Подвижные и неподвижные детали кшм: Кривошипно-шатунный механизм двигателя (КШМ): устройство и принцип работы
Кривошипно-шатунный механизм двигателя (КШМ): устройство и принцип работы
Кривошипно-шатунный механизм двигателя преобразует возвратно-поступательное движение поршней (от энергии сгорания топливной смеси) во вращательное движение коленчатого вала и наоборот. Это технически сложный механизм, составляющий основу ДВС. В статье подробно рассмотрим устройство и особенности работы КШМ.
Краткая история возникновения
Первые свидетельства о применении кривошипа найдены ещё в III веке нашей эры, в Римской Империи и Византии в VI веке нашей эры. Ярким примером является пилорама из Иераполиса, на которой был применен коленчатый вал. Металлический кривошип был найден в римском городе Августа-Раурика на территории современной Швейцарии. Как бы то ни было, запатентовал изобретение некий Джеймс Пакард в 1780 году, хотя свидетельства его изобретения были найдены еще в древности.
 Кривошипно-шатунный механизм двигателя
Кривошипно-шатунный механизм двигателяПодвижные и неподвижные части КШМ
Составные части КШМ условно делят на подвижные и неподвижные компоненты. К подвижным частям относятся:
- поршни и поршневые кольца;
- шатуны;
- поршневые пальцы;
- коленчатый вал;
- маховик.
Неподвижные части КШМ выполняют функцию основы, крепежей и направляющих. К ним относятся:
- блок цилиндров;
- головка блока цилиндров;
- картер;
- поддон картера;
- крепежные детали и подшипники.
Картер и поддон картера двигателя
Картер – это нижняя часть двигателя, где располагаются опоры и каналы смазочной системы для коленчатого вала. В картере происходит движение шатунов и вращение коленвала. Поддон картера представляет собой резервуар с моторным маслом.
Основа картера в работе подвергается постоянным тепловым и силовым нагрузкам. Поэтому для этой детали предъявляются особые требования по прочности и жесткости. Для его изготовления используют алюминиевые сплавы или чугун.
Неподвижные детали КШМ
Блок картер является остовом двигателя, в котором размещаются и работают подвижные детали, к нему крепятся практически все навесные агрегаты и приборы, обеспечивающие работу двигателя.
Коренные подшипники
Для коренных подшипников применяются подшипники скольжения, выполненные в виде вкладышей, основой которых является стальная лента толщиной 1,9—2,8 мм для карбюраторных двигателей и 3—6 мм для дизелей. В качестве антифрикционного материала вкладышей используют высокооловянистый алюминиевый сплав для карбюраторных двигателей и трехслойные с рабочим слоем из свинцовой бронзы.
Маховик
Маховик служит для уменьшения неравномерности вращения коленчатого вала, накопления энергии во время рабочего хода поршня, необходимой для вращения вала и течение подготовительных тактов, и вывода деталей КШМ из ВМТ и НМТ.
В многоцилиндровых двигателях маховик является, в основном, накопителем кинетической энергии, необходимой для пуска двигателя и обеспечения плавного трогания автомобиля с места.
На ободе маховика имеется посадочный поясок для напрессовки зубчатого венца для электрического пуска стартером. На цилиндрической поверхности маховика находятся метки или маркировочные штифты и надписи, определяющие момент прохождения ВМТ поршнем первого цилиндра. На торцевую рабочую поверхность опирается фрикционный диск сцепления. Для крепления его кожуха имеются резьбовые отверстия. Маховик центрируют по наружной поверхности фланца с помощью выточки, а положения его относительно коленчатого вала фиксируют установочным штифтом или несимметричным расположением отверстий крепления маховика.

а — V- образного карбюраторного двигателя; 6 — V-образного дизельного двигателя; в — соединение головки блока цилиндров, гильзы и блока цилиндров двигателя KaМA3-740; 1- крышка блока распределительных зубчатых колес; 2 — прокладка головки блока цилиндров; 3 — камера сгорания, 4 — головка блока цилиндров, 5 — гильза цилиндра; 6 и 19 — уплотнительные кольца, 7 — блок цилиндров; 8 — резиновая прокладка; 9 — головка блока цилиндров; 10 -прокладка крышки; 11 — крышка головки блоки цилиндров; 12 и 13 — болты крепления крышки и головки блока цилиндров; 14 — патрубок выпускного коллектора; 15 — болт-стяжка; 16 — крышка коренного подшипника: 17 — болт крепления крышки коренного подшипника; 17 — стопорное кольцо: 20 — стальная прокладка головки блока цилиндров.
Блок картер
Блок-картер отливают из легированного чугуна или алюминиевых сплавов.
Блок-картер разделен на дне части горизонтальной перегородкой. В нижней части в вертикальных перегородках имеются разъемные отверстия крепления коленчатого вала, в верхней гильзы цилиндров. Блок-картер может быть отлит вместе с цилиндрами («сухие» гильзы), либо иметь вставные сменные гильзы, непосредственно омываемые охлаждающей жидкостью, так называемые «мокрые» гильзы. Также в блок-картере выполнены гладкие отверстия пол коренные опоры распределительного вала, под толкатели ГРМ, имеются гладкие и резьбовые отверстия и припадочные поверхности крепления деталей и приборов.
Гильзы цилиндров
Гильзы цилиндров являются направляющими для поршня и вместе с головкой образуют полость, в которой осуществляется рабочий ЦИКЛ, Изготовляют гильзы литьем из специального чугуна. На наружной поверхности имеется одна или две посадочные поверхности крепления гильзы в блоке цилиндров. Внутреннюю поверхность цилиндра подвергают закалке с нагревом ТВЧ и тщательно обрабатывают, получая «зеркальную» поверхность.
Верхняя часть цилиндра наиболее нагружена, так как здесь происходит сгорание рабочей смеси, сопровождаемое резким повышением давления и температуры. Кроме того, в этой зоне происходит перекладка поршня, сопровождаемая ударными нагрузками на стенки цилиндра. Для повышения износостойкости верхней част цилиндров в карбюраторных двигателях (ЗМЗ-53 и ЗИЛ-508.10) применяют пеганки из специального износостойкого чугуна» запрессованные в верхней части цилиндра. Толщина вставки 2—4 мм. высота 40—50 мм. используемый материал — аустенитный чугун.
«Мокрые» гильзы могут быть установлены в блок-картер с центровкой по одному или двум поясам. Первый способ применяется для постановки гильзы в алюминиевые, в юрой — в чугунные блоки.
Для уплотнения нижнего центрирующего пояска «мокрых» гильз применяют резиновые кольца гильзы с центровкой по одному нижнему поясу уплотняются одной медной прокладкой под горне нон плоскостью буртика.
Головка блока
Головка блока цилиндров закрывает цилиндры и образует верхнюю часть рабочей полости двигателя, в ней частично или полностью размещаются камеры сгорания. Головки блока цилиндров отливают из легированного серого чугуна или алюминисвого сплава. Чаще всего они являются общими для всех цилиндров, образующих ряд.
прокладку, предотвращающую прорыв газов наружу и исключающую проникновение охлаждающей жидкости и масла в цилиндры. В двигателях послушного охлаждения головки блока цилиндров делают ребренными. Причем ребра располагают по движению потока охлаждающего воздуха. Так, чтобы обеспечивался более эффективный теплоотвод.
Поддон картера
Поддон картера закрывает KШМ снизу и одновременно является резервуаром для масла. Поддоны изготовляют штамповкой из листовой стали или отливают из алюминиевых сплавов. Внутри поддонов могут выполняться лотки и перегородки, препятствующие перемещению и взбалтыванию масла при лвижении автомобиля по неровным дорогам,
Привалочная поверхность, стыкующаяся с блок-картером, имеет от-бортовку металла и усиливается для придания жесткости стальной полосой, приваренной по периметру. В нижней точке поддона приваривается бобышка с резьбовым отверстием, которое закрывают пробкой с магнитом для улавливания металлических продуктов износа, образующихся вследствие изнашивания двигателя.
Кривошипно-шатунный механизм — Википедия
Материал из Википедии — свободной энциклопедии

Кривошипно-шатунный механизм (КШМ) предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение (например, во вращательное движение коленчатого вала в двигателях внутреннего сгорания), и наоборот. Детали КШМ делят на две группы, это подвижные и неподвижные детали:
- Подвижные: поршень с поршневыми кольцами, поршневой палец, шатун, коленчатый вал с подшипниками или кривошип, маховик.
- Неподвижные: блок цилиндров (является базовой деталью двигателя внутреннего сгорания) и представляет собой общую отливку с картером, головка цилиндров, картер маховика и сцепления, нижний картер (поддон), гильзы цилиндров, крышки блока, крепежные детали, прокладки крышек блока, кронштейны, полукольца коленчатого вала.
Принцип действия
Прямая схема: Поршень под действием давления газов совершает поступательное движение в сторону коленчатого вала. С помощью кинематических пар «поршень-шатун» и «шатун-вал» поступательное движение поршня преобразуется во вращательное движение коленчатого вала. Коленчатый вал состоит из:
- шатунных шеек
- коренных шеек
- противовеса
Обратная схема: Коленчатый вал под действием приложенного внешнего крутящего момента совершает вращательное движение, которое через кинематическую цепь «вал-шатун-поршень» преобразуется в поступательное движение поршня.
История
В природе
Задние конечности кузнечиков представляют собой кривошипно-шатунный механизм с неполным оборотом.
Бедро и голень человека и роботов-андроидов тоже представляют собой кривошипно-шатунный механизм с неполным оборотом.
В Римской империи
Самые ранние свидетельства появления на машине рукоятки в сочетании с шатуном относятся к пилораме из Иераполиса, 3-й век нашей эры, римский период, а также византийским каменным пилорамам в Герасе, Сирии и Эфесе, Малая Азия (6-й век нашей эры).[1] Ещё одна такая пилорама возможно существовала во 2 веке н. э. в римском городе Августа-Раурика (современная Швейцария), где был найден металлический кривошип.[2]
Уравнения движения поршня

Определения
l — длина шатуна (расстояние между шатуннопоршневой осью и кривошипношатунной осью)
r — радиус кривошипа (расстояние между кривошипношатунной осью и центром кривошипа, то есть половина хода поршня
A — угол поворота кривошипа (от «верхней мёртвой точки» до «нижней мёртвой точки»)
x — положение шатуннопоршневой оси (от центра кривошипа вдоль оси цилиндра)
v — скорость шатуннопоршневой оси (от центра кривошипа вдоль оси цилиндра)
a — ускорение шатуннопоршневой оси (от центра кривошипа вдоль оси цилиндра)
ω — угловая скорость кривошипа в радианах в секунду (рад/сек)
Угловая скорость
Угловая скорость кривошипа в оборотах в минуту (RPM):
- ω = 2 π ⋅ R P M 60 {\displaystyle \omega ={\frac {2\pi \cdot \mathrm {RPM} }{60}}}
Отношения в треугольнике
Как показано в диаграмме, центр кривошипа, кривошипношатунная ось и шатуннопоршневая ось образуют треугольник NOP.
