Коленчатый вал фото: шлифовка, установка, замена подшипников, инструкции с фото и видео
Как устроен коленчатый вал?
Коленчатый вал или, как его называют опытные водители и автослесари, коленвал – важная функциональная деталь автомобильного двигателя, которая имеет строгую индивидуальную форму в зависимости от модели. В данной статье мы рассмотрим, что такое коленчатый вал двигателя, какие функции он выполняет и к чему приводит эксплуатация машины с неисправным валом.
Что такое коленвал?
Коленчатый вал – это механическая деталь автомобильного двигателя, которая является промежуточным звеном-преобразователем тепловой энергии сгораемого топлива в механическую энергию вращения колёс.
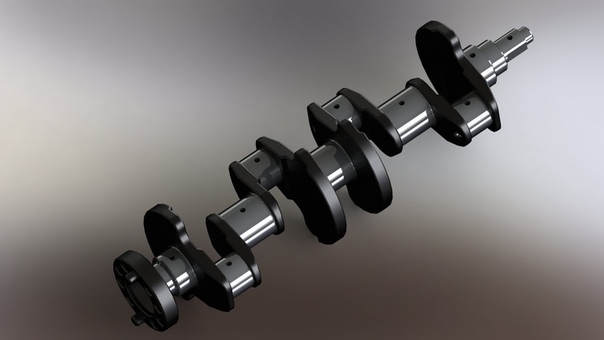
По внешнему виду он представляет собой вал из стального сплава со множеством шатунных шеек, которые между собой соединены коленной шейкой. Число шеек-колен соответствует числу цилиндров в двигателе, их расположению, форме. Шейки соединены с поршнями через шатуны, которые, двигаясь возвратно-поступательно, приводят вал в движение.
Если в коленчатом вале шатунные шейки находятся с двух сторон от коленной шейки, он называется полноопорным.
Коленвал производится из углеродистой или легированной стали с повышенной износостойкостью (для спорткаров, люкс-моделей и автомобилей с повышенной мощностью) или модифицированного чугуна (для стандартных серийных моделей) с помощью литья или прессования. Для легирования стали применяются молибден, хром и иные металлы, существенное увеличивающие прочность сплава.
В большинстве двигателей коленчатый вал располагается в нижней части, над картером, в оппозитных – выше, по центру мотора.
Для чего нужен коленчатый вал?
Двигатели внутреннего сгорания работают за счёт функционирования поршневого блока. Его принцип действия заключается в следующем:
- во время сгорания топливной смеси в цилиндре воздух расширяется с создаёт давление;
- под действие давления поршень выталкивается, совершая поступательное движение;
- благодаря соединению с шатунными шейками поступательное движение превращается во вращательное;
- энергия вращения, переданная на коленчатый вал, передаётся колёсам автомобиля, и он приводится в движение.


Таким образом, коленвал – это преобразователь одного вида механического движения в другой. Как известно, поршни в ДВС двигаются несимметрично. В то время, как одни из них совершают поступательные движения (выталкиваются из цилиндра), другие – возвратное (затягиваются обратно).
Конструкция коленчатых валов разрабатывается с предельной точностью, поэтому во время работы все цилиндры сохраняют общее вращение вала. Поэтому коленца имеют разные оси вращения.
Как устроен коленчатый вал?
Рабочие компоненты коленвала:
- Коренная шейка
- Шатунные шейки – опоры, связанные с поршневыми шатунами. Во время работы они смещаются относительно оси вала по круговой траектории.
- Щёки – вспомогательные детали, связывающие шатунные и коренные шейки. Они также предотвращают разрушение вала из-за резонансной нагрузки.
- Хвостовик – задняя часть, соединённая с шестерной отбора или маховиком для передачи мощности на движение.
- Носок – передняя часть вала, которая посредством шкива или зубчатого колеса передаёт мощность приводу газораспределительного блока и других вспомогательных механизмов.
- Противовесы – детали, необходимые для распределения нагрузки и уравновешивания массы шатунов и поршней.

Для уплотнения носка и хвостовика используются защитные сальники. Это предотвращает просачивание масла в местах выхода частей маховика за границы блока цилиндров. Вращательное движение обеспечивается тонкими стальными подшипниками скольжения. Чтобы ось вращения вала не смещалась, на одну из коренных шеек ставится упорный подшипник.
Во время работы самые большие напряжения концентрируются в месте соединения шеек и щёк. Для разгрузки его делают с галтелью – полукруглым переходом с промежуточным технологическим поясом. По причине экстремальных нагрузок в месте перехода щёк в шейки в своё время производители отказались от составных коленвалов, детали которых соединялись крепежом.
