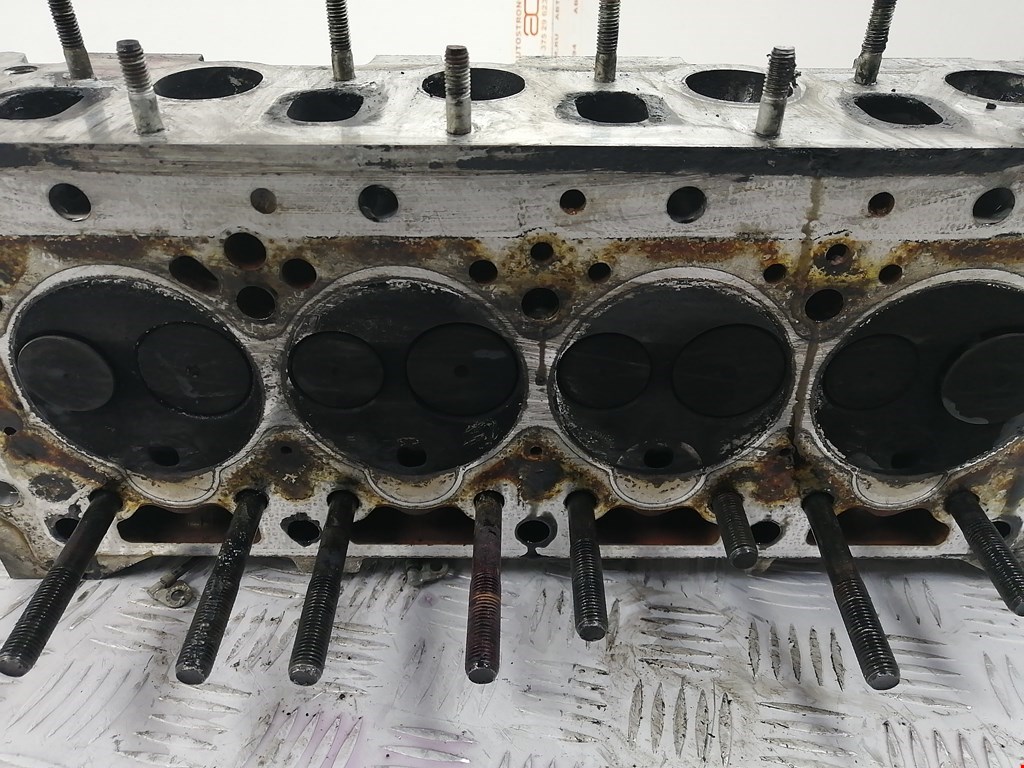 Некоторые предлагают
что «провисания» под седлом клапана
(две нижние красные стрелки) следует оставить в покое, так как они помогают создать завихрение, поскольку
впускной клапан открывается (из отверстия головки Endyn B16A
статья).
Некоторые предлагают
что «провисания» под седлом клапана
(две нижние красные стрелки) следует оставить в покое, так как они помогают создать завихрение, поскольку
впускной клапан открывается (из отверстия головки Endyn B16A
статья).
Большинство хедпортеров согласятся, что Зона «удар за деньги» для повышения производительности от Honda Головная часть находится на углах седла клапана и в переход из области чаши порта в седло клапана.Вот где Хонда сосредоточил свое внимание на достопочтенном b16a с головой в превратите его в впечатляюще улучшенную голову b18c5 (тип R). Этот факт может удивить новичка, который, возможно, подумал, что вход в порт (стыковка с IM) будет основной областью повышения производительности.
Цель потока при низких оборотах в схемах DOHC, как
он проходит мимо открывающегося седла впускного клапана, должен иметь завихрение или
обратная галтовка или комбинация этих двух методов наполнения баллона
чем обычный заправочный цилиндр, верхний клапан
макеты предпочитаю. Таким образом мы получаем слои (так называемый стратифицированный заряд )
воздуха: топливные соотношения, которые
становятся все более тонкими и наклонными к нижней части цилиндра. Этот
стек воздуха: слои топлива
с разными соотношениями воздух: топливо (самый бедный внизу
соотношением воздух-топливо до 28: 1) является основой компактного сгорания скудного ожога камеры. Это позволяет на бензине лучше пробег ,
выбросы, и, конечно же, мощность за счет более быстрого сгорания (и более
полностью), чем просто заливка больших камер сгорания (в старых
отечественные двигатели V8) при низкой скорости воздушного потока.При средних и высоких оборотах вихревого наполнения с более высокой скоростью воздушного потока
достигает однородного всасываемого заряда для достижения эффективного полного
гореть, когда для события такта сгорания осталось меньше времени. Седло клапана
углы имеют решающее значение для достижения завихрения-вихревого заполнения и предотвращения реверсии
(обратный поток обратно в горловину впускного порта).
Таким образом мы получаем слои (так называемый стратифицированный заряд )
воздуха: топливные соотношения, которые
становятся все более тонкими и наклонными к нижней части цилиндра. Этот
стек воздуха: слои топлива
с разными соотношениями воздух: топливо (самый бедный внизу
соотношением воздух-топливо до 28: 1) является основой компактного сгорания скудного ожога камеры. Это позволяет на бензине лучше пробег ,
выбросы, и, конечно же, мощность за счет более быстрого сгорания (и более
полностью), чем просто заливка больших камер сгорания (в старых
отечественные двигатели V8) при низкой скорости воздушного потока.При средних и высоких оборотах вихревого наполнения с более высокой скоростью воздушного потока
достигает однородного всасываемого заряда для достижения эффективного полного
гореть, когда для события такта сгорания осталось меньше времени. Седло клапана
углы имеют решающее значение для достижения завихрения-вихревого заполнения и предотвращения реверсии
(обратный поток обратно в горловину впускного порта).