Из теоремы косинусов следует, что:
- l 2 = r 2 + x 2 − 2 ⋅ r ⋅ x ⋅ cos A {\displaystyle l^{2}=r^{2}+x^{2}-2\cdot r\cdot x\cdot \cos A}
Уравнения по отношению к угловому положению кривошипа (Угловая область)
Уравнения, которые описывают циклическое движение поршня по отношению к углу поворота кривошипа.
Примеры графиков этих уравнений показаны ниже.
Положение
Положение относительно угла кривошипа (преобразованием отношений в треугольнике):
- l 2 − r 2 = x 2 − 2 ⋅ r ⋅ x ⋅ cos A {\displaystyle l^{2}-r^{2}=x^{2}-2\cdot r\cdot x\cdot \cos A}
- l 2 − r 2 = x 2 − 2 ⋅ r ⋅ x ⋅ cos A + r 2 [ ( cos 2 A + sin 2 A ) − 1 ] {\displaystyle l^{2}-r^{2}=x^{2}-2\cdot r\cdot x\cdot \cos A+r^{2}[(\cos ^{2}A+\sin ^{2}A)-1]}
- l 2 − r 2 + r 2 − r 2 sin 2 A = x 2 − 2 ⋅ r ⋅ x ⋅ cos A + r 2 cos 2 A {\displaystyle l^{2}-r^{2}+r^{2}-r^{2}\sin ^{2}A=x^{2}-2\cdot r\cdot x\cdot \cos A+r^{2}\cos ^{2}A}
- l 2 − r 2 sin 2 A = ( x − r ⋅ cos A ) 2 {\displaystyle l^{2}-r^{2}\sin ^{2}A=(x-r\cdot \cos A)^{2}}
- x − r ⋅ cos A = l 2 − r 2 sin 2 A {\displaystyle x-r\cdot \cos A={\sqrt {l^{2}-r^{2}\sin ^{2}A}}}
- x = r cos A + l 2 − ( r sin A ) 2 {\displaystyle x=r\cos A+{\sqrt {l^{2}-(r\sin A)^{2}}}}
Скорость
Скорость по отношению к углу поворота кривошипа (первая производная взята, используя правило дифференцирования сложной функции):
- x ′ = d x d A = − r sin A + ( 1 2 ) . ( − 2 ) . r 2 sin A cos A l 2 − r 2 sin 2 A = − r sin A − r 2 sin A cos A l 2 − r 2 sin 2 A {\displaystyle {\begin{array}{lcl}x’&=&{\frac {dx}{dA}}\\&=&-r\sin A+{\frac {({\frac {1}{2}}).(-2).r^{2}\sin A\cos A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}\\&=&-r\sin A-{\frac {r^{2}\sin A\cos A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}\end{array}}}
Ускорение
Ускорение относительно угла кривошипа (вторая производная взята, используя правило дифференцирования сложной функции и частное правило):
- x ″ = d 2 x d A 2 = − r cos A − r 2 cos 2 A l 2 − r 2 sin 2 A − − r 2 sin 2 A l 2 − r 2 sin 2 A − r 2 sin A cos A . ( − 1 2 ) ⋅ ( − 2 ) . r 2 sin A cos A ( l 2 − r 2 sin 2 A ) 3 = − r cos A − r 2 ( cos 2 A − sin 2 A ) l 2 − r 2 sin 2 A − r 4 sin 2 A cos 2 A ( l 2 − r 2 sin 2 A ) 3 {\displaystyle {\begin{array}{lcl}x»&=&{\frac {d^{2}x}{dA^{2}}}\\&=&-r\cos A-{\frac {r^{2}\cos ^{2}A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}-{\frac {-r^{2}\sin ^{2}A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}-{\frac {r^{2}\sin A\cos A.(-{\frac {1}{2}})\cdot (-2).r^{2}\sin A\cos A}{\left({\sqrt {l^{2}-r^{2}\sin ^{2}A}}\right)^{3}}}\\&=&-r\cos A-{\frac {r^{2}(\cos ^{2}A-\sin ^{2}A)}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}-{\frac {r^{4}\sin ^{2}A\cos ^{2}A}{\left({\sqrt {l^{2}-r^{2}\sin ^{2}A}}\right)^{3}}}\end{array}}}
Пример графиков движения поршня
График показывает x, x’, x» по отношению к углу поворота кривошипа для различных радиусов кривошипа, где L — длина шатуна (l) и R — радиус кривошипа (r):
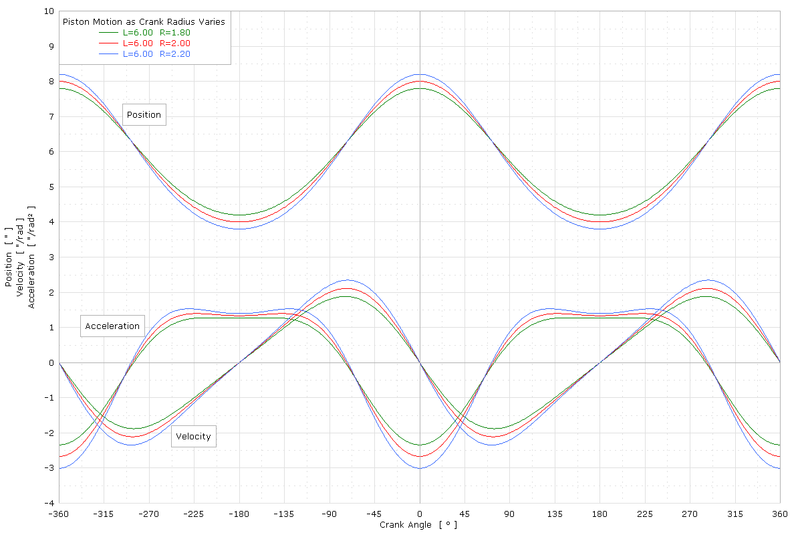 Единицами вертикальных осей являются: [дюймы] для положения, [дюймы/рад] для скорости, [дюймы/рад²] для ускорения.
Единицами вертикальных осей являются: [дюймы] для положения, [дюймы/рад] для скорости, [дюймы/рад²] для ускорения.Единицами горизонтальных осей является угол поворота кривошипа в [градусах].
Анимация движения поршня с шатуном одинаковой длины и с кривошипом переменного радиуса на графике выше:
Анимация движения поршня с различными радиусами кривошипа
Применение
Кривошипно-шатунный механизм используется в двигателях внутреннего сгорания, поршневых компрессорах, поршневых насосах, швейных машинах, кривошипных прессах, в приводе задвижек некоторых квартирных и сейфовых дверей. Также кривошипно-шатунный механизм применялся в брусовых косилках.
См. также
Другие способы преобразования вращательного движения в прямолинейное
Здесь была возможность смены Хойкена.
Примечания
- ↑ 1 2 Ritti, Tullia; Grewe, Klaus; Kessener, Paul (2007), «A Relief of a Water-powered Stone Saw Mill on a Sarcophagus at Hierapolis and its Implications», Journal of Roman Archaeology, 20, pp. 138—163
- ↑ Schiöler, 2009
Литература
- Schiöler, Thorkild (2009), «Die Kurbelwelle von Augst und die römische Steinsägemühle», Helvetia Archaeologica Т. 40 (159/160): 113–124
Ссылки
Вопрос №1. Кривошипно-шатунный механизм двигателя. Назначение и устройство неподвижных и подвижных частей.
КШМ предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение коленвала.
КШМ состоит из:
— картер;
— блок цилиндров;
— коленчатый вал;
— маховика и шатунно-поршневой группы.
Кривошипно-шатунный механизм можно разделить на две группы деталей: подвижные и неподвижные.
Неподвижные детали образуют основу несущей конструкции, своеобразным скелетом которой являются силовые шпильки цилиндров и перегородки картера.
К неподвижным деталямотносятся: картер, два блока цилиндров, головки блоков, коренные подшипники, детали крепления и уплотнения, гильзы цилиндров.
К подвижным деталям относятся коленчатый вал, маховик и шатунно-поршневая группа.
Картерслужит основанием для монтажа всех деталей и агрегатов двигателя, а так же самого двигателя в машине. Он состоит из двух половин: верхней и нижней. Обе половины соединяются шпильками.
Верхняя половина предназначена для восприятия усилий возникающих от давления газов в блоках цилиндров, и сил инерции от КШМ.
Верхняя половина картера отлита из алюминиевого сплава и имеет три обработанные плоскости.
На средней плоскости крепятся топливный насос НК-10 и воздухопуск, Другие две плоскости расположены под углом 120 град. одна по отношению к другой и служат для установки блоков цилиндров. В каждой наклонной плоскости расточено по 6 отверстий, в которые входят выступающие из нижней части гильз. Между 1-2-5-6 отверстиями для гильз попарно запрессованы цилиндрические штифты, фиксирующие блоки цилиндров относительно картера.
Внизу верхней половины картера имеется 7 поперечных перегородок, которые увеличивают жесткость картера и служат опорами для коренных подшипников колен вала. В поперечные перегородки сверху ввертывают силовые шпильки, которые крепят блоки цилиндров к картеру. Снизу силовые шпильки крепят подвеску коренных подшипников.
Верхняя половина картера имеет:
— штифты, фиксирующие блоки цилиндров относительно картера,
— гнездо для установки стакана верхнего вертикального валика,
— гнезда для установки стаканов наклонных валиков, передающих вращение к распределительным валам,
— гнезда для установки валика привод генератора, кронштейны для установки масляного фильтра.
— лапы для установки генератора,
— лапы для крепления двигателя к раме.
Нижняя половина картера закрывает КШМ снизу и служит маслосборником. Впереди снаружи нижней половины картера расположены приводы к водяному насосу и топливоподкачивающей помпе.
Внутри на дне картера имеется продольная впадина, куда стекается масло. Впадина с обеих сторон заканчивается углублениями, называемыми задними и передними маслоотстойниками. Из маслоотстойника масло насосами откачивается в масляный бак.
Внутри картера вмонтированы маслоуспокоитель, щиток и трубки для отсасывания масла из заднего и переднего маслоотстойников.