Для чего нужен датчик коленвала?
Датчик положения коленчатого вала (ДПКВ) используется в автомобилях, которые оборудованы системами электронного управления мотором. Поскольку вращение вала сказывается на работе многих функциональных блоков и систем, своевременная подача топлива в цилиндры ДВС может улучшить ездовые характеристики.
Датчик коленвала как раз отвечает за синхронизацию рабочих процессов. В различных моделях автомобилей его использование улучшает синхронизацию зажигания или топливных форсунок. Прибор передаёт на электронный блок управления данные о положении коленвала, направлении и частоте вращения.
Встречаются датчики следующих видов:
- Магнитные (индуктивного типа). Сигнал на ЭБУ формируется в момент прохождения синхронизационной метки через магнитное поле, которое формируется вокруг датчика. Система не требует отдельного питания, и может параллельно работать как датчик скорости.
- Датчики Холла (работают на эффекте Холла). Ток в приборе начинает движение при приближении изменяющегося магнитного поля. Перекрытие магнитного поля реализуется специальным синхронизирующим диском, зубья которого взаимодействуют с магнитным полем ДПКВ. Дополнительная функция – датчик распределения зажигания.
- Оптические. В данном случае для синхронизации также используется зубчатый диск. Он перекрывает оптический поток, проходящий между приёмником и светодиодом. Приёмник фиксирует прерывания светового потока и передаёт в электронный блок управления импульс напряжения, соответствующий параметрам вращения вала.
 Ток в приборе начинает движение при приближении изменяющегося магнитного поля. Перекрытие магнитного поля реализуется специальным синхронизирующим диском, зубья которого взаимодействуют с магнитным полем ДПКВ. Дополнительная функция – датчик распределения зажигания.
Ток в приборе начинает движение при приближении изменяющегося магнитного поля. Перекрытие магнитного поля реализуется специальным синхронизирующим диском, зубья которого взаимодействуют с магнитным полем ДПКВ. Дополнительная функция – датчик распределения зажигания.Датчик коленвала устанавливается внутри корпуса двигателя, как и прочие датчики управления. Для его встраивания используется специальный кронштейн, расположенный возле приводного шкива генератора. Внешне он отличается от датчиков другого назначения наличием проводка длиной 55-70 см с особым разъёмом, который соединяет устройство с системой электронного управления.
Смотрите также: Близкие и далекие перспективы на женевском автосалоне
Близкие и далекие перспективы на женевском автосалонеРасточка коленвала своими руками
Коленчатый вал — это специальная деталь, выполненная из высокопрочной стали и чугуна. С его помощью создаётся крутящий момент методом передачи усилий от поршней через шатуны. Конструкция данного механизма предусматривает несколько штучных и коренных шеек. Соединяются они щеками, которые создают противовес. В данной статье мы поговорим о том, как расточить коленвал, и зачем необходима эта процедура.
Зачем нужна расточка коленчатого вала
Расточка выполняется в процессе капитального ремонта двигателя. При полной реставрации силового агрегата разбираются абсолютно все узлы, и проводится тщательная проверка всех деталей. Сегменты с выработкой более 50% выбрасываются. Так как их реставрация в большинстве случаем невозможна или слишком затратная. Коленчатый вал — это дорогостоящая деталь. В отличие от большинства узлов, её реставрация обходится значительно дешевле покупки новой.
В отличие от большинства узлов, её реставрация обходится значительно дешевле покупки новой.
Расточка коленвала выполняется при обнаружении отклонений в форме, размере или при наличии отложений на поверхности шеек. Из-за высокой нагрузки данного сегмента в конструкции автомобиля, его выработка является неизбежной. Вопрос о целесообразности этой операции возникает в любом случае при обнаружении даже незначительных вышеописанных дефектов, так как от этого зависит качество проведения ремонтных работ в целом. Технические требования к рабочей поверхности очень велики, поэтому данная процедура должна проводиться только при наличии соответствующего инструмента, оборудования и знаний.
Расточка коленвала своими руками
Расточка коленвала представляет собой сложную процедуру, выполнить которую в условиях даже хорошо оборудованного гаража практически невозможно. Так как она требует высокой точности, и может проводиться только на профессиональном токарном оборудовании. К тому же, чтобы получить качественный результат, нужен большой опыт и соответствующая квалификация. Самостоятельно можно выполнить следующие процедуры:
Самостоятельно можно выполнить следующие процедуры:
Демонтировать двигатель и все дополнительные навесные узлы, в число которых входит КПП, сцепление и маховик.