Рисунок 6. Камера сгорания Mitsubishi с прямым Впрыск топлива в камеру вместо порта способствует обратному опрокидыванию (Завихрение) Заполнение по сравнению с обычным наполнением цилиндра
Посмотрите видеоролики об этих 2 типах наполнения цилиндров, перейдя по ссылке на mitsubishi на этом изображении выше:
lhttp: // www.mitsubishi-motors.com/corporate/about_us/technology/review/e/pdf/2003/15E_04.pdf
Просмотрите файлы .avi Swirl Filling Versus Наполнение барабана!
http://www.ricardo.com/movies/Swirl.avi
http://www.ricardo.com/movies/tumble.avi
D. Что мы изменим?
Существуют разногласия относительно того, все ли области, показанные на Рисунке 2
нужно снять болгаркой на ГБЦ Хонда.Традиционно большинство
отечественные носильщики идут после литья в порте и резких торчащих
углы на крыше порта вокруг направляющих клапана и малый радиус поворота на
этаж или порт. Однако некоторые посоветовали бы удалить даже часть отливки.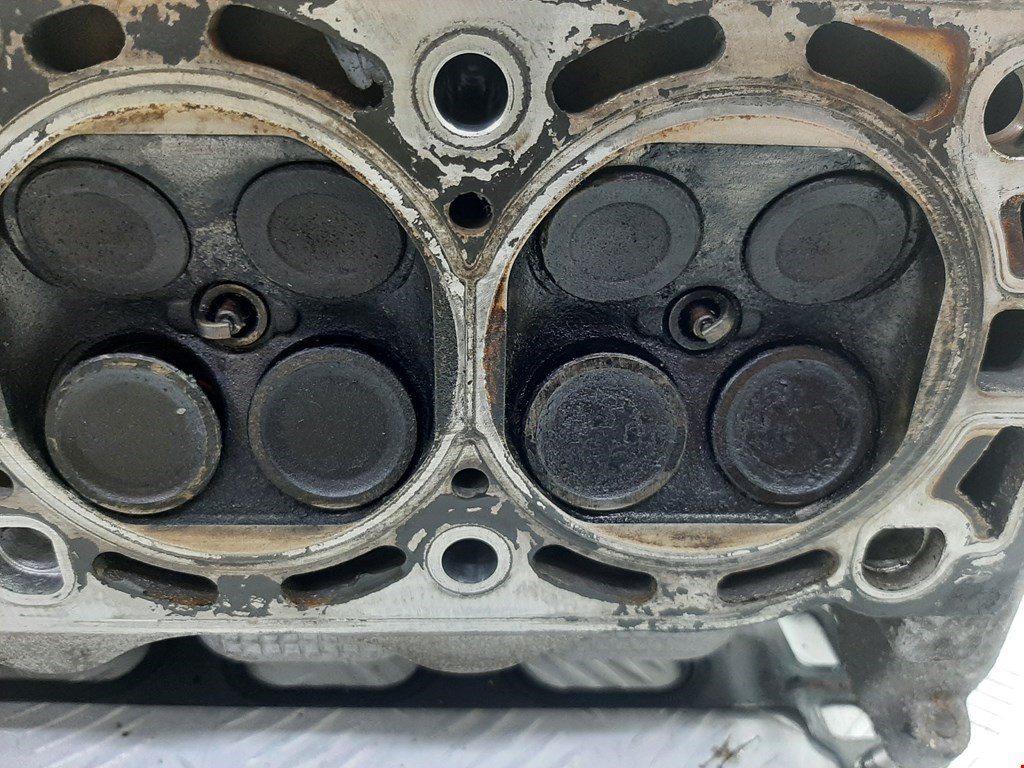 недостатки, такие как выступы или вмятины чуть ниже
седло клапана, область крыши и сужающиеся штоки клапанов мало что мешают
улучшения (и, возможно, даже затруднения) завихрения. Фактически, удаление некоторых из
эти недочеты литья на голове хонды могут помешать расходу как уже говорилось выше! Некоторые имеют
обнаружил, что подрезка (т.е. конусность) шток клапана не дает больше мощности
за счет повышенного качества потока в уже очень эффективных головках Honda серии B
(в Интеграх). Основная причина сужения
шток предназначен для уменьшения веса клапанного механизма, а НЕ для потока
Улучшение . Напротив, подрезание штоков клапанов приносит пользу Honda.
Головка серии D. Суть в том, чтобы не
предположить, что то, что хорошо для одной головки двигателя, обязательно хорошо и для
голова другого двигателя.
недостатки, такие как выступы или вмятины чуть ниже
седло клапана, область крыши и сужающиеся штоки клапанов мало что мешают
улучшения (и, возможно, даже затруднения) завихрения. Фактически, удаление некоторых из
эти недочеты литья на голове хонды могут помешать расходу как уже говорилось выше! Некоторые имеют
обнаружил, что подрезка (т.е. конусность) шток клапана не дает больше мощности
за счет повышенного качества потока в уже очень эффективных головках Honda серии B
(в Интеграх). Основная причина сужения
шток предназначен для уменьшения веса клапанного механизма, а НЕ для потока
Улучшение . Напротив, подрезание штоков клапанов приносит пользу Honda.
Головка серии D. Суть в том, чтобы не
предположить, что то, что хорошо для одной головки двигателя, обязательно хорошо и для
голова другого двигателя.
Рис. 7. Споры: много ли мы получаем с конусом
Штоки клапана в B18C ?: Стандартный шток клапана B18C на
левый и клапан DPR из нержавеющей стали с
Подрезанный или конический стержень.
Рис. 8. Более пристальный взгляд на поверхность клапана с обратным вырезом, канавку или конический шток клапана и Полированная вихревой полировка нижняя часть поверхности клапана на DPR из нержавеющей стали Стальной клапан для B18C1:
Основной выход дополнительной мощности за счет лучшего потока обеспечивается за счет седла клапана
сам (на головке) и на седле клапанного аппарата
угол и угол заднего среза.Второй осторожный концентрический шаг головы (называемый
собственно «угол сиденья») можно сократить до 45 градусов, а следующий
концентрический угол ниже этого разреза (так называемый «горловой разрез», см. рис.