Блок цилиндров состоит из рубашки цилиндров и гильз. Рубашка отливается из алюминиевого сплава. Внутри рубашки имеется 6 гнезд для установки гильз. В каждом гнезде имеется кольцевая выточка, которая служит для установки фланца гильзы. В перегородках рубашки расположены каналы для сообщения водяных рубашек гильз, 14 отверстий под силовые шпильки и 24 отверстия для прохода воды из рубашки цилиндров в головку блоков.
В каждое отверстие для прохода воды устанавливается перепускная трубка с уплотняющим кольцом из маслостойкой резины. Для обеспечения герметичности вокруг каждого отверстия выполнено по 2 концентрические канавки.
На наружной боковой стенке рубашки цилиндров расположены площадки для крепления фланцев водопроводящей трубы.
В нижней части боковой поверхности рубашки против каждой полости силовых шпилек выполнены контрольные отверстия, соединяющие полость с атмосферой. Просачивание воды между отверстиями сигнализирует о неисправности уплотнения рубашки с головкой блоков.
В нижней полости рубашки цилиндров просверлены 4 глубоких отверстия для установки штифтов, фиксирующих рубашки относительно верхней половины картера. На верхней плоскости рубашки установлены 4 штифта для фиксирования алюминиевой прокладки и головки блока цилиндров.
Головка блока цилиндров служит крышкой цилиндров. Она отлита из алюминиевого сплава. В нижней плоскости головки расточено 6 углублений с плоским дном. Углубления образуют с входящими в них поршнями камеры сгорания.
Дно камеры сгорания соединено 4 отв. С выпускными и впускными каналами: 2 впускных и 2 выпускных расположенные на разных сторонах
В отв. соединяющих камеру с впускным и выпускными каналами расточены конусные гнезда, в которые запрессованы стальные седла клапанов : 2 седла большего диаметра для впускных и 2 меньшего диаметра для выпускных клапанов.
Прокладка головки блока служит для предотвращения прорыва газов из камеры сгорания. Изготавливается из сплошного сплава.
Коленчатый вал формирует крутящий момент, преобразуя сложное движение шатунов во вращательное и суммируя крутящие моменты отдельных цилиндров. Вал — полноопорный штампованный из низкоуглеродистой высококачественной легированной стали 18ХНВА. Основными элементами коленчатого вала являются коренные и шатунные шейки, щеки, носок и хвостовик. Кривошипы вала расположены под углом 120° попарно. Шатунные и коренные шейки полые. В щеках, соединяющих шатунные и коренные шейки, выполнены радиальные отверстия, через которые сообщаются внутренние полосы шеек. В шейках просверлены отверстия, через которые масло подается к шатунным и коренным подшипникам.
Внутренняя полость вала используется для подачи масла к шатунным и коренным подшипникам, в вал масло подается через полый хвостовик. Наиболее неблагоприятны условия для смазки подшипников, расположенных со стороны маховика. Внутренние полости шатунных шеек используются для дополнительной центробежной очистки масла. Отложения со стенок шеек снимаются при ремонте, для чего снимаются торцевые заглушки. На шлицах хвостовика коленчатого вала установлена коническая шестерня привода механизма передач. Между седьмой и восьмой коренными шейками устанавливается шариковый упорный подшипник, который воспринимает осевые нагрузки, возникающие на хвостовике от конической шестерни. Носок коленчатого вала уплотняется посредством установки маслосбрасывающих кольца и лабиринтного уплотнения.
Маховик улучшает равномерность хода двигателя. Он крепится на шлицах носка коленчатого вала. Точное положение маховика на носке обеспечивается совмещением радиальных отверстий на ступице и носке. На ободе маховика нанесены градуировка и метки положения поршней в верхней мертвой точке. На ободе маховика имеется зубчатый венец для привода стартером при пуске.
В щатунно-поршневую группу входят шатуны, поршни, поршневые пальцы, поршневые кольца и заглушки.
Поршень обеспечивает процессы газообмена и воспринимает силу давления газов, передавая ее на палец и шатун во время рабочего хода. Он изготовлен методом горячей штамповки из дюралюминиевого сплава основными элементами поршня являются днище, головка (уплотняющая часть) и юбка (направляющая часть).
На наружной стороне днища поршня выполнен выступ тороидальной формы. Это способствует образованию воздушного вихря при сжатии воздуха в целях улучшения смесеобразования. На головке проточены четыре канавки для поршневых колец. На направляющей части выполнены бобышки, в которые устанавливается поршневой палец, ниже бобышек, проточена канавка для нижнего маслосъемного кольца.
Поршневой палец передает усилия от поршня на шатун. Палец — стальной, пустотелый, устанавливается в бобышках на плавающей посадке (при работающем двигателе) и с натягом (при холодном двигателе). Это позволяет избежать стуков вследствие большой разницы расширения бобышек и пальца, кроме того, плавающее положение способствует равномерному износу в сопряжении палец — бобышки. От осевых смещений палец удерживается заглушками, запрессованными в бобышки.
Поршневые кольца по назначению делятся на компрессионные (два верхних) и маслосъемные (остальные). Два верхних кольца — цилиндрические (прямоугольного сечения), по наружной поверхности покрыты пористым хромом, что улучшает приработку к зеркалу цилиндра. Верхнее кольцо испытывает наибольшую механическую и термическую нагрузки, поэтому оно изготовляется из стали, а остальные кольца — из легированного чугуна. Маслосъемные кольца снимают излишки масла с зеркала цилиндра при ходе поршня от ВМТ к НМТ и регулируют толщину масляного слоя при обратном ходе. Они имеют форму усеченного конуса. Необходимо помнить, что цилиндрические кольца склонны к. залеганию при длительной работе на малых нагрузках. Залегание колец может привести к поломке дизеля, в том числе к заклиниванию поршня в цилиндре.
В шатунную группу входят главный и прицепной шатуны, шатунные подшипники и детали крепления.
Шатуны осуществляют кинематическую и динамическую связь между поршнем и коленчатым валом. Они делятся на главные и прицепные. Главный шатун состоит из верхней головки, стержня и нижней головки. Верхняя головка имеет отверстие, в которое запрессована бронзовая втулка, являющаяся подшипником для поршневого пальца. В головке имеется пять отверстий для смазки и одно для стопорения бронзовой втулки. Стержень шатуна — двутаврового сечения, такой профиль наиболее успешно работает на растяжение, сжатие и изгиб. Нижняя головка главного шатуна — разъемная, соединение крышки с верхней частью головки осуществляется посредством гребенки и двух самотормозящихся штифтов. Такое соединение сложно по исполнению, но имеет высокую надежность. Нижняя головка главного шатуна имеет две проушины, к которым посредством пальца крепится неразъемная нижняя головка прицепного шатуна. Верхняя головка прицепного шатуна аналогично верхней головке главного шатуна.
| 1 Главный шатун 2 Прицепной шатун 3. Втулка 6. Палец 7. Ступенчатая трубка 8. Штифт вкладыша 11. Стопорный штифт 12. Вкладыш нижний 13. Соединительный штифт 14. Вкладыш верхний 15. Стопор |
Подвижные детали кшм
Поршень (рис. 4) воспринимает давление газов и передает его через поршневой палец и шатун на коленчатый вал. В двухтактных двигателях наряду с этим поршень выполняет роль золотника механизма газораспределения.
Поршни
работают в весьма тяжелых условиях: они
испытывают воздействие горячих газов
и воспринимают большие динамические
нагрузки. Например, в начале рабочего
хода на днище поршня диаметром 100 мм
действует сила 20…40 кН у карбюраторного
двигателя и 6…100 кН – у дизельного.
Поршень движется в цилиндре с высокой
(до 2 м/с) переменной скоростью, вследствие
чего в шатунно-поршневых комплектах
возникают значительные (до 15…20 кН)
знакопеременные силы инерции (с частотой
изменения знака до 200 Гц).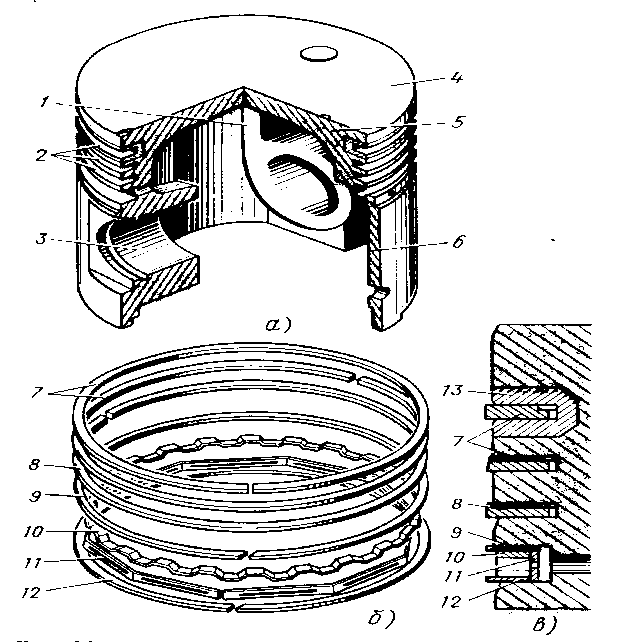
Рисунок. 4. Поршень двигателя ЗИЛ-130: а – общий вид; б – поршневые кольца; в – размещение колец в поршне: 1– ребро поршня; 2 – канавки для поршневых колец; 3 – бобышки; 4 – днище поршня; 5 – головка поршня; 6 – юбка поршня; 7 – компрессионные кольца; 8 – нижнее коническое компрессионное кольцо; 9, 10, 11, 12 – маслосъемные кольца с расширителями; 13 – чугунная всатвка
Применение поршней из алюминиевых сплавов дает возможность снизить конструкционную массу и, следовательно, силы инерции на 20…30% по сравнению с чугунными. Наряду с этим поршни из алюминиевого сплава имеют и недостатки: меньшую механическую прочность, повышенный износ, больший коэффициент линейного расширения (в 2…2,5 раза).
Поскольку поршень непосредственно охлаждаться не может, он нагревается значительно сильнее, чем охлаждаемая гильза. Чтобы предотвратить заклинивание поршня в гильзе, необходимо иметь между ними определенный зазор, когда они находятся в холодном состоянии. Этот зазор уменьшается при прогреве двигателя.
В настоящее время с целью уменьшения коэффициента линейного расширения и повышения прочности применяют поршни, изготовленные из высококремнистого алюминиевого сплава (содержание кремния до 22%, как например, у семейства двигателей ЯМЗ).