Вскрыть поддон силового агрегата, отвинтить крышку коренных и шатунных подшипников. Затем снять её с вкладышем и извлечь коленчатый вал.
Выполнить очистку коленвала. Для этой процедуры можно воспользоваться специальными смесями, их изобилия на рынке позволяет подобрать оптимальную жидкость в любой ценовой категории.
Для выполнения расточки требуется специальное оборудование. Обработка детали начинается с шатунных шеек или из самых изношенных коренных сегментов.
Плюсы от расточки коленвала
В процессе эксплуатации коленчатый вал подвергается большой нагрузке, что приводит к возникновению самых различных дефектов. Постоянное снижение уровня чистоты и образование на поверхности неровностей приводят к ухудшению работоспособности системы. Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
Обеспечивается идеальная чистота рабочих поверхностей. Использование специальных растворов и инструментов позволяет избавить деталь от инородных отложений.
Исправление дефектов (бочкообразности), которые возникают из-за неравномерных усилий при работе механизмов. Это приводит к возникновению зазоров в сопрягающихся деталях.
Устраняется овальность шеек, которая образуется из-за одностороннего усилия от шатуна и является побочным эффектом конструктивной особенности коленвала. Овальность возникает по истечении длительного эксплуатационного периода.
Восстанавливается диаметр шеек. Уменьшение диаметра шеек происходит неравномерно и зависит от режима работы цилиндров.
Как увеличить срок эксплуатации коленчатого вала
Не секрет, что расточка коленвала является дорогостоящей процедурой. Помимо самого рабочего процесса, нужно разбирать силовой агрегат, что также требует немало времени и финансовых затрат при условии обращения в сервис. Самый минимальный срок выполнения данной ремонтной работы выведет из строя автомобиль на несколько дней. В связи с этим советы опытных профессионалов о том, как продлить жизнь коленчатого вала, являются актуальными в любом случае.
Помимо самого рабочего процесса, нужно разбирать силовой агрегат, что также требует немало времени и финансовых затрат при условии обращения в сервис. Самый минимальный срок выполнения данной ремонтной работы выведет из строя автомобиль на несколько дней. В связи с этим советы опытных профессионалов о том, как продлить жизнь коленчатого вала, являются актуальными в любом случае.
Чтобы проводить столько сложные и затратные операции как можно реже нужно соблюдать некоторые правила при эксплуатации машины, так как срок службы коленвала во многом зависит от водителя и его характера езды.
Не допускайте перегревов силового агрегата и не эксплуатируйте машину на повышенных нагрузках.
Своевременно заменяйте расходные материалы: фильтры и моторное масло. Используйте только качественные детали и материалы, рекомендованные производителем.
Любые ремонтные работы, связанные с силовым агрегатом, выполняйте максимально аккуратно с привлечением опытных специалистов, при условии отсутствия личных навыков и знаний.
0,15 Мн/м2 (1,5 кГ/см2), для коленчатых валов используют высоколегированные стали 18ХНМА, 18ХНВА и 40ХНМА с повышенными пределами текучести и прочности.Обычно коленчатые валы изготовляют ковкой. В последнее время стали применять литые коленчатые валы из высокопрочного чугуна, модифицированного магнием, перлитного ковкого чугуна, легированного никельмолибдено-вого чугуна.
Наибольшее применение для литых коленчатых валов получил высокопрочный ВЧ 50-1,5 (НВ 187—255) и перлитовый чугун.
Литые коленчатые валы имеют следующие преимущества по сравнению с коваными: меньший расходметалла,сокращениечисла операцийпримеханическойобработке,возможность придания оптимальных форм в отношении распределения металла и повышения усталостной прочности.
Литые коленчатые валы из чугуна обладают лучшей способностью гашения крутильных колебаний.
Литые чугунные валы обладают меньшей прочностью (особенно на изгиб), чем штампованные стальные валы. Поэтому у чугунных валов увеличивают диаметры шатунных и коренных шеек, толщину щек и радиусы галтелей.
Чугунные коленчатые валы изготовляют полноопорными. Шейки чугунных валов имеют высокую износостойкость, что позволяет применять подшипники из свинцовистой бронзы.Масса обработанного литого коленчатого вала на 10—15% меньше массы кованого.