3.) может быть изменен для получения резкого «шага», который уменьшает реверсию.
(обратный поток) на такте сжатия, когда впускной клапан начинает
закрываться и поршень сжимает топливовоздушную смесь или при перекрытии кулачков
когда впускной клапан начинает открываться в начале такта впуска
когда давление в выпускном отверстии и камере выше, чем во впускном канале
давление. Насколько круто нужно идти и какие углы ниже второго 45?
градусный концентрический угол, разумеется, является запатентованным для каждого хедпорта.
магазин и каждое приложение (FI vs. N / A). Завод решил уменьшить GSR и
Угол поворота второго концентрического клапана головки типа R (то есть угол седла) уже с 60
градусов, в предыдущих Интеграх 2-го поколения, до 45
градусов. Некоторые магазины уменьшают этот второй концентрический угол наклона седла еще больше до 40
градусов на стороне всасывания, убедившись, что концентрические углы выше
& ниже предотвращают обратный поток.
Насколько круто нужно идти и какие углы ниже второго 45?
градусный концентрический угол, разумеется, является запатентованным для каждого хедпорта.
магазин и каждое приложение (FI vs. N / A). Завод решил уменьшить GSR и
Угол поворота второго концентрического клапана головки типа R (то есть угол седла) уже с 60
градусов, в предыдущих Интеграх 2-го поколения, до 45
градусов. Некоторые магазины уменьшают этот второй концентрический угол наклона седла еще больше до 40
градусов на стороне всасывания, убедившись, что концентрические углы выше
& ниже предотвращают обратный поток.
Делайте НЕ притирайте клапаны, точка, если вы хотите, чтобы седла и поверхности клапана длиться любое время.
* Примечание для студентов: просмотрите вспомогательный текст и сделайте свой собственный выводы.
цитата:
от Endyn
Я не притиркала ни клапан, ни седло с конца шестидесятых.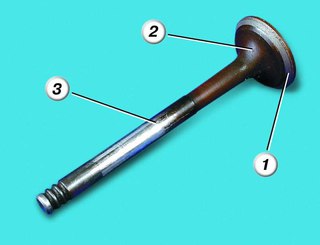 Притирочная масса
проникает в поверхность клапана и в седла, вызывая преждевременное
эрозия обоих.
Притирочная масса
проникает в поверхность клапана и в седла, вызывая преждевременное
эрозия обоих.
С самого первого дня я задавался вопросом, почему все эксперты по импорту головок закрывают клапаны, но Я всегда объяснял это недостатком опыта. Я не знаю ни одного профессиональные головные магазины, которые делают домашние головки, которые тоже прижимают клапаны, но домашние руководители тоже имеют гораздо больший опыт.
Притирка клапанов — отличный способ гарантировать, что работа клапана не продлится долго протяженность времени.Honda не рекомендует ничего делать с сиденьями (и клапанами). кроме обработки их тоже.
Еще могу сказать, что есть МНОГО нержавеющих клапанов там для импорта, который является мусором, потому что они так мягкий. Не нужно много времени, прежде чем они закончат угол седла клапана «врезались» в их лица, эффективно разрушая как уплотнение, так и поток возможность.
Суть в том, что НИКОГДА не притирайте клапан или седло. Если сиденье
обработан концентрически, и поверхность клапана имеет меньше чем. 0005 «, двигатель закроется.
0005 «, двигатель закроется.
Если вам нужно» увидеть «, где седло соприкасается с поверхностью клапана, используйте какой-нибудь машинистский (прусский) синий на лицевой стороне клапана и поверните его против сиденье с притирочной палкой. Контактная площадка будет «зачищена», показывая ширину сиденья.
Мы замачиваем клапаны в растворителе, а затем используем круг из мягкой проволоки на настольной шлифовальной машине. для удаления нагара.
Далее клапаны переходят на Serdi centerless вентиль болгарки для облицовки.После того, как лица будут в идеальном состоянии, мы «отрегулируйте» их ширину, отшлифуя задний угол клапана.
Я сужаю лицо так, что оно примерно на 0,015 дюйма шире седла клапана, с
0,003 дюйма снаружи и 0,012 дюйма внутри, чтобы учесть головку клапана.
расширение в горячем состоянии.
Рисунок 9. Добавление антиреверсии
шаг ниже угла седла (вырез горловины и ниже) дает значительный выигрыш в
мощность по словам Эндина, несмотря на то, что это
также предотвращает любой прямой поток с малым подъемом клапана ниже 30% полезной подъемной силы.
цитата:
Endyn’s ответ на мои вопросы по этому поводу
шаг, если вы попробовали сами, используя незаметные концентрические углы клапана
а не их изогнутый метод
Tuan,
Если я правильно читаю, вы хотите знать, какими должны быть нижние углы а где находится ступень антиреверсии ??
Во-первых, если я делал многоступенчатое седло клапана, то угол под седлом собственно
может быть не 60 градусов…… сюрприз! На короткой стороне этот угол может быть 55
градусов (или меньше) при ширине, скажем, 0,045 дюйма, однако по длинной стороне
тот же угол может быть только 0,010 дюйма в ширину. Углы под ним могут быть
от 60 до 90 градусов, в зависимости от характеристик потока
мы пытаемся добиться с помощью порта. Я полагаю, что я говорю, что там
не являются «заданными» углами, которые отражают работу наших клапанов.
настроены. Если бы я делал все вручную и начинал с трехугольного
работа клапана (на Honda ), те
углы будут 35, 45, 55 как для впускных, так и для выпускных сидений, но к тому времени
Я закончил смешивать их с необходимыми переменными радиусами, вы никогда не сможете
измерить любой из углов, кроме самого сиденья в 45 (в этом
пример).