Для предотвращения заклинивания поршня его устанавливают в цилиндр с зазором. Поскольку днище и головка поршня нагреваются интенсивнее, чем юбка, зазор между цилиндром и головкой делают большим.
Конструкция и размеры поршня определяются главным образом величиной и скоростью нарастания давления газов и быстроходностью двигателя. Поршни дизелей имеют более массивную и жесткую конструкцию, большее число поршневых колец.
На долговечность поршня и бесшумность его работы большое влияние оказывает размещение оси поршневого пальца. С целью обеспечения одинаковых условий работы поршня при различных направлениях его движения ось поршневого пальца несколько смещают вниз и располагают на высоте 0,64…0,68 рабочей высоты юбки. Чтобы избежать стуков при переходе через мертвые точки, ось поршневого пальца смещают на 1,4…1,6 мм от оси поршня в сторону действия боковой силы при рабочем ходе (противоположную направлению вращения).
Поршневой палец служит для шарнирного соединения поршня с шатуном. Для уменьшения массы и снижения сил инерции его делают пустотелым. Поршневой палец работает под воздействием ударных нагрузок, переменных по величине и направлению, подвергается изгибу и истиранию. Чтобы противостоять этим нагрузкам, поршневой палец должен иметь мягкую сердцевину и, твердую поверхность. Этим требованиям удовлетворяют поршневые пальцы, изготовленные из углеродистой или малолегированной стали. Их подвергают термической обработке – цементации на глубину 0,5…1,0 мм, с последующей поверхностной закалкой токами высокой частоты на глубину 1,0…1,5 мм. Наружную поверхность пальца шлифуют и полируют.
Подавляющее распространение на современных двигателях получили плавающие поршневые пальцы, которые могут проворачиваться как в верхней головке шатуна, так и в бобышках поршня. Такая конструкция обеспечивает более равномерный износ сопряжения. Осевая фиксация поршневого пальца осуществляется стопорными пружинными кольцами, устанавливаемыми в бобышках поршня.
Поршневые компрессионные кольца служат для герметизации надпоршневого пространства и предотвращают прорыв газов в картер двигателя. Поршневое кольцо представляет собой криволинейный брус, имеющий в свободном состоянии вырез. При установке в цилиндр кольцо сжимается и благодаря своей упругости прижимается наружной поверхностью к зеркалу цилиндра. Уплотняющее действие поршневых колец тем лучше, чем больше их число. В карбюраторных двигателях устанавливают на поршне 2 — 3 компрессионных кольца, в дизельных – 3 — 4.
Поршневые кольца современных быстроходных двигателей работают в чрезвычайно тяжелых условиях, под воздействием высоких давлений и температур, сил инерции и трения. В наиболее тяжелых условиях работает верхнее компрессионное кольцо.
Самым распространенным материалом для изготовления поршневых компрессионных колец является легированный чугун. Чугунные поршневые кольца получают из индивидуально отлитых заготовок. Однако качество литых чугунных колец не полностью удовлетворяет современным требованиям.
В настоящее время часто применяют стальные кольца. Более перспективными являются кольца из металлокерамических материалов, обладающие большей износостойкостью. Такие кольца получают прессованием порошкообразной смеси железа, меди и графита под большим давлением и при высокой температуре.
В процессе работы двигателя компрессионные кольца попеременно прижимаются к верхней и нижней кромкам канавок поршня и действуют как насос, стремясь перекачивать масло со стенок цилиндра в камеру сгорания. Поэтому на поршнях устанавливают, кроме компрессионных, маслосъемные кольца. Они снимают масло со стенок цилиндра, направляя его обратно в картер двигателя. Длительное время маслосъемные кольца изготовлялись из чугуна. В настоящее время широкое распространение получили стальные составные маслосъемные кольца. Обладая гибкостью, относительной подвижностью элементов и высоким давлением на стенки цилиндра, стальное кольцо хорошо приспосабливается к поверхности цилиндра, имеющего искаженную форму (вследствие износа) и обеспечивает хорошее распределение масла по поверхности цилиндра как в новом, так и в изношенном двигателе. Переход с чугунных маслосъемных колец на стальные позволил уменьшить расход смазочного масла в 2 раза, а пробег двигателя до замены колец увеличить до 150000 км.
Шатун обеспечивает шарнирную связь прямолинейно движущегося поршня с вращающимся коленчатым валом. Он передает от поршня коленчатому валу силу давления газов при рабочем ходе. Шатун совершает сложное плоскопараллельное движение: возвратно-поступательное вдоль оси цилиндра и качательное относительно оси поршневого пальца. Шатун испытывает значительные знакопеременные нагрузки, действующие по его продольной оси. Во время рабочего хода сила давления газов сжимает шатун. Силы инерции стремятся оторвать поршень от коленчатого вала и растягивают шатун. Наряду с этим качательное движение вызывает знакопеременные силы инерции, изгибающие шатун в плоскости его качания.
Указанные условия работы предъявляют к конструкции шатуна следующие требования: высокая жесткость; достаточная усталостная прочность; небольшая масса; простота и технологичность. Габаритные размеры нижней головки шатуна не должны препятствовать его проходу через цилиндр при сборке двигателя.
Основными элементами шатуна являются верхняя (неразъемная) и нижняя (разъемная) головки и соединяющий их стержень. Наилучшей формой поперечного сечения стержня шатуна, обеспечивающей ему высокую жесткость при минимальной массе, является двутавр.
В верхнюю головку шатуна устанавливаются бронзовые втулки, обладающие высокой износостойкостью и сопротивляемостью усталостным разрушениям.
В нижнюю головку шатуна устанавливаются тонкостенные шатунные вкладыши, которые выполняются подобно вкладышам коренных подшипников, с тем же материалом антифрикционного слоя.
Шатуны для карбюраторных двигателей изготовляют из углеродистой или легированной стали. В дизельных двигателях шатуны работают при больших динамических нагрузках, поэтому для их изготовления требуются высоколегированная сталь и увеличенные сечения элементов (утяжеление конструкции).
Коленчатый вал (рис. 5) воспринимает усилия от шатунов и преобразует их в крутящийся момент. Коленчатый вал является наиболее напряженной деталью КШМ. Он подвергается растяжению, сжатию, изгибу, скручиванию, срезу, поверхностному трению, продольным и поперечным деформациям. При этом нагрузки носят динамический характер и достигают значительных величин.
При большой длине вала эти нагрузки могут вызвать заметные продольные и угловые деформации и привести к усталостным разрушениям.
Исходя из условий работы, характера и величены нагрузок, коленчатый вал должен удовлетворять следующим требованиям: обладать статической и динамической уравновешенностью; быть достаточно жестким и долговечным при небольшой массе; иметь высокую усталостную прочность; быть устойчивым против вибрации и крутильных колебаний; иметь точные размеры и высокую износостойкость трущихся поверхностей (коренных и шатунных шеек).
Коленчатые валы изготовляют ковкой или штамповкой из углеродистой или низколегированной стали. В последние годы получают распространение литые валы из магниевого чугуна. Они имеют меньшую массу и дешевле, чем кованые.
Валы подвергают термической обработке – закалке и отпуску. Шейки коленчатого вала закаливают токами высокой частоты на глубину 3…4 мм, шлифуют и полируют.
Рисунок
5. Подвижные детали кривошипно-шатунного
механизма: 1 – храповик; 2 – фиксаторные
шайбы; 3, 13 – шатунные шейки; 4 – вкладыши
шатунных шеек; 5 – пружинное кольцо; 6 –
поршневой палец; 7 – верхняя головка
шатуна; 8 – стержень шатуна; 9 – болты;
10 – нижняя головка шатуна; 11 – крышка
шатуна; 12, 19, 24, 29 – коренные шейки
коленчатого вала; 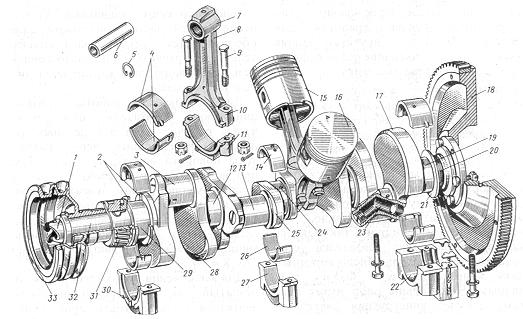
14, 26 – вкладыши коренных шеек; 15, 16 – поршни; 17, 28 – противовесы; 18 – маховик; 20 – задняя часть вала; 21 – стопорное кольцо; 22, 27, 30 – крышки; 23 – масляная полость; 31 – шестерня привода ГРМ; 32 – передняя часть вала; 33 – шкив ременной передачи
Коленчатый вал имеет коренные и шатунные шейки, соединенные друг с другом при помощи щек. Коренные шейки выполняются одинаковыми по диаметру. Шатунная шейка со смежными щеками составляет колено, кривошип вала. Все шатунные шейки по длине и диаметру одинаковы.
В автотракторных двигателях коленчатые валы могут вращаться в подшипниках качения и скольжения. Подшипники качения обеспечивают уменьшение потерь на трение, что обеспечивает значительное облегчение запуска двигателя в холодное время. Однако в многоцилиндровых двигателях конструкция блока цилиндров и коленчатого вала с подшипниками качения значительно усложняется. Имеются и другие недостатки. Поэтому чаще всего используются подшипники скольжения. Коренные подшипники скольжения выполняют в виде тонкостенных стальных вкладышей (полуколец), которые устанавливают в расточках блока цилиндров. На внутреннюю поверхность вкладыша наносится слой из антифрикционного сплава, состав и свойства которого зависят от степени нагруженности.
В карбюраторных двигателях длительное время использовались свинцовооловянистые сплавы (баббиты). Широкое распространение получил сплав СОС–6–6 на свинцовой основе, содержащей 6% олова, 6% сурьмы, 0,5% меди. Однако свинцовооловянистые сплавы чувствительны к повышению температуры и, имеют недостаточную сопротивляемость уста-лостным выкрашиваниям.
В связи с этим в настоящее время получили широкое применение сталеалюминиевые вкладыши, обладающие высокой усталостной прочностью и хорошими противокоррозийными качествами. Сталеалюминиевые вкладыши широко применяются на современных V-образных карбюраторных двигателях и обеспечивают им достаточно высокий межремонтный срок службы.
В дизельных двигателях, имеющих повышенную нагрузку на подшипники, применяются стальные вкладыши с антифрикционным сплавом из свинцовистой бронзы, содержащей 30% свинца, улучшающего противозадирные свойства. Подшипники из свинцовистой бронзы выдерживают без усталостных разрушений почти вдвое большую нагрузку, чем баббиты и стабильно работают при нагреве до 140…150°С, в то время как для баббитов предельно допустимой является температура 120°С.