После ковки коленчатые валы отжигают или нормализуют для снятия внутренних напряжений и понижения твердости до НВ 163—269,чтобы облегчитьмеханическую обработку.После механической обработки коленчатые валы перед шлифованием подвергают вторичной термической обработке (закалка и отпуск), что значительно улучшает их механические свойства и повышает поверхностную твердость шеек. Обычно вторичная термическая обработка производится с нагревом т. в. ч. (токами высокой частоты).
Глубина закаленного слоя должна быть не менее 3—4 м.и, чтобы после перешлифования шеек коленчатого вала под ремонтные размеры толщина закаленного слоя была не менее 1 мм. Твердость шеек коленчатого вала из стали 50Г HRC52—62, а из стали 45Г2 — HRC48—50.
коленчатый вал двигателя мотоцикла Фотография, картинки, изображения и сток-фотография без роялти.
коленчатый вал двигателя мотоцикла Фотография, картинки, изображения и сток-фотография без роялти. Изображение 107507898. Изображение 107507898. Коленчатый вал двигателя мотоцикла
S M L XL редактироватьТаблица размеров
Размер изображения Идеально подходит для Ю Интернет и блоги, социальные сети и мобильные приложения. м Брошюры и каталоги, журналы и открытки. л Плакаты и баннеры для дома и улицы. XL Фоны, рекламные щиты и цифровые экраны. 5568 x 3712 пикселей | 47,1 см x 31,4 см | 300 точек на дюйм | JPG
Масштабирование до любого размера • EPS
5568 x 3712 пикселей | 47.1 см x 31,4 см | 300 точек на дюйм | JPG
Скачать
Купить одно изображение
6 кредита
Самая низкая цена
с планом подписки- Попробовать 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 ру
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать.
. Принять Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookieCrankshaft Tech — Популярный журнал Hot Rodding
Рабочий объем ложе 80-х годов. Дни незначительного и примитивного увеличения рабочего объема за счет шлифовки кривошипа со смещением стали более далекими воспоминаниями, чем президентская кампания Фрица Мондейла. В связи с появлением в последнее десятилетие количества доступных на вторичном рынке коленчатых валов толкателей кубические дюймы стали дешевле, чем когда-либо.Одновременно с этим технология головок цилиндров была вынуждена идти в ногу с требованиями постоянно увеличивающегося рабочего объема, а мощность в лошадиных силах разрослась до неприличных размеров. Поскольку наше хобби — это коллективные шалости в золотой век лошадиных сил, ни один компонент двигателя, за исключением головки блока цилиндров, не смог продвинуть дело так, как современный коленчатый вал.
Так что, если ваш санкционирующий орган не запрещает это, если вы строите двигатель, вы, вероятно, хотите купить кривошипный двигатель.Тем не менее, вариантов много, и не все кривошипы одинаковы.Стоит ли соглашаться на стальное литье или переходить к ковке? В чем разница между сталью 5140, 4130 и 4340? Вам действительно нужно во всех случаях переходить к подделке? Соответствует ли billet своей священной репутации? Как отличить маркетинговую шумиху от реального качества продукта? И самое главное, какой коленчатый вал подходит для вашей области применения? К счастью, на этом дезинформация заканчивается. Мы связались с ведущими производителями коленчатых валов в стране, чтобы дать окончательные ответы на все вышеупомянутые вопросы, в том числе получить представление о металлургии и различных производственных технологиях.Не паникуйте, если вам нравятся менее популярные модели, потому что у нас также есть модели Buick, Olds и Pontiac. Хотя некоторая информация не соответствует общепринятому мнению, факты не всегда легко усвоить.
У нас есть правда, но вы справитесь?Сравнение литья, ковки и заготовки Технологии изготовления играют важную роль в обеспечении максимальной прочности коленчатого вала. Литье и ковка — два наиболее распространенных метода производства, каждый из которых имеет свои преимущества и недостатки.Литые кривошипы начинают свою жизнь как жидкое железо или сталь, и их разливают в форму. Это позволяет необработанной отливке максимально приближаться к ее окончательной форме, что сокращает объем окончательной обработки. В сочетании с тем фактом, что оборудование, необходимое для производства отливок, относительно недорогое, становится очевидным, почему литые кривошипы являются преобладающим выбором среди оригинальных комплектующих. Литые шатуны на вторичном рынке предлагают значительное улучшение прочности и могут быть приобретены всего за 200 долларов.
Просмотреть все 7 фотографийВ отличие от этого, процесс ковки требует тяжелых прессов и более обширных операций окончательной обработки.