Если бы я вставил ступень против реверсии во впускной канал, она бы упала под углом 55 градусов, и есть падение примерно на 90 градусов 0,020 дюйма с последующим переходом на угол 65 градусов обратно в существующий работа клапана.
… при каком чистом подъеме клапана вы видите реверсирование впуска при сжатии ход и ход впуска соответственно?
Изучите кривую подъема впускного клапана на ранних стадиях. открытия (в то время как выпускной клапан находится вне седла), и это даст вам четкое представление о том, когда произойдет возврат.Создан еще один всплеск реверсии когда впускной клапан закрывается на своем седле и смесь «отскакивает».
Вот несколько разных подходы к оптимизации расхода за счет замены клапана углы (с использованием незаметных или смешанных закругленных углов):
цитата:
Endyn’s Комментарии к записи «Большой крутой поворот»
Шаг «
Порты текут в обоих направлениях !!!
Во время перекрытия и в точке закрытия впускного клапана всплески потока снова увеличиваются. впускной порт.Теперь, поскольку реверсия во время перекрытия в основном инертна, вы
не может снова сжечь его, и каждый раз, когда возникает большой скачок давления (от клапана
закрытие), смесь, которая направлялась в порт по инерции, испытывает, мягко говоря, неблагоприятное воздействие.
впускной порт.Теперь, поскольку реверсия во время перекрытия в основном инертна, вы
не может снова сжечь его, и каждый раз, когда возникает большой скачок давления (от клапана
закрытие), смесь, которая направлялась в порт по инерции, испытывает, мягко говоря, неблагоприятное воздействие.
Я решил эту дилемму конструкцией седла впускного клапана. В конфигурацию седла впускного клапана и самого клапана можно минимизировать, если не остановить проблему обратного потока.
Большой впускной клапан или впускной канал, который отлично пропускает при среднем и высоком подъеме, не
иметь низкий подъемный поток, черт возьми, если бы я его спроектировал.Во время моих попыток
препятствовать обратному потоку на входе, я обнаружил, что любой порт, который хорошо течет на
нижние подъемники будут течь назад с еще большей эффективностью. Так что внимание к
Конфигурация сиденья убивает низкий подъемный поток, чтобы препятствовать обратному потоку. Если
Я мог бы спроектировать конфигурацию порта / сиденья, которая будет расходовать «0 кубических футов в минуту» при низком подъеме, и я буду счастлив.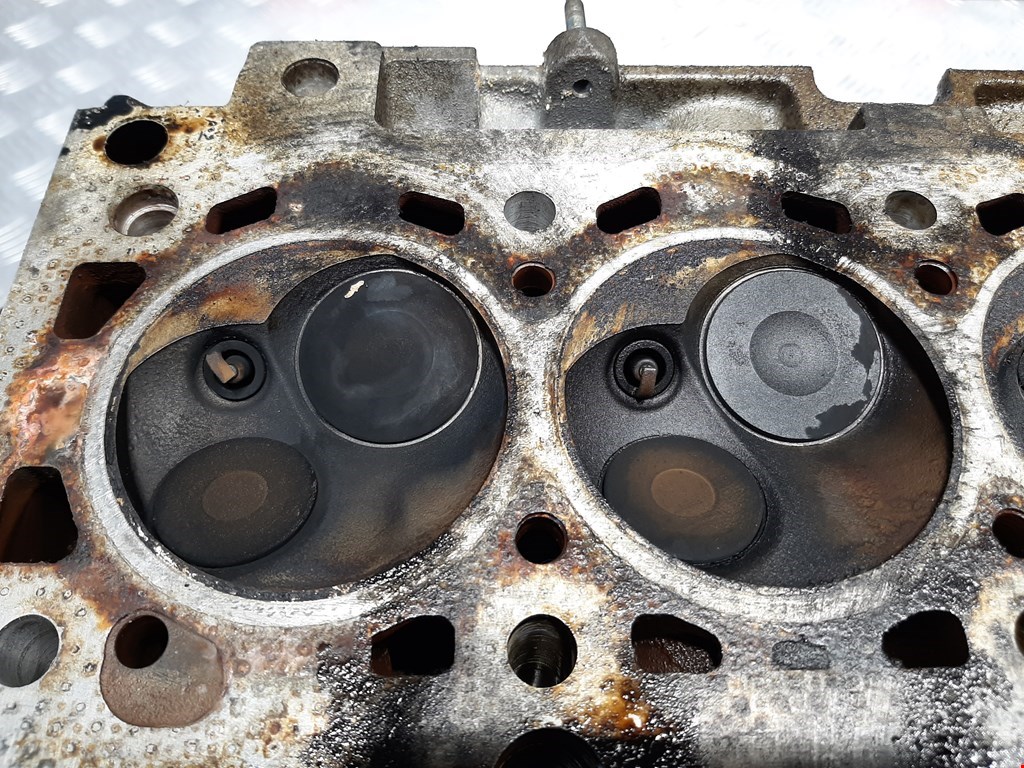
Конфигурация сиденья, которую я использую, концентрична только по углу, под которым Клапан на самом деле сидит, а верхний угол — это камера сгорания.Ниже угол седла внутренний диаметр вставки седла не круглый, а постоянно меняющийся радиус в разрезе? Здесь нет трех или пяти углов. В «места из ада», как их называют многие клиенты, настраиваются в таким образом справляться с изменяющимися скоростями и давлениями, возникающими при клапан открывается и закрывается. Сиденье, наверное, самое важное аспект в портировании, так как это переход от порта к камере / цилиндру, и если вы до сих пор хорошо справились с составом смеси, здесь все ваша тяжелая работа в апстриме будет напрасной, если не будет сделана должным образом…
Что касается размера порта, … вход и выход из портов практически не влияют на скорость потока в порту. Большая часть потока улучшены участки с малым радиусом поворота и подход чаши к седла клапана …
Лучший способ предотвратить реверсирование впускного клапана — это просто поставить угол 90 градусов. угол сбоку от головки клапана (плоский с острым краем к камере
боковая сторона). Мы никогда не видели каких-либо достойных результатов от рытья траншеи на стороне камеры.