Вместе с тем антифрикционный сплав из свинцовистой бронзы плохо поглащает твердые абразивные частицы, недостаточно хорошо прирабатывается, имеет склонность к коррозии. Поэтому в двигателях с подшипниками из свинцовистой бронзы можно применять только специальное масло с противокоррозийной присадкой.
Маховик устанавливают на задний конец коленчатого вала для уменьшения неравномерности работы двигателя и выведения поршней из мертвых точек.
В многоцилиндровых двигателях рабочие ходы протекают с частичным перекрытием, что обеспечивает хорошую равномерность и позволяет кривошипному механизму проходить мертвые точки без помощи маховика. В этих случаях маховик обеспечивает плавную работу двигателя на малой частоте вращения, облегчает трогание машины и способствует пуску двигателя.
Маховик отливают из серого чугуна и крепят к фланцу коленчатого вала. На обод маховика напрессовывают стальной зубчатый венец, служащий для пуска двигателя от стартера.
На торцевой поверхности маховика наносят метки, соответствующие ВМТ и моменту зажигания. Этими метками пользуются при установке зажигания или впрыска, а также при проведении различных регулировок. В сборе с коленчатым валом маховик должен быть динамически сбалансирован.
При работе двигателя на детали КШМ действуют давление газов на поршень, силы инерции масс, движущихся возвратно-поступательно (поршень и часть массы шатуна) и вращающихся (колено вала и часть массы шатуна), силы веса. По мере вращения вала эти силы, за исключением силы веса, меняют величину и направление.
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм (КШМ) служит для преобразования прямолинейного возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
КШМ состоит из неподвижных и подвижных деталей. Группу неподвижных деталей составляют блок цилиндров, головки цилиндров, гильзы, вкладыши, крышки коренных подшипников.
В группу подвижных деталей входят поршни, поршневые кольца, поршневые пальцы, шатуны, коленчатый вал с маховиком.
Неподвижные детали кшм
Блок
цилиндров является базовой деталью (остовом)
двигателя (рис. 3). На нем устанавливаются
все основные механизмы и системы
двигателя.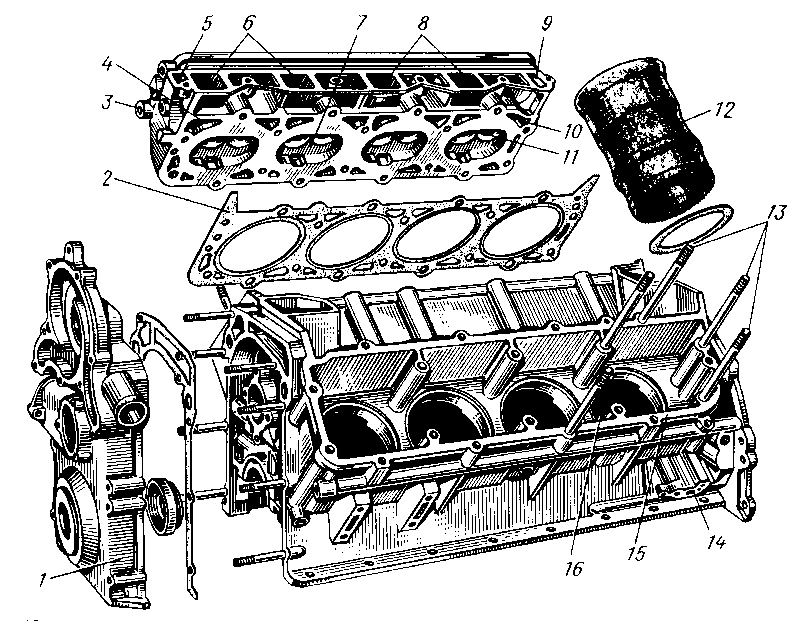
Рисунок 3. Неподвижные детали кривошипно-шатунного механизма: 1 – крышка блока зубчатых колес ГРМ; 2 – сталеасбестовая прокладка; 2 – головка блока цилиндров; 4, 10 – входные отверстия водяной рубашки; 5, 9 – выходные отверстия водяной рубашки; 6, 8 – каналы для подачи горючей смеси; 11 – седло клапана; 12 – гильза; 13 – шпильки крепления; 14 –верхняя часть; 15 – блок цилиндров; 16 – гнезда гильз
В автотракторных многоцилиндровых двигателях с жидкостным охлаждением все цилиндры выполняются в виде общей отливки, которая и называется блоком цилиндров. Такая конструкция обладает наиболее высокой жесткостью и хорошей технологичностью. С раздельными цилиндрами в настоящее время выполняются только двигатели воздушного охлаждения.
Блок цилиндров работает в условиях значительного до 2000 °С и неравномерного нагрева и давления (9,0…10,0 МПа). Чтобы противостоять действию значительных силовых и температурных нагрузок, блок цилиндров должен обладать высокой жесткостью, обеспечивающей минимальные деформации всех его элементов, гарантировать герметичность всех полостей (цилиндры, рубашка охлаждения, каналы и т. д.), иметь высокий срок службы, простую и технологичную конструкцию.
Для изготовления блока цилиндров применяют серый чугун или алюминиевые сплавы. Наиболее предпочтительным материалом для изготовления блока цилиндров в настоящее время является чугун, т.к. он дешев, обладает большой прочностью и мало поддается температурным деформациям.
В конце шестидесятых годов отечественная промышленность освоила литье чугунных блоков с толщиной стенок 2,5…3,5 мм. Такие блоки характеризуются высокой прочностью, жесткостью и стабильностью размеров, почти не уступают алюминиевым по массе.
Существенным недостатком блоков из алюминиевых сплавов является их повышенное тепловое расширение и относительно невысокие механические качества.
Расположение цилиндров может быть однорядным (вертикальным или наклонным), двухрядным или V-образным, с углом развала между цилиндрами 60°, 75°, 90°. Двигатели с углом развала 180° называются оппозитными. V-образная компоновка в 80-е годы XX века получила широкое распространение, так как обеспечивает большую компактность и меньшую удельную массу двигателя. Жесткость коленвала и его опор в этом случае повышается, что способствует увеличению срока службы двигателя. Меньшая длина двигателя облегчает компоновку его на машине и при одинаковой колесной базе позволяет получить большую полезную площадь грузовой платформы.
На двигателях с однорядным расположением цилиндров их номеруют, начиная с переднего. На V-образных двигателях номера присваивают вначале правому ряду цилиндров, начиная с переднего, а затем маркируют левый ряд.
Цилиндр в большинстве автотракторных двигателей выполняется в виде гильз, устанавливаемых в блок. Гильзы по способу установки делятся на сухие и мокрые.
Мокрые гильзы, омываемые снаружи охлаждающей жидкостью, обеспечивают лучший тепло отвод и более удобны при ремонте, т.к. могут быть легко заменены без использования специального инструмента и приспособлений.
Герметичность мокрой гильзы обеспечивают уплотнением нижней части резиновым кольцом и установкой медной прокладки под верхним буртиком. Применение мокрых гильз улучшает отвод от цилиндров избыточного тепла, однако снижает жесткость блока цилиндров.
Сухие гильзы используются преимущественно в двухтактных двигателях, где применение мокрых гильз затруднительно.
Гильза воспринимает высокое давление рабочих газов, имеющих значительную температуру. Поэтому гильзы изготовляют, как правило, из легированного чугуна, хорошо противостоящего эрозийному и абразивному износу и обладающего удовлетворительной коррозийной стойкостью. Внутренняя поверхность гильзы – зеркало цилиндра – тщательно обработана.
Поскольку условия работы верхней части гильзы наиболее тяжелые, а изнашивается она наиболее интенсивно, в современных двигателях равномерность износа цилиндров по высоте обеспечивается короткими вставками из противокоррозийного высоколегированного аустенитного чугуна (нирезиста). Использование такой вставки повышает срок службы гильз в 2,5 раза.
Головка цилиндров служит для размещения камер сгорания, впускных и выпускных клапанов, свечей зажигания или форсунок.
В процессе работы двигателя головка цилиндров подвергается воздействию высоких температур и давлений. Нагрев отдельных частей головки неравномерен, т.к. одни из них соприкасаются с продуктами сгорания, имеющими температуру до 2500° С, а другие омываются охлаждающей жидкостью.
Основные требования к конструкции головки цилиндров: — высокая жесткость, исключающая деформации от механических нагрузок и коробление при рабочих температурах; простота; технологичность конструкции и небольшая масса.
Головка цилиндров выполняется отливкой из чугуна или алюминиевого сплава. Выбор материала зависит от типа двигателя. В карбюраторных двигателях, где сжимается горючая смесь, предпочтение отдается более теплопроводным алюминиевым сплавам, т. к. это обеспечивает бездетонационную работу. В дизельных двигателях, где сжимается воздух, головка цилиндров из чугуна способствует повышению температуры стенок камер сгорания, что улучшает протекание рабочего процесса, особенно при запуске в холодное время.
Головки цилиндров могут выполняться индивидуальными или общими. Индивидуальные головки, как правило, применяют в двигателях воздушного охлаждения. В большинстве двигателей, имеющих жидкостное охлаждение, применяют общие головки для каждого ряда цилиндров. В некоторых случаях, при большой длине блока цилиндров, применяют головки для группы в два -три цилиндра (например, у двигателя ЯМЗ-240 и А=01 Л).
У двигателя ЯМЗ-740 головки цилиндров отдельные на каждый цилиндр. Применение отдельных головок повышает надежность двигателя, позволяет избежать перекоса головки при неравномерной затяжке ее и прорыва газов через прокладку.
У карбюраторных двигателей и у некоторых типов дизелей обычно камеры сгорания располагают в головках цилиндров. Форма и расположение камер сгорания, впускных и выпускных каналов являются важным конструктивным параметром, определяющим мощностные и экономические показатели двигателей.
Форма камеры сгорания должна обеспечивать наилучшие условия для наполнения цилиндра свежим зарядом, полное и бездетонационное сгорание смеси, а также хорошую очистку цилиндра от продуктов сгорания.
В настоящее время у дизелей предпочтение отдается камерам сгорания, расположенным в поршнях. Такие камеры имеют меньшую поверхность и, следовательно, небольшие тепловые потери. Двигатели с камерами сгорания в поршне обладают более высокими антидетонационными качествами и повышенным коэффициентом наполнения.
Технология изготовления головки цилиндров в двигателях с камерой сгорания в поршне не сложная. Камеру в поршне легко получить при отливке и последующей механической обработкой довести объем камеры до заданного с высокой точностью.