Ковка включает нагревание цилиндрической заготовки из металла до расплавленного состояния, а затем придание ей формы с помощью прессов и штампов. Именно это сжимающее действие создает более прочный конечный продукт по сравнению с отливкой. «В отливке структура зерен похожа на пляжный песок», — объясняет Том Либ из Scat. «В поковке сила пресса сжимает зерна вместе, так что это становится единым однородным потоком зерна. Когда пространство между молекулами сжимается, каждая молекула вынуждена« держаться за руки »со следующей молекулой.«По сравнению с литым кривошипом недостатком ковки является стоимость. Гидравлические прессы для тяжелых условий эксплуатации, используемые в процессе ковки, чрезвычайно дороги, что приводит к более дорогостоящему продукту. Ожидаемые цены будут начинаться с 500 долларов для более популярных двигателей.Подумайте о кривошипах для заготовок как о ответвлении кованых кривошипов. Как и поковка, кривошип для заготовок начинается как большой цилиндрический слиток стали.
Однако, в то время как кованый кривошип сжимается во время процесса ковки, стальной слиток, используемый в кривошипе для заготовки, имеет вид уже кованый, хотя и не такой сжатый, как в кованой рукоятке.Ключевое различие между ними заключается в том, как слитки имеют форму кривошипов. «Металлический стержень, используемый для изготовления кованого кривошипа SBC размером 4 000 дюймов, имеет диаметр около 4,75 дюйма, а общая ширина кривошипа составляет 6,75 дюйма после завершения процесса ковки», — говорит Либ. «Металлический стержень, используемый в кривошипе для заготовки с таким же ходом, намного больше, примерно 8 дюймов, весит 350 фунтов по сравнению со 150 фунтами в кованом кривошипе. Вместо того, чтобы скручивать и колотить металл в разных направлениях, как в поковке, Кривошип заготовки изготавливается путем стачивания металла таким образом, чтобы структура зерен проходила параллельно по всей длине кривошипа.«Из-за увеличения количества материалов и трудозатрат по сравнению с кованым кривошипом, кривошипы из заготовок являются самыми дорогими из всех. Изготовленные на заказ единичные экземпляры имеют ценник около 3000 долларов. Что касается того, прочнее ли кривошип из заготовки, чем поковка, потому что в отрасли нет единого мнения, различные производители покажут это позже, и мы позволим вам позвонить.Strength Прежде чем углубляться в специфику металлургии, есть характеристики прочности, универсальные для всех отливок а поковки ничего не стоят.В лаборатории металл проверяют на прочность, растягивая круглый стержень диаметром один дюйм до тех пор, пока он не сломается. Прочность на растяжение связана с силой, необходимой для начала растяжения стержня. Предел текучести описывает силу, необходимую для дальнейшего разрыва стержня. Разница между пределом прочности на разрыв и предел текучести между отливками и поковками значительна. «При литье вам нужно всего лишь уменьшить поперечное сечение стержня на шесть процентов, прежде чем он сломается», — объясняет Либ. «Поковка позволяет уменьшить поперечное сечение на 20 процентов до того, как пруток сломается.
Просмотреть все 7 фотографийМеталлургия Поскольку сплав состоит в основном из железа, небольшое количество металла, добавленного к этому железу, определяет разницу в прочности между различными марками стали. Набор стандартов, установленных Американским обществом Металлы (ASM) определяют содержание марок металлов в дополнение к их номенклатуре. «Для литых шатунов начального уровня увеличение содержания углерода по отношению к железу улучшает прочность», — говорит Алан Дэвис из Eagle Specialty Products.Самые простые кривошипы — это чугун, у которых обычно есть предел прочности на разрыв от 70 000 до 80 000 фунтов на квадратный дюйм. Незначительное увеличение содержания углерода в железе приводит к образованию чугуна с шаровидным графитом, что приводит к пределу прочности на разрыв примерно 95000 фунтов на квадратный дюйм. Оба материала широко используются производителями оригинального оборудования, но не совсем подходят для более серьезных применений в кривошипах послепродажного обслуживания.