впускного клапана.
угол сбоку от головки клапана (плоский с острым краем к камере
боковая сторона). Мы никогда не видели каких-либо достойных результатов от рытья траншеи на стороне камеры.
впускного клапана.
Формы клапана были первым местом, где большинство из нас начали искать сокращение обратный поток.
Впускные клапаны имеют «квадратные» края … с углом, определяющим разрыв от камерной стороны головы к краю составляет 90 градусов (или меньше) с острой кромкой (без радиуса) и углом, определяющим разрыв от край к лицевому углу одинаково острый.
Если седло чисто радиуса, клапан должен иметь (соответствующий) выпуклый
радиус для уплотнения с седлом, предполагая, что должно быть больше, чем (точка)
контакт между двумя компонентами.Радиус выпуклости в торце клапана
не будет способствовать эффективному потоку смеси. О механическом
сторона …. поскольку седло и клапан не расширяются одинаково с температурой,
два обозначенных радиуса даже не совпадают друг с другом во время термоциклирования. Хотя простые ступенчатые угловые разрезы создают некоторую турбулентность, они обеспечивают
своего рода «моделируемый» радиус, и они также допускают положительное уплотнение с
торцевой угол самого клапана.
Хотя простые ступенчатые угловые разрезы создают некоторую турбулентность, они обеспечивают
своего рода «моделируемый» радиус, и они также допускают положительное уплотнение с
торцевой угол самого клапана.
Выпускные клапаны с закругленными углами для плюса потоку и реверсии тоже нравятся формы.Если мы не остановили возврат до к клапану, мы прорежем клапан траншеей, так что есть резкая ступенька, соединяющая тюльпан (или филе) к фактической посадочной поверхности клапана. Это очень эффективный.
———————
из статьи Soft Head ’99 на веб-сайте Endyn
Горловина впускного порта должна немного расширяться по площади во время короткого повернуть
Радиусная секция (независимо от высоты) для снижения скорости и увеличения давления
обеспечение необходимой энергии для усиления перехода смеси через
область седла и дальше в цилиндр.Седло впускного клапана должно быть
сконфигурирован с использованием одного дискретного угла опоры с камерой сгорания
определение OD и ID должно быть установлено с помощью короткого (0,010 дюйма) 58
нижний угол градуса. Конфигурация остальных нижних фигур
пересечение порта должно быть рассчитано на создание более длинного короткого поворота
«перекат» и крутые боковые и задняя стенка подходят к сиденью, поэтому
внутренний угол сливается с формами, которые не концентричны с сиденьем. Это
Все это делается для того, чтобы крыша и пол были одинаковой длины.Еще одно преимущество
эта конфигурация сиденья заключается в том, что оно не способствует обратному потоку и последующему
потери мощности.
Конфигурация остальных нижних фигур
пересечение порта должно быть рассчитано на создание более длинного короткого поворота
«перекат» и крутые боковые и задняя стенка подходят к сиденью, поэтому
внутренний угол сливается с формами, которые не концентричны с сиденьем. Это
Все это делается для того, чтобы крыша и пол были одинаковой длины.Еще одно преимущество
эта конфигурация сиденья заключается в том, что оно не способствует обратному потоку и последующему
потери мощности.
Пока мы обсуждаем работу клапана, необходимо высказать некоторые дополнительные соображения.
относительно конфигурации седел клапанов. Я считаю седло клапана
единственный наиболее важный аспект подготовки впускного порта. Это абсолютно необходимо
допуски на обработку должны составлять 0,0001 дюйма. Отдельные штоки клапана
должны быть отточены снаружи до надлежащей отделки, и каждая направляющая клапана должна быть
заточены под выбранный клапан.По завершении у каждого клапана будет собственная пронумерованная направляющая. Поскольку допуски клапана к
направляющий зазор будет очень узким, допуск на биение седла
также следует придерживаться 0,0001 «. При подготовке к
Седла клапанов станка, на кулачковую сторону головки ставим крепление с
пружины, загружающие верхние части сидений ковшей. Свечи зажигания затягиваются на место, и мы всегда используем торсионную пластину / головку.
прокладка прикручена к деке головы. Последние попытки смоделировать реальный
мир должен прокачать охлаждающую жидкость 220 градусов через водяную рубашку головы
при этом происходит вся обработка седла.Эти шаги могут показаться чрезмерными, но
если бы в них не было необходимости, мы бы их не сделали. Вся обработка седла также
на основе бесцентрово-наземных пилотов, которые
«без конуса» подходит для каждой направляющей. Мы также считаем, что все регулируемые пилоты
следует выбросить как мусор, а любой «уважаемый» механический цех должен
чувствую то же самое. А теперь вернемся в порт.
Поскольку допуски клапана к
направляющий зазор будет очень узким, допуск на биение седла
также следует придерживаться 0,0001 «. При подготовке к
Седла клапанов станка, на кулачковую сторону головки ставим крепление с
пружины, загружающие верхние части сидений ковшей. Свечи зажигания затягиваются на место, и мы всегда используем торсионную пластину / головку.
прокладка прикручена к деке головы. Последние попытки смоделировать реальный
мир должен прокачать охлаждающую жидкость 220 градусов через водяную рубашку головы
при этом происходит вся обработка седла.Эти шаги могут показаться чрезмерными, но
если бы в них не было необходимости, мы бы их не сделали. Вся обработка седла также
на основе бесцентрово-наземных пилотов, которые
«без конуса» подходит для каждой направляющей. Мы также считаем, что все регулируемые пилоты
следует выбросить как мусор, а любой «уважаемый» механический цех должен
чувствую то же самое. А теперь вернемся в порт.