Длительная работа головки цилиндров без деформации и коробления обеспечивается рациональным охлаждением, т.е. более интенсивным отводом тепла от наиболее нагретых ее частей.
Изучение устройства конструкций кривошипно-шатунного механизма (КШМ)
Лабораторная работа № 1
Тема: Изучение устройства конструкций кривошипно-шатунного механизма (КШМ)
1. Цель: Ознакомиться с устройством КШМ различных двигателей, уметь анализировать их конструктивные особенности
2. Краткие сведения
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня в цилиндре во вращательное движение коленчатого вала двигателя.
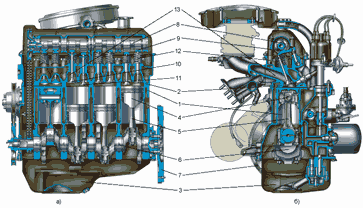
Рис. 1 Общий вид четырехцилиндрового двигателя (продольный и поперечный разрез)
1 – блок цилиндров; 2 – головка блока цилиндров; 3 – поддон картера двигателя; 4 – поршни с кольцами и пальцами; 5 – шатуны; 6 – коленчатый вал; 7 – маховик; 8 – распределительный вал; 9 – рычаги; 10 – впускные клапаны; 11 – выпускные клапаны; 12 – пружины клапанов; 13 – впускные и выпускные каналы
У четырехцилиндрового двигателя кривошипно-шатунный механизм состоит из:
блока цилиндров с картером,
головки блока цилиндров,
поддона картера двигателя,
поршней с кольцами и пальцами,
шатунов,
коленчатого вала,
маховика.
В состав КШМ кривошипно-шатунного механизма двигателя входит две группы деталей: неподвижные и подвижные.
К неподвижным деталям относятся блок цилиндров, служащий основой двигателя, цилиндр, головки блока или головки цилиндров и поддон картера. Подвижными деталями являются поршни с кольцами и поршневыми пальцами, шатун, коленчатый вал, маховик. Кривошипно-шатунный механизм воспринимает давление газов при такте сгорание-расширение и преобразовывает прямолинейное, возвратно-поступательное движение поршня во вращательное движение коленчатого вала. У V-образных двигателей блок цилиндров представляет собой массивный литой корпус, снаружи и внутри которого монтируются все механизмы и системы. Блок цилиндров объединяет в себе не только цилиндры и шатунно-поршневую группу, но и другие системы двигателя. Он является основой двигателя, в которой есть множество литых каналов и сверлений, подшипников и заглушек. Именно в блоке цилиндров вращается (на подшипниках) коленчатый вал. Во внутренних полостях блока циркулирует жидкость системы охлаждения, там же проходят и масляные каналы системы смазки двигателя. Большая часть из навесного оборудования двигателя монтируется, опять же, на блоке цилиндров. Нижняя часть блока является картером, в литых поперечинах которого расположены опорные гнезда для подшипников коленчатого вала. Такую отливку часто называют блок-картером. В средней части блока цилиндров имеются отверстия для установки подшипников скольжения под опорные шейки распределительного вала. Плоскость разъема блока может проходить по оси коленчатого вала или быть смещенной относительно ее вниз. К нижней части блок-картера крепится стальной штампованный поддон, служащий резервуаром для масла. По каналам в блоке масло из поддона подается к трущимся деталям двигателя. На V-образных двигателях для повышения жесткости блока цилиндров его плоскость разъема, расположена ниже оси коленчатого вала. В отливке блока цилиндров имеется рубашка для жидкостного охлаждения двигателя, представляющая собой полость между стенками блока и наружной поверхностью вставных гильз. Охлаждающая жидкость подается в рубашку охлаждения через два канала, расположенные по обеим сторонам блока цилиндров. К передней части блока цилиндров крепится крышка распределительных шестерен, а к задней – картер сцепления.
Блок цилиндров отливается из серого чугуна или из алюминиевого сплава.
Рабочая поверхность цилиндров является направляющей при движениях поршня и вместе с ним и головкой блока цилиндров образует замкнутое пространство, в котором происходит рабочий цикл двигателя. Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров тщательно обрабатывают с высокой степенью точности и чистоты, и поэтому она называется зеркалом цилиндра. Цилиндры могут быть отлиты как одно целое со стенками рубашки охлаждения или изготовлены отдельно от блока в виде вставных гильз. Последние подразделяются на «сухие» гильзы, запрессованные в расточенный блок, и сменные, «мокрые» гильзы, омываемые с наружной стороны охлаждающей жидкостью. При сгорании рабочей смеси верхняя часть цилиндров сильно нагревается и подвергается окислительному воздействию продуктов сгорания, поэтому в верхнюю часть блока цилиндров или гильз, как правило, запрессовывают короткие вставки — сухие гильзы длиной 40 — 50 мм. Вставки изготовляют из легированного чугуна, обладающего высокой износо- и коррозионной стойкостью. При установке мокрой гильзы ее борт выступает над плоскостью разъема на 0,02 — 0,15 мм. Это позволяет уплотнять ее, зажимая борт через прокладку между блоком и головкой цилиндров. В нижней части гильза уплотняется двумя резиновыми кольцами или медными прокладками, установленными по торцу нижнего пояса гильзы. Преимущественное применение в двигателях мокрых гильз связано с тем, что они обеспечивают лучший отвод тепла. Это повышает работоспособность и срок службы деталей цилиндропоршневой группы, при этом снижаются затраты, связанные с ремонтом двигателей в процессе эксплуатации. Головка блока цилиндров является второй по значимости и по величине составной частью двигателя. В головке расположены камеры сгорания, клапаны и свечи цилиндров, в ней же на подшипниках вращается распределительный вал с кулачками. Так же, как и в блоке цилиндров, в его головке имеются водяные и масляные каналы и полости. Головка крепится к блоку цилиндров и, при работе двигателя, составляет с блоком единое целое.
В головке цилиндров размещены камеры сгорания, в которых установлены впускные и выпускные клапаны, свечи зажигания или форсунки. На головке цилиндров крепятся детали и узлы привода клапанного механизма.Значительное влияние на процесс смесеобразования как в карбюраторных двигателях, так и в дизельных имеют формы камеры сгорания. В карбюраторных двигателях наибольшее распространение получили цилиндрические полусферические и клиновые камеры с верхним расположением клапанов. Для создания герметичности между блоком и головкой цилиндров установлена прокладка, а крепление головки к блоку цилиндров осуществлено шпильками с гайками. Прокладка должна быть прочной, жаростойкой и эластичной. Поршень воспринимает давление газов при рабочем такте и передает его через поршневой палец и шатун на коленчатый вал. Поршень представляет собой перевернутый цилиндрический стакан, отлитый из алюминиевого сплава. В верхней части поршня расположена головка с канавками, в которые вставлены поршневые кольца. Ниже головки выполнена юбка, направляющая движение поршня. В юбке поршня имеются приливы-бобышки с отверстиями для поршневого пальца.
При работе двигателя поршень, нагреваясь, расширится и, если между ним и зеркалом цилиндра не будет необходимого зазора, заклинится в цилиндре и двигатель прекратит работу. Однако большой зазор между поршнем и зеркалом цилиндра также нежелателен, так как это приводит к прорыву части газов в картер двигателя, падению давления в цилиндре и уменьшению мощности двигателя. Чтобы поршень не заклинивался при прогретом двигателе, головку поршня выполняют меньшего диаметра, чем юбка, а саму юбку в поперечном сечении изготавливают не цилиндрической формы, а в виде эллипса с большой осью его в плоскости, перпендикулярной поршневому пальцу. На юбке поршня может быть разрез. Благодаря овальной форме и разрезу юбка предотвращает заклинивание поршня при работе прогретого двигателя.
Поршневые кольца, применяемые в двигателях, подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют зазор между поршнем и цилиндром и служат для уменьшения прорыва газов из цилиндров в картер, а малосъемные снимают излишки масла с зеркала цилиндров и не допускают проникновение масла в камеру сгорания. Кольца, изготовленные из чугуна или стали, имеют разрез (замок). При установке поршня в цилиндр поршневое кольцо предварительно сжимают, в результате чего обеспечивается его плотное прилегание к зеркалу цилиндра при разжатии. На кольцах имеются фаски, за счет которых кольцо несколько перекашивается и быстрее притирается к зеркалу цилиндра, и уменьшается насосное действие колец. При установке колец на поршень их замки следует размещать в разные стороны. Для шарнирного соединения поршня с верхней головкой шатуна служит поршневой палец. Через пальцы передаются значительные усилия, поэтому их изготовляют из легированных или углеродистых сталей с последующей цементацией или закалкой ТВЧ. Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня. По способу соединения с шатуном и поршнем пальцы делятся на плавающие и закрепленные (обычно в головке шатуна). Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня. При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различного коэффициента линейного сплава и стали. Шатун служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатия, выпуск), наоборот, от коленчатого вала к поршню. При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого кольца. Шатун штампуют из легированной или углеродистой стали. Он состоит из стержня двутсеврового сечения, верхней головки, нижней головки и крышки. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (в основном у дизелей) сверлится сквозное отверстие — масляный канал. Нижнюю головку, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра. Крышка шатуна изготовляется из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышки с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делают метки, чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шклинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава. От осевого смещения и провертывания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки. В нижней головке шатуна и во вкладыши делается отверстие для периодического выбрызгивания масла на зеркало цилиндра или на распределительный вал.
Для лучшей уравновешенности кривошипно-шатунного механизма разница в масле шатунов не должна превышать 6 — 8 г. В V-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатуннопоршневой группы поршни и шатуны устанавливают строго по меткам. Коленчатый вал воспринимает силу давления газов на поршень и силы инерции возвратно-поступательно движущихся масс кривошипно-шатунного механизма. Силы, передающиеся поршнями на коленчатый вал, создают крутящий момент, который при помощи трансмиссии передается на колеса автомобиля. Коленчатый вал изготовляют штамповкой из легированных сталей или отливают из высокопрочных чугунов. Коленчатый вал состоит из коренных и шатунных шеек, противовесов, заднего конца с отверстием для установки шарикоподшипника ведущего вала коробки передач и фланца для крепления маховика, переднего конца, на котором установлен хроповик пусковой рукоятки и шестерня газораспределения, шкива привода вентилятора, жидкостного насоса и генератора. Шатунные шейки со щеками образуют кривошипы. Для разгрузки коренных подшипников от центробежных сил служат противовесы, которые изготовляют за одно целое со щеками, имеющими каналы для подвода масла, или прикрепляют к ним болтами. Если с обеих сторон шатунной шейки расположены коренные шейки, то такой коленчатый вал называется полнопорным.