Обычно используемая в коленчатых валах начального уровня послепродажного обслуживания литая сталь имеет более высокое содержание углерода, чем чугун с шаровидным графитом, и имеет предел прочности на разрыв около 105 000 фунтов на квадратный дюйм.«В типичном малом блоке кривошип из литой стали может легко выдерживать 500 л.с.. Хотя мы видели, что они доводятся до очень высоких уровней мощности, мы обычно рекомендуем кованый кривошип для любого уровня мощности, превышающего этот уровень».Поднимаясь вверх по столбу, заводские кованые кривошипы изготавливаются из стальных сплавов, таких как 1010, 1045 и 1053. Хотя их предел прочности на растяжение аналогичен пределу прочности на растяжение кривошипа из литой стали, их коэффициент удлинения более чем в три раза выше. В результате получается гораздо менее хрупкий материал.Тем не менее, они далеки от предельной прочности стальных кривошипов на вторичном рынке. «Заводские шатуны из кованой стали имеют высокое содержание углерода, но в них отсутствует хром и никель, как в сплавах премиум-класса, используемых в шатунах на вторичном рынке», — объясняет Либ из Scat.
«В этих типах сплавов хром и никель делают их прочнее. Есть и другие материалы, но они используются, чтобы убедиться, что все смешивается правильно и не влияет на прочность».Самая обычная сталь для вторичного рынка — это сталь 5140, которая имеет предел прочности на разрыв около 115 000 фунтов на квадратный дюйм.Этот материал раньше был — и до некоторой степени все еще остается — отличным выбором для гонщиков с ограниченным бюджетом, но стал менее распространенным, чем в прошлые годы, из-за растущей доступности шатунов из высококачественного сплава. К ним относятся поковки 4130 и 4340, которые имеют номинальную прочность на разрыв примерно 125 000 фунтов на квадратный дюйм и 145 000 фунтов на квадратный дюйм соответственно. Производители двигателей и коленчатых валов повсеместно считают сплав 4340 идеальным для прочности и долговечности. Поскольку цена на шатуны 4340 на вторичном рынке составляет от 500 до 600 долларов за обычные платформы двигателей, популярность более мелких марок стали снижается.
«У нас много клиентов, которые развивают 1500 л.с. через кривошип из кованой стали 4340», — говорит Дэвис из Eagle.Скручивание и ковка без скручивания Кованые кривошипы вдавливаются в штамп, но для этого используются два разных метода. Самый простой метод — выковать одну из кривошипов за раз в плоской штамповке. Затем кривошип поворачивается, и штамп выполняет следующий бросок. И наоборот, при ковке без скручивания все четыре метала кованы одновременно, что требует более сложной штамповки.Говорят, что поковки без закручивания уменьшают внутренние напряжения коленчатого вала в процессе производства, но не все »
Направляющая коленчатого вала — плоская или поперечная плоскость и облегченные коленчатые валы
«Все капризничает!»
Он соединяет поршни с приводным валом и преобразует возвратно-поступательное движение поршней во вращательное движение.
Маховик используется для сглаживания движения.
Чем больше цилиндров в двигателе, тем более плавным будет его вращение.Коленчатый вал выполняет больше работы, чем любой другой компонент двигателя, и его нельзя недооценивать.
Коленчатый вал часто имеет противовесы, помогающие уравновесить вещи, без этих грузов или выступов возникла бы значительная вибрация. Это во многом зависит от конструкции двигателя.
Конструкция коленчатого вала имеет большое значение для производительности и выходной мощности двигателя. Порядок включения поршней, угол наклона поршней и общая конфигурация двигателя будут отражены в конструкции коленчатого вала.
Используя коленчатый вал с длинным или коротким ходом, вы изменяете объем двигателя, изменяя ход поршня (ход).
Увеличение хода значительно увеличит крутящий момент на низких оборотах.
Если вы добавляете турбонаддув или наддув, вы бы хотели уменьшить компрессию двигателя, и модернизация коленчатого вала может быть простым путем для этого в сочетании с короткоходными поршнями.
Шатуны могут быть кованые или литые . Кованые двигатели обычно выдерживают более высокие нагрузки, и их выберут тюнеры.Большинство производителей используют литые коленчатые валы, которые дешевле производить и содержат меньше производственных отходов.
Тепло, используемое при литье и растирании, используемом при ковке, может добавить напряжения к металлу. Окончательная термо-холодная обработка в контролируемых условиях поможет упрочнить металл.
Вы также можете обработать кривошип, используя стальную заготовку. Они требуют термической обработки для упрочнения, но могут быть дешевым способом создания высокопроизводительного кривошипа. Они не страдают от тепловых циклов литья или истирания ковки, поэтому они прочнее.
Восстановленные коленчатые валы могут стать хорошим вариантом модернизации, если они обработаны с высокими допусками.
Шлифование слоя дает гладкую однородную поверхность, но это необходимо согласовывать с подшипниками двигателя меньшего размера.