Сам порт должен быть настроен для работы с камерой и стенкой цилиндра
для создания смещения потока, которое будет приводить к вращению смеси в
цилиндр, который мы теперь называем завихрением. Все исследования и тесты показывают, что это
действительно возможно спроектировать порты и прилегающие области в цилиндре, чтобы позволить
оптимальная частота завихрения практически во всех диапазонах оборотов.
Все исследования и тесты показывают, что это
действительно возможно спроектировать порты и прилегающие области в цилиндре, чтобы позволить
оптимальная частота завихрения практически во всех диапазонах оборотов.
———————————————-
Из специального подхода Endyn к углам седла клапана
Позвольте мне начать с того, что конфигурация седла клапана не так хороша
влияние на завихрение или кувырок, как вы могли подумать. Классический 30-45-60 градусов
седло клапана обеспечивает хорошее уплотнение и хорошую общую пропускную способность при низких и средних
и высокий подъем клапанов (по меркам Хонды).Ступенчатые углы легко
машины, и поскольку поток изменяется только с шагом 15 градусов, смесь
разделение не слишком серьезное. Испытания на влажный поток на некоторых
«примитивные» машины заставили многих думать, что
ступенчатые дискретные углы обеспечивают лучшую подачу смеси к цилиндру, чем конфигурации с закругленными углами. Это правда, но если сиденье
с асимметричным радиусом и одним
Дискретный угол седла, подача смеси и скорость потока выиграют. Такого рода
работа с клапаном чрезвычайно трудоемка и, следовательно, дорогостоящая. Один также
должен иметь реальный контроль над нюансами потока портов, чтобы сделать сиденье этого типа
Работа.
Такого рода
работа с клапаном чрезвычайно трудоемка и, следовательно, дорогостоящая. Один также
должен иметь реальный контроль над нюансами потока портов, чтобы сделать сиденье этого типа
Работа.
… Фактически, единственное, что есть у главы ITR, это то, что конфигурация седла, которая в большей степени ориентирована на производительность клапана, с правильное седло расположено дальше наружу по диаметру клапана. Внутри диаметр посадочного места также больше, чем у штатной головки В16, что позволяет более высокие скорости потока необходимы для подачи 1.Комбинация 8 литров. Мы даже не обманем с портированием головы ITR больше, потому что люди, портирующие их, удалили так много материала в «неправильных» местах, что нет возможности спасти голова, даже для комбинаций с большим портом. При переносе штатной головки B16 мы может увеличить поток примерно на 8% в критических диапазонах подъема над головкой ITR, которую мы переделал.
Головка GSR имеет больший внутренний диаметр до впускного седла, чем головка B16, которая
предназначен для питания двигателя 1,8 л. Насчет более крутого порта на GSR … вы
необходимо подключить порт к впускному коллектору, прежде чем вы попытаетесь проанализировать его характеристики потока.
Поскольку впускные каналы Honda находятся на их серии B
Руководители VTEC, вы рискуете увидеть «мутную картинку» на
движение смеси цилиндров, если вы просто изучаете порт с закругленным входом на столе потока.
Насчет более крутого порта на GSR … вы
необходимо подключить порт к впускному коллектору, прежде чем вы попытаетесь проанализировать его характеристики потока.
Поскольку впускные каналы Honda находятся на их серии B
Руководители VTEC, вы рискуете увидеть «мутную картинку» на
движение смеси цилиндров, если вы просто изучаете порт с закругленным входом на столе потока.
Мы не видим различий, которые, по мнению некоторых, существуют, с головкой B16 больше ориентирован на завихрение, а GSR больше склоняется к кувырку….
Некоторые из вас могут быть шокированы, узнав, что углы седла впускных клапанов, которые мы используем в
многие головы больше не имеют углов в 45 градусов. Впускные сиденья 55 градусов хороши
обычное дело в наши дни, особенно в тех случаях, когда мы хотим улучшить
от среднего до высокого подъема. Это более крутое сиденье также хорошо работает с навязчивыми
камеры и ситуации, когда близость стенок цилиндра вызывает беспокойство. это отличный способ заставить порт думать, что у него есть
клапан большего диаметра в нем.
… На тотальных головках-убийцах наша лучшая голова на основе обсадной колонны B16 будет отток равноценно подготовленного GSR примерно на 5 куб. футов в минуту при подъеме 0,500 и этого недостаточно, чтобы заставить одного превзойти другого в реальный мир.
Наши порты настроены на продвижение модифицированного завихрения, вращающегося против часовой стрелки. из левой чаши и по часовой стрелке справа с коротким поворотом радиус, форма чаш и наши седла клапанов, которые также предназначены для «выровнять» поверхность стенки со всех сторон порта…
———————————————- ———————-
Магия — это люди и их инструменты, создающие переменные и концентрические /
неконцентрические радиусы.
(На клапанной поверхности) мы перемещаем 45 градусов наружу, чтобы
в пределах 0,005 дюйма от края клапана (лица). Если
вы сталкиваетесь с клапаном, 45 простираются до края. Используем задние (срезанные) углы
различной степени, продиктованной предназначением головы, (в
порядка), чтобы сузить 45 и позволить потоку «видеть» окно (в
камеру сгорания) на более ранних подъемниках.
Ширина впускного седла (угол) обычно составляет 0,045 дюйма, а выпускного отверстия то же самое (на наших головах Хонды). Используйте совмещенный верхний (срезанный) угол 35 градусов на выхлоп, с вырезом под сиденьем на 53-55 градусов (горло). Этот (верхний разрез) должен быть радиально направленным в чашу.