В щеках коленчатого вала просверлены наклонные каналы для подвода масла от коренных подшипников к масляным полостям, выполненных в шатунных шейках в виде каналов большого диаметра, закрываемых резьбовыми заглушками. Эти полости являются грязеуловителями, в которых под действием центробежных сил при вращениии коленчатого вала собираются продукты изнашивания, содержащиеся в масле. Гнезда в блоке цилиндров под коренные подшипники и их крышки растачивают совместно, поэтому при сборке двигателя их необходимо устанавливать по меткам только на свои места. Тонкостенные вкладыши коренных подшипников покрыты таким же антифрикционным сплавом, что и вкладыши шатунных подшипников, и отличаются от последних только размерами. Широкое использование триметаллических сталеалюминиевых и сталесвинцовых вкладышей связано с тем, что слой антифрикционного покрытия обладает хорошими противоударными свойствами и повышенной прочностью. От продольного смещения и проворачивания вкладыши удерживаются выступами, входящие в соответствующие пазы в гнездах блока и их крышках. Осевые нагрузки коленчатого вала в большинстве карбюраторных двигателей воспринимаются упорной шайбой и стальными упорными кольцами, залитыми с внутренней стороны антифрикционным сплавом СОС-6-6, содержащим свинец, олово и сурьму. Осевые нагрузки коленчатого вала дизелей воспринимаются двумя парами упорных полуколец из бронзы или сталеалюминия, установленных в выточках задней коренной опоры.Маховик служит для обеспечения вывода поршней из мертвых точек, более равномерного вращения коленчатого вала многоцилиндрового двигателя при его работе на режиме холостого хода, облегчение пуска двигателя, снижение кратно-временных перегрузок при трогании автомобиля с места и передачи крутящего момента агрегатам трансмиссии на всех режимах работы двигателя. Маховик изготовляют из чугуна и динамически балансируют в сборе с коленчатым валом. На фланце маховика центрируются в строго определенном положении с помощью штифтов или болтов, которыми он крепится к фланцу. На обод маховика напрессован зубчатый венец, предназначенный для вращения коленчатого вала стартером при пуске двигателя. На торце или ободе маховика многих двигателей наносят метки, по которым определяют в. м. т. поршня первого цилиндра при установке зажигания (у карбюраторных двигателей) или момента начала подачи топлива (у дизелей).
Кривошипно-шатунный механизм состоит из следующих основных частей: цилиндра 7 (рис. 2), поршня 6 с кольцами 5, шатуна 3 с подшипником 2, поршневого пальца 4, коленчатого вала 10 с противовесами 9, вращающегося в подшипниках 1, и маховика 8. Детали кривошипно-шатунного механизма воспринимают большое давление (до 6…8 МПа) газов, возникающих при сгорании топлива в цилиндрах, а некоторые из них, кроме того, работают в условиях высоких температур (350° и выше) и при большой частоте вращения коленчатого вала (свыше 2000 мин»‘). Чтобы детали могли удовлетворительно работать длительное время (не менее 8…9 тыс. часов) в таких тяжелых условиях, обеспечивая работоспособность двигателя, их изготавливают с большой точностью из высококачественных прочных металлов и их сплавов, а детали из черных металлов (сталь, чугун), кроме того, подвергают термической обработке (цементации, закалке).
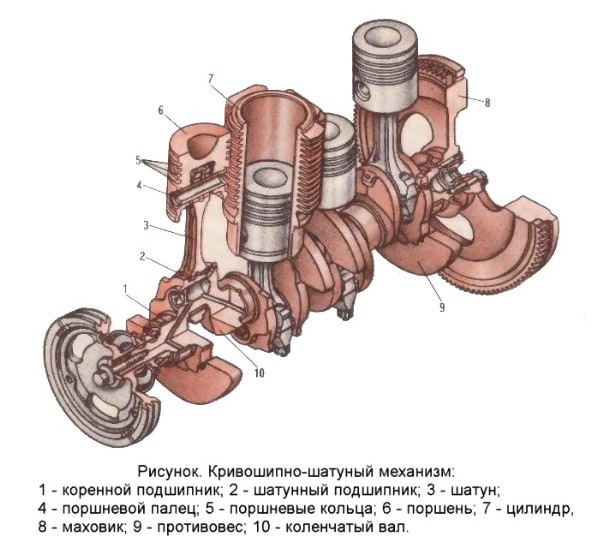
Рисунок 2 Кривошипно-шатунный механизм: 1 – коренной подшипник; 2 – шатунный подшипник; 3 – шатун; 4 – поршневой палец; 5 – поршневые кольца; 6 – поршень; 7 – цилиндр; 8 – маховик; 9 – противовес; 10 – коленчатый вал
В двигателе внутреннего сгорания топливо сгорает внутри цилиндров и тепловая энергия, выделяющаяся при этом, преобразуется в механическую работу. Рабочим циклом называется совокупность процессов, периодически повторяющихся в определенной последовательности в цилиндре. В четырехтактном двигателе рабочий цикл совершается за четыре такта: впуск, сжатие, рабочий ход (сгорание и расширение) и выпуск, или, иначе говоря, за два оборота коленчатого вала.
Такт – это процесс, происходящий в цилиндре за один ход поршня.
Ход поршня S — путь, проходимый поршнем от одной мертвой точки до другой.
Мертвыми точками называются крайние верхнее и нижнее положения поршня, где его скорость равна нулю. Верхняя мертвая точка сокращенно обозначается в.м.т., нижняя мертвая точка – н.м.т.
Рабочий объем цилиндра Vр – объем, освобождаемый поршнем при движении от в.м.т. до н.м.т.
Литраж – рабочий объем всех цилиндров двигателя.
Объем камеры сгорания Vc — объем, образующийся над поршнем, когда последний находится в в.м.т.
Полный объем цилиндра Vп – это его рабочий объем плюс объем камеры сгорания.
Индикаторная мощность – мощность, развиваемая расширяющимися газамитпри сгорании топлива в цилиндрах двигателя (без учета потерь).
Эффективная мощность – мощность, получаемая на маховике коленчатого вала. Она на 10 – 15% меньше индикаторной из-за потерь на трение в двигателе и приведение в движение его вспомогательных механизмов и приборов.
Литровой мощностью называется наибольшая эффективная мощность, получаемая с одного литра рабочего объема (литража) цилиндрического двигателя.
Рабочий цикл четырехтактного двигателя происходит следующим образом.
Первый такт – впуск. При движении поршня от в.м.т. (вниз) вследствие увеличения объема в цилиндре создается разрежение, под действием которого из карбюратора через открывающийся впускной клапан в цилиндр поступает горючая смесь (паров бензина с воздухом). В цилиндре горючая смесь смешивается с оставшимися в нем от предыдущего рабочего цикла отработавшими газами и образует рабочую смесь.
Второй такт – сжатие. Поршень движется вверх, при этом оба клапана закрыты. Так как объем в цилиндре уменьшается, то происходит сжатие рабочей смеси.
Третий такт – рабочий ход. В конце такта сжатия рабочая смесь воспламеняется электрической искрой и быстро сгорает (за 0,001 – 0,002 с). При этом происходит выделение большого количества тепла и газы, расширяясь, создают сильное давление на поршень, перемещая его вниз. Сила давления газов от поршня передается через поршневой палец и шатун на коленчатый вал, создавая на нем определенный крутящий момент. Таким образом, во время рабочего хода происходит преобразование тепловой энергии в механическую работу.
Четвертый такт – выпуск. После совершения полезной работы поршень движется вверх и выталкивает отработавшие газы наружу через открывающийся выпускной клапан.
Из рабочего цикла двигателя видно, что полезная работа совершается только в течение рабочего хода, а остальные три такта являются вспомогательными. Для равномерности вращения коленчатого вала на его конце устанавливают маховик, обладающий значительной массой. Маховик получает энергию при рабочем ходе и часть ее отдает на совершение вспомогательных тактов.
В целях получения большей мощности и равномерного вращения коленчатого вала двигатели делают многоцилиндровые. Так, в четырехцилиндровом двигателе за два оборота коленчатого вала получается не один, а четыре рабочих хода.
3. Учебные пособия, приспособления и инструменты
3.1. Учебные плакаты, стенды с разрезами КШМ, отдельные узлы и детали КШМ
4. Порядок проведения работы
4.1 Изучить принцип работы КШМ
4.2 Изучить устройство КШМ
4.3 Изучить неподвижные и подвижные детали КШМ
5. Содержание отчета
5.1 Описать назначение, общее устройство и работу КШМ
5.2 Описание принципа действия КШМ
5.3 Описание особенностей сборки деталей и узлов КШМ
5.4 Начертить схему КШМ
5.5. Описание материалов, применяемых для изготовления деталей КШМ
6. Контрольные вопросы
6.1. Назначение, устройство и принцип работы КШМ?
6.2. Краткое конструктивное описание элементов входящих в КШМ?
6.3. Порядок работы четырех-, шести- и восьмитактных двигателей?
6.4. Применяемые материалы для изготовления деталей КШМ двигателя?
6.5. Способ фиксации коленчатого вала от осевых перемещений у изучаемых двигателей?
6.6. Как установить поршень первого цилиндра в ВМТ?
6.7. Основные особенности устройства КШМ изучаемых двигателей?
6.8. Основные параметры двигателя?
6.9.Классификация двигателей?
6.10. Для чего служит дезаксаж двигателя?
6.11. Способы повышения надежности деталей и узлов КШМ?
Список литературы
Боровских Ю.Л,Кленников В.М., усторйство автомобиля. М Высшая школа, 1983г
Михайловский Е.В., Серебряков Е.Я. « Устройство автомобиля». Машиносртоение, 1985г.
Соснин Д. А. « Автотроника», СОЛОН- Р, 2001 г
Соснин Д. А., Колесниченко В.Н. « Теоретические аспекты современных электорнных систем зажигание для ДВС». Сборник трудов МАДИ. 1981 г.
Спинов В.Р. « Системы впрыска бензиновых двигателей» М. Машиностроение , 1995 г.
Селифонов В.В., Бирюков М.К. « Устройство и техническое обслуживание атобусов» , за рулем, федеральный комплект учебников.
ЮТТ В.Е. Электрооборудование автомобилей,- М Транспорт, 1989-
М.Н. Фесенко.Теория, конструкция и расчет автотракторного электрооборудование М- машиностроение.