Противовесы необходимо тщательно проверять при повторной обработке коленчатого вала, и вы будете дураком, если не будете проверять подшипники и прямолинейность кривошипа. На каждом этапе процесса восстановления рекомендуется проверять наличие трещин и дефектов металла, которые могут оказаться фатальными, если их не проверить.
Плоские и поперечные коленчатые валы
Кривошип с перекрестной плоскостью обеспечивает угол поворота кривошипа в 90 градусов, это сглаживает колебания двигателя. Если вы посмотрите с одного конца вала вниз, вы заметите, что он очень похож на X или +. В двигателе V8 вам нужно запускать каждую сторону попарно, вправо / вправо, затем влево / влево, и это то, что дает V8 такой прекрасный грохочущий звук.
Двигатель с поперечной плоскостью легче балансировать и обеспечивает более плавную выходную мощность.Они также превосходно звучат, и именно об этом думает большинство людей, когда говорят о двигателях маслкаров.
Плоский кривошип буквально плоский, если смотреть сбоку, вы увидите l-образную форму.
В двигателе V8 вы будете стрелять с каждой стороны последовательно, слева направо, слева направо. Эта плоская установка обеспечивает очень высокие скорости вращения, и большинство гоночных двигателей имеют плоский кривошип. Плоский кривошип намного легче, чем кривошип с перекрестной плоскостью.Вы не можете поменять кривошип с плоской плоскости на кривошип с поперечной плоскостью. Конструкция двигателя, угол цилиндра и порядок зажигания являются ключевыми.
Преимущества коленчатого вала облегченные
Когда вы уменьшаете вес вращающихся частей двигателя, вы получаете повышение производительности. Меньший вес означает, что он быстрее раскручивается, быстрее реагируя на изменение мощности двигателя.
Это дает более быстрое ускорение, но может легче увязнуть, когда вы отталкиваетесь от мощности.
Это также означает, что двигатель более эффективен, используя меньшую мощность для изменения скорости вращательной массы двигателя.
Более легкие поршни, более легкие штоки и более легкие противовесы должны быть установлены для поддержания баланса двигателя.
Летающая рука
Вместо того, чтобы все пальцы кривошипа имели промежуточную коренную опору, пальцы кривошипа соединены напрямую через «летающие рычаги». Обычно вы найдете эту установку в двигателях V8 или V6, где поршни расположены под альтернативным углом к кривошипу.
Это обеспечивает равномерный интервал зажигания, а поскольку требуется меньше подшипников, вы получаете меньший вес, что хорошо для производительности. Кривошип с подвижным рычагом менее жесткий, чем стандартный кривошип, поэтому он не выдержит высоких скоростей вращения или очень большой выходной мощности.
ПОЖАЛУЙСТА, ПОМОГИТЕ: МНЕ НУЖНЫ ВАШИ ПОЖЕРТВОВАНИЯ, ЧТОБЫ ПОКРЫТЬ РАСХОДЫ НА РАБОТУ ЭТОГО САЙТА И ПОДДЕРЖАНИЕ ЕГО РАБОТЫ. Я не беру с вас за доступ к этому веб-сайту, и это экономит большинство читателей TorqueCars 100 долларов каждый год — , но мы НЕ ПРИБЫЛЬНЫ и даже не покрываем наши расходы. Чтобы мы продолжали работать, ПОЖАЛУЙСТА, Пожертвуйте здесь
Эта статья написана мной, Уэйнном Смитом, основателем TorqueCars, и я ценю ваши отзывы и предложения.
Эта запись была
находится в разделе Модификации двигателя, Тюнинг. Вы можете оставить отзыв ниже или присоединиться к нашему форуму, чтобы подробно обсудить эту статью и модификацию автомобиля с нашими участниками.Если вам понравилась эта страница , поделитесь ею с друзьями, оставьте ссылку на своем любимом форуме или используйте параметры закладки, чтобы сохранить ее в своем профиле в социальной сети.
Отзыв
Пожалуйста, используйте наш форум , если вы хотите задать вопрос о настройке , и обратите внимание, что мы не продаем запчасти или услуги, мы просто интернет-журнал.
Помогите нам улучшить, оставьте предложение или дайте совет
.
 0,15 Мн/м2 (1,5 кГ/см2), для коленчатых валов используют высоколегированные стали 18ХНМА, 18ХНВА и 40ХНМА с повышенными пределами текучести и прочности.