(для 5 угловых клапанов) воздухозаборники на этих двигателях очень короткие 33 градуса верхний (срезанный) угол (макс. ширина 0,008 дюйма), 58 градусов (Ширина 0,010 дюйма) (разрез в горле) под сиденьем. Этот угол (разрез в горле) должны следовать 65 градусов на короткой стороне поворота и 70 градусов на длинная сторона.Все это нужно смешать в чаше портвейна, чтобы он работал. правильно.
Здесь не используются ступенчатые дискретные углы (закругленные углы плавно переходят, как в домашних головах) , поэтому аппроксимировать их таким образом сложно ….
Имейте в виду, что углы и горловина порта все в конечном итоге сливаются в
очень сложные радиусы, при этом 45 градусов (угол сиденья) является единственным дискретным
угол влево. Ширина седла определялась размером клапана, его массой,
и характеристики распределительного вала, ключевую роль в которых играет долговечность.
Ширина седла определялась размером клапана, его массой,
и характеристики распределительного вала, ключевую роль в которых играет долговечность.
«Уголки» седла клапана должны быть сконструированы таким образом, чтобы двигатель мог вдохнуть максимальный (неотделенный) входной заряд, когда скорость поршня (и падение давления) будет наибольшей, если вы собираетесь делать большие сила. Тот факт, что мы имеем дело с путешествием по потоку в более чем одном направлении делает работу еще более сложной.
Учтите, что кроме положительного давления на впуске на мгновение, когда клапан открывается при выпуске (перекрытии), происходит вторичный обратный пик, с которым нужно справиться, когда клапан возвращается в свое седло.
Это «комбинированная» форма области выше и ниже дискретного угол сиденья, контролирующий характеристики потока. Конечно, главный Угол седла также влияет на общий расход в зависимости от подъема клапана ….
Главный угол седла (торца), безусловно, будет влиять на поток
характеристики порта. Его ширина также будет
влияют на расход и качество, а также на его долговечность.
Его ширина также будет
влияют на расход и качество, а также на его долговечность.
Узкое сиденье передает меньше тепла, чем широкое, и оно также будет иметь тенденцию «растирать» в течение определенного периода времени, изменяя оба герметизирующих свойства и характеристики потока.Следовательно, ширина сиденья должна соответствовать потоку, материалы клапана и седла, распределительный вал и пружины, диапазон оборотов и двигатель применение.
Будьте осторожны при соединении чаши порта с седлами клапана, так как за направляющими клапана есть несколько «ступенек» литья. (как впускной, так и выпускной), которые нельзя снимать или сглаживать. Если вы удалите эти углубления (углубления) для косметических целей, расход пострадает ….
Переход от портов к сиденьям должен быть сглажен и любые неровности или неровности.
очевидные недостатки сглажены.Используйте хороший жесткий картридж
ролики (зернистость 80), чтобы соединить алюминий с седлами в чашах.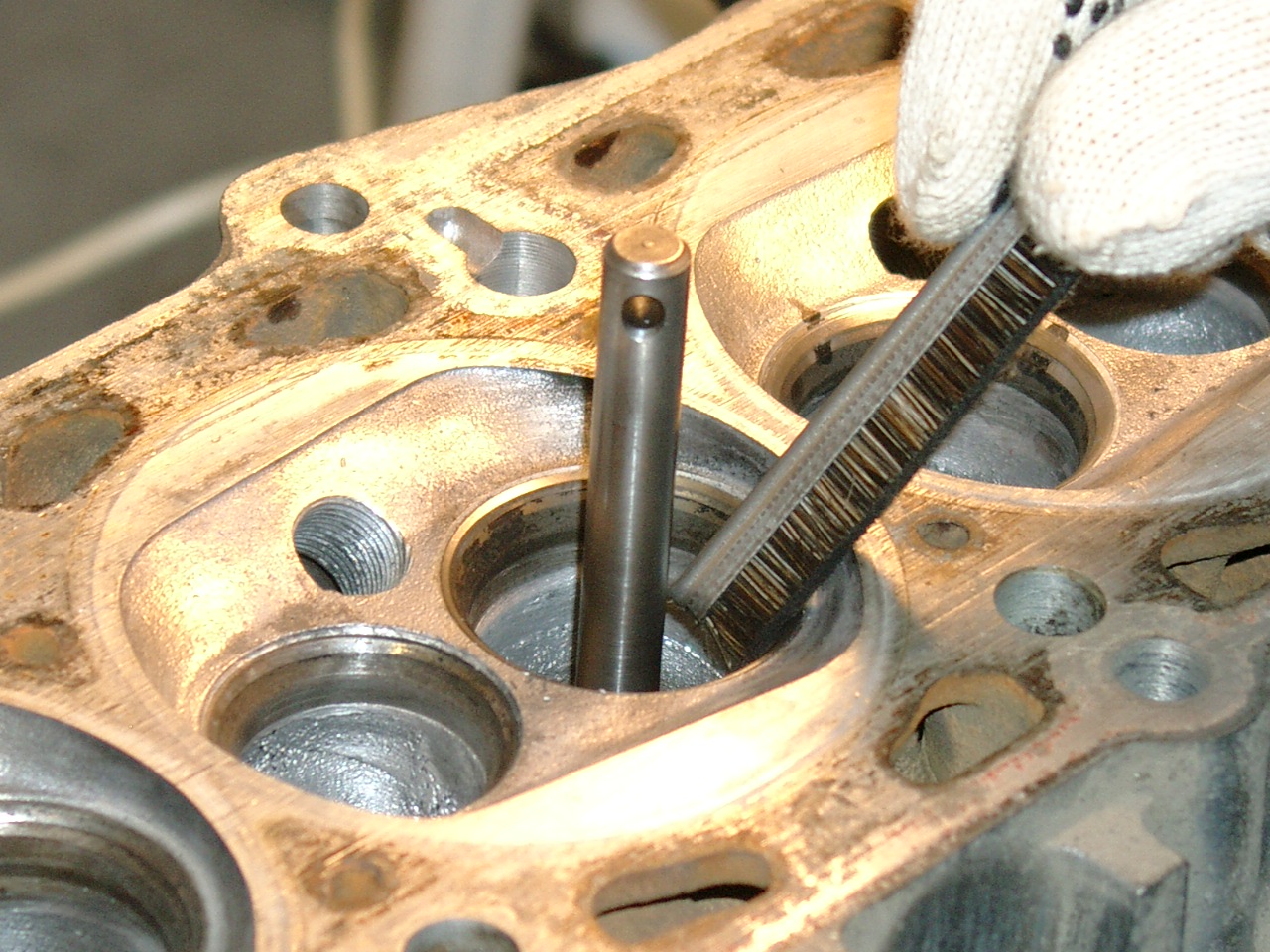 Шлифовальный станок
должен вращаться на умеренных оборотах, и нужно следить за тем, чтобы валок не
удалите больше материала с алюминиевой части порта, чем с седла. Вы хотите
чтобы избежать положительного шага при приближении к сиденью (кроме случаев, указанных выше, где
отливка занижает форму). Я бы использовал жесткий 80
рулон с мелким картриджем, чтобы соединить седла с чашами так же, как с впускными отверстиями.Если вы очень осторожны и не касаетесь седла клапана (45 градусов
угол), вы можете придать выхлопным сиденьям форму радиуса.