0,15 Мн/м2 (1,5 кГ/см2), для коленчатых валов используют высоколегированные стали 18ХНМА, 18ХНВА и 40ХНМА с повышенными пределами текучести и прочности. Чугунные коленчатые валы изготовляют полноопорными. Шейки чугунных валов имеют высокую износостойкость, что позволяет применять подшипники из свинцовистой бронзы.
Чугунные коленчатые валы изготовляют полноопорными. Шейки чугунных валов имеют высокую износостойкость, что позволяет применять подшипники из свинцовистой бронзы. Изображение 107507898.
Изображение 107507898.  Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
 У нас есть правда, но вы справитесь?
У нас есть правда, но вы справитесь? Ковка включает нагревание цилиндрической заготовки из металла до расплавленного состояния, а затем придание ей формы с помощью прессов и штампов. Именно это сжимающее действие создает более прочный конечный продукт по сравнению с отливкой. «В отливке структура зерен похожа на пляжный песок», — объясняет Том Либ из Scat. «В поковке сила пресса сжимает зерна вместе, так что это становится единым однородным потоком зерна. Когда пространство между молекулами сжимается, каждая молекула вынуждена« держаться за руки »со следующей молекулой.«По сравнению с литым кривошипом недостатком ковки является стоимость. Гидравлические прессы для тяжелых условий эксплуатации, используемые в процессе ковки, чрезвычайно дороги, что приводит к более дорогостоящему продукту. Ожидаемые цены будут начинаться с 500 долларов для более популярных двигателей.
Ковка включает нагревание цилиндрической заготовки из металла до расплавленного состояния, а затем придание ей формы с помощью прессов и штампов. Именно это сжимающее действие создает более прочный конечный продукт по сравнению с отливкой. «В отливке структура зерен похожа на пляжный песок», — объясняет Том Либ из Scat. «В поковке сила пресса сжимает зерна вместе, так что это становится единым однородным потоком зерна. Когда пространство между молекулами сжимается, каждая молекула вынуждена« держаться за руки »со следующей молекулой.«По сравнению с литым кривошипом недостатком ковки является стоимость. Гидравлические прессы для тяжелых условий эксплуатации, используемые в процессе ковки, чрезвычайно дороги, что приводит к более дорогостоящему продукту. Ожидаемые цены будут начинаться с 500 долларов для более популярных двигателей. Изготовленные на заказ единичные экземпляры имеют ценник около 3000 долларов. Что касается того, прочнее ли кривошип из заготовки, чем поковка, потому что в отрасли нет единого мнения, различные производители покажут это позже, и мы позволим вам позвонить.
Изготовленные на заказ единичные экземпляры имеют ценник около 3000 долларов. Что касается того, прочнее ли кривошип из заготовки, чем поковка, потому что в отрасли нет единого мнения, различные производители покажут это позже, и мы позволим вам позвонить.
 Обычно используемая в коленчатых валах начального уровня послепродажного обслуживания литая сталь имеет более высокое содержание углерода, чем чугун с шаровидным графитом, и имеет предел прочности на разрыв около 105 000 фунтов на квадратный дюйм.«В типичном малом блоке кривошип из литой стали может легко выдерживать 500 л.с.. Хотя мы видели, что они доводятся до очень высоких уровней мощности, мы обычно рекомендуем кованый кривошип для любого уровня мощности, превышающего этот уровень».
Обычно используемая в коленчатых валах начального уровня послепродажного обслуживания литая сталь имеет более высокое содержание углерода, чем чугун с шаровидным графитом, и имеет предел прочности на разрыв около 105 000 фунтов на квадратный дюйм.«В типичном малом блоке кривошип из литой стали может легко выдерживать 500 л.с.. Хотя мы видели, что они доводятся до очень высоких уровней мощности, мы обычно рекомендуем кованый кривошип для любого уровня мощности, превышающего этот уровень». «В этих типах сплавов хром и никель делают их прочнее. Есть и другие материалы, но они используются, чтобы убедиться, что все смешивается правильно и не влияет на прочность».
«В этих типах сплавов хром и никель делают их прочнее. Есть и другие материалы, но они используются, чтобы убедиться, что все смешивается правильно и не влияет на прочность». «У нас много клиентов, которые развивают 1500 л.с. через кривошип из кованой стали 4340», — говорит Дэвис из Eagle.
«У нас много клиентов, которые развивают 1500 л.с. через кривошип из кованой стали 4340», — говорит Дэвис из Eagle. Чем больше цилиндров в двигателе, тем более плавным будет его вращение.
Чем больше цилиндров в двигателе, тем более плавным будет его вращение.