Шлифовальный станок
должен вращаться на умеренных оборотах, и нужно следить за тем, чтобы валок не
удалите больше материала с алюминиевой части порта, чем с седла. Вы хотите
чтобы избежать положительного шага при приближении к сиденью (кроме случаев, указанных выше, где
отливка занижает форму). Я бы использовал жесткий 80
рулон с мелким картриджем, чтобы соединить седла с чашами так же, как с впускными отверстиями.Если вы очень осторожны и не касаетесь седла клапана (45 градусов
угол), вы можете придать выхлопным сиденьям форму радиуса.
цитата:
от Джо Аланиза из Alaniz Technologies с использованием традиционного потока с малой подъемной силой
философия усовершенствования или подход к переносу головок
Я заметил, что головка B16 имеет другую форму чаши , чтобы
Это. Если (чаша) имеет форму правильно ,
Вы видите действительно хороший прирост куб. футов в минуту.Если вы этого не сделаете (сформируйте чашу
правильно) ну, скажем так, вы дали кому-то деньги, чтобы это выглядело
довольно, глядя на эту местность.
На протяжении многих лет многие носильщики и головные уборщики говорят, что чаши предназначены для низкого подъема, короткого сторона для среднего подъема и бегун для высокого подъема. Это то место, где вы хотите изменить характеристики потока на определенных подъемниках. Я уверен, что это относится ко многим головам но это просто показывает вам, что головы Honda привередливы там, где вы думаете что-то не должно работать (тогда) действительно работает !
Еще одна вещь, которую я заметил, это то, что на многих производимых многоклапанных
напор, высоких порта , кажется, течет лучше при низких и средних числах подъема … в то время как порты с более узким радиусом имеют тенденцию течь лучше при высоте лифты. Я часто замечал это с мотоциклетными головами
также. Они не поднимают очень высоко. В среднем они видят около 0,300–350
(7,6-8,9 мм) подъема клапана. Высокий порт отлично подойдет для этого.
тип подъемника.
РАБОТА КЛАПАНА И ПОТОК (ИСТИНА)
Последние несколько месяцев я потратил много времени, изучая различные типы клапанные рабочие места на головке В16, КГР, Д16 и С2000.Я заметил, что это один область, которая воспринимается как должное. Причина в том, что многие «гоночные головы» магазины »используют твердосплавные пластины SERDI или SUNNEN с типичными размерами 30,45, 70 или 30, 45 и радиусом. Библию им и используют их, потому что они не знают другого. На Головка С2000, если использовать эти углы, вы просто теряете около 2-3% потока от Высота подъема клапана 0,050–350 (1,3–8,9 мм). Я даже тестировал сиденье с 5 углами наклона (это шутка) с результатами меньше, чем сток.Углы очень важны для создания эффекта Вентури, необходимого при определенных подъемах клапана. На старом неэффективная фабрика возглавляет 30,45,70 может видеть выигрывает только потому, что голова такая плохая с самого начала.
Мы в ALANIZ знаем, что работает, а что нет. О нашей внутренней работе S2000
В проекте у нас есть более 25 индивидуальных испытаний угла наклона сиденья. Было очень сложно
улучшить заводскую работу клапана. Причина, по которой мы знаем это, в том, что мы текем
протестировал новую головку с заводскими сиденьями и углами клапанов.После всего этого
тестирование мы нашли то, что действительно работает. Мы увидели около 2-3% улучшений
на с низким подъемом и около 1% на средних и высоких подъемах. Клапан
профилирование также очень важно. Соответствие углов седла углам клапана будет
привести к хорошей дыхательной комбинации. Вот почему наша работа не имеет себе равных.
Не соглашайтесь на догадки. Наши стендовые испытания потока уверяют нас в нашей работе.
Было очень сложно
улучшить заводскую работу клапана. Причина, по которой мы знаем это, в том, что мы текем
протестировал новую головку с заводскими сиденьями и углами клапанов.После всего этого
тестирование мы нашли то, что действительно работает. Мы увидели около 2-3% улучшений
на с низким подъемом и около 1% на средних и высоких подъемах. Клапан
профилирование также очень важно. Соответствие углов седла углам клапана будет
привести к хорошей дыхательной комбинации. Вот почему наша работа не имеет себе равных.
Не соглашайтесь на догадки. Наши стендовые испытания потока уверяют нас в нашей работе.
Я надеюсь, что пролил свет на эту тему, и надеюсь, что это поможет вам сделать правильное решение.
Примечание для студентов:
Используйте всю информацию из этой статьи на своем собственный риск.
.