отливка передвижная / качание и фиксированная плита дробилки челюсти для запасных частей
каменной дробилки челюстиЛитая подвижная / поворотная и неподвижная плита щековой дробилки для запасных частей каменной щековой дробилки
Описание продукта
Щековая плита изготовлена из сверхвысокой марганцевой стали, поэтому она имеет срок службы На 50 ~ 100% длиннее, чем из традиционной высокомарганцевой стали. Каждая модель щековых дробилок серии PE проходит испытания на удар, напряжение, деформацию, тепловую нагрузку, деформацию, вибрацию и шум в широком диапазоне условий нагрузки.Специальные методы обработки гарантируют, что наша пластина челюстей обладает лучшими характеристиками:
1) Благодаря технологии закалки при холодной обработке повышается твердость.
2) Технология повышения жесткости воды, чтобы избежать ухудшения характеристик в процессе естественного фазового перехода.
Мы производим в Китае широкий ассортимент изнашиваемых и запасных частей для самых популярных в мире брендов дробилки, например, запасные части для дробилок, указанных ниже.
Тип дробилки | Модель | Запасные части |
Щековая дробилка | C80, C96, C100B, C105, C106, C110, C106, C110 , C145, C160, C200 | Пластины для губок, пластины для щек |
JM806, JM907, JM1108, J1175, JM1206, JM1208, JM1211, JM1312, JM1511, JM1520 03 |
13
030303030 : 1) Материал: высокомарганцовистая сталь: Mn13Cr2, Mn18Cr2 и т. Д .;
2) Использование: машинное оборудование для извлечения металлов, шахты, металлургия, химическая промышленность, цемент, нефть и т. Д.
3) Испытание качества продукции: высокочастотный инфракрасный анализатор углерода и серы, металлографический микроскоп, оборудование для испытания производительности машин, оборудование для испытания на твердость, оборудование для ультразвукового контроля
4) Простая установка: антиабразивный блок является полупостоянной деталью, который легко заменить.
Химический состав
Химический состав литейного материала с высоким содержанием марганца
Код Элем.
C
Mn
Si
Cr
Mo
P
S
ZGMn
0 1,45
11,0-14,0
0,30-1,0
—
—
≤0,09
≤0,04
11.0-14.0
0.30-1.0
—
—
≤0.09
≤0.04
ZG
0,9-1,35
11,0-14,0
0,30-0,8
—
—
≤0.09
≤0.04
G G 0.9-1,30
11,0-14,0
0,30-0,8
1,50-2,5
—
≤0,09
≤0,04
Z 32 0,75-1,30
11,0-14,0
0,30-1,0
—
0,90-1,2
≤0.09
63
≤0
900 Фотографии гильз щековой дробилки
.
Производственный процесс
Наш сервис
Опыт работы с нами по пробному заказу + 9000 лет 9000 лет попытка
2. Наша искренность стоит ваших попыток
Преимущество:
1. MOQ: Мы готовы удовлетворить любой спрос, большое или небольшое количество в соответствии с вашими потребностями
2.OEM: Мы можем изготовить по вашему чертежу.
3. Сервис: Мы относимся к вам как к нашему другу, на расстоянии всего одной мыши
4. Качество: У нас строгая система контроля качества.
Руководство по заказу
1. Запрос по вашему номеру чертежа
2. Подтвердите наличие чертежей под вашим номером
3. Чертежи будут сделаны, когда они недоступны
4. Подтвердите цену, направьте время, произведение искусства, срок оплаты и т. д.
5.Ценовое предложение на основе чертежей
6. Счет-фактура Performa отправлен
7. Авансовый платеж оплачен и высылается банковская квитанция
8. Производственный процесс
9. Доставка- TT остаток платежа до отгрузки. Оплата остатка на счету B / L Copy или L / C принимается. Сообщите номер отслеживания выраженных файлов.
10. Заказ завершен (только когда вы получите товар и останетесь им довольны)
11. Отзывы о качестве, сервисе, отзывы рынка и предложения.И мы можем добиться большего в нашем будущем сотрудничестве.
FAQ
1. Почему мы должны выбирать вас вместо других?
a) Наше присутствие на мировом рынке более 20 лет — Репутация стоит того, чтобы вы попробовали
b) У нас большой опыт в этой области — Опыт стоит того, чтобы вы попробовали
c) Мы строго придерживаемся принципов самообслуживания. Система проверки — качество, которое стоит попробовать
d) Кроме того, нам нужно ваше доверие от пробной суммы
2.Как мы определяем, достаточно ли у вас компонентов для наших запчастей?
A) Пока выбран материал, мы будем производить детали строго в соответствии с его диапазоном
B) У нас есть оборудование для проведения процентного тестирования компонентов, для наших долгосрочных деловых отношений мы
Мы сами реализуем строгие процедуры, позволяющие избавиться от беспокойства по этому поводу.
3. Примете ли вы заводскую инспекцию?
Да. Приглашаем вас посетить наш завод для вашего собственного осмотра.
. отливок передвижная и фиксированная плита челюсти в горных машинах разделяет
Называете ли вы их как отбойные брусья, молотки или ударные молотки, получение максимальной отдачи от ударной дробилки зависит от ударных штанг и вашей способности их правильно использовать.
В зависимости от того, что вы собираетесь дробить — асфальт, известняк или даже если вы перерабатываете бетон — имеет значение тип ударной балки, которую вы используете. На замену ударных ударных у вас может уйти целый день, но вы можете сэкономить время и деньги, зная, какие ударные дуги лучше всего подходят для каждой работы.
Хотя ударные стержни могут выглядеть одинаково, металлургия всегда разделяет каждый из четырех основных типов ударных стержней. Каждая ударная штанга, от высокохромистой до гибридной, имеет определенное назначение, которое необходимо выбирать на основе множества различных переменных, таких как размер загрузки, геология и тоннаж.
Независимо от того, что вы хотите раздавить, один из этих типов ударных брусков должен соответствовать вашим потребностям.
Отливки Подвижная и неподвижная пластина губок в деталях горнодобывающего оборудования
тип Ударная дробилка сертификат Сертификат BV Материал хром с высоким содержанием хрома использование добыча руды тип машины дробилка обработка тип термическая обработка отжиг , закалка, отпуск применение цементный завод, карьер, электростанции, горнодобывающая промышленность химический контроль спектрометр тестирование твердость, дефектоскоп
Мы являемся профессиональным поставщиком горнодобывающего дробильного оборудования и промышленных мельниц, и у нас есть независимые права на импорт и экспорт.
До сих пор мы сформировали целую производственную цепочку с основными продуктами, такими как дробильное и шлифовальное оборудование, и вспомогательными продуктами, такими как вибрационные грохоты, вибропитатели и другое сопутствующее оборудование.
Наша продукция охватывает более 20 моделей трех основных серий: серии мельниц, серии дробления и серии песка. Передовые технологии, высокая надежность, низкие затраты на эксплуатацию и техническое обслуживание позволили нашей продукции занять лидирующие позиции в этой области.
Наша продукция экспортируется в более чем 130 стран и регионов и широко используется в мировой горнодобывающей и строительной промышленности. Быть новаторским и совершенным — это наше постоянное стремление, а также наш источник энергии и гармонии.
Свяжитесь с нами
Сервис
. разницы между основными и движимыми активами | Бухгалтерия
Стационарное оборудование
Основное оборудование — это активы, которые обычно являются неотъемлемой частью здания и являются неотъемлемой частью его функций, хотя срок его службы может быть короче, чем у здания. Строительное оборудование, такое как отопление, вентиляция, кондиционирование, лифты, водопровод и спринклерные системы, также включено в категорию стационарного оборудования. В основном, объекты, которые являются автономными и не связаны с каким-либо конкретным отделом, но связаны со зданием в целом, считаются основными фондами.
В дополнение к активам внутри здания, здания, капитализированная земля, улучшения земель и некоторые строительные проекты также считаются основным оборудованием. Активы, находящиеся в процессе ремонта или строительства, капитализируются, если общая стоимость составляет 100 000 долларов США или 20% стоимости здания.
Движимое имущество
К движимым активам относятся предметы, которые не обязательно являются частью самого здания. Стоимость приобретения движимого имущества составляет 5000 долларов США или больше за единицу, и амортизация амортизируется ежемесячно в течение срока службы актива.
1. Маркировка
Металлическая бирка с логотипом Университета Дьюка прикрепляется к движимым активам. Тег отображает контрольный номер, который был создан во время создания актива в SAP. Этот тег используется для идентификации. Даже предметам, которые физически не могут нести металлическую бирку, есть присвоенный номер.
Plant Accounting начал делать цифровые снимки основного оборудования в 1997 году. Если вы хотите получить снимок актива, отправьте запрос по электронной почте в Plant Accounting.
2. Опись
Проведение инвентаризации основного оборудования жизненно важно для мониторинга и контроля основного оборудования системы здравоохранения Университета Дьюка и Университета Дьюка. Физическая инвентаризация проводится по каждому отделу для всех активов с удельной стоимостью 5000 долларов и выше. Инвентаризация оборудования осуществляется в постоянном цикле, причем следующей проводится инвентаризация самого старого оборудования. Инвентаризация оборудования должна проводиться не реже одного раза в два года в соответствии с разделом J, 12, e циркуляра A-21 OMB, в котором, в частности, говорится:
«Плата за использование или амортизацию должна подтверждаться соответствующими записями об имуществе, а инвентаризация должна проводиться не реже одного раза в два года, чтобы гарантировать, что активы существуют и пригодны для использования, используются и необходимы.”
Для поддержания цикла на сервере учета предприятия хранится контрольный журнал, в котором вехи обновляются по мере продвижения инвентаризации. Четыре основных этапа:
1. Начало инвентаризации
2. Перечисление активов для инвентаризации
3. Список утерян, отправленный инспектору по имуществу
4. Последнее письмо, отправленное инспектору по имуществу
Для получения дополнительной информации см. GAP 200.040, «Определения установок и оборудования, общие принципы и средства управления» или GAP 200.050, Капитализация заводов и оборудования. Для получения дополнительной информации об амортизации см. GAP 200.090, Амортизация заводов и оборудования.
. 1. Q: Какие виды продукции вы предлагаете?
A: Мы предоставили детали, которые в основном относятся к вашей заводской машине. Он варьируется от буровой штанги
, ковшей для экскаваторов и колесных погрузчиков, запасных частей для дробилок, деталей для строительной техники, латунных втулок
, запасных частей для конвейеров и грохотов, запасных частей для полезного оборудования, запасных частей для мельниц
, запасных частей для механической обработки и другие индивидуальные запчасти.
2. В: С какими материалами вы знакомы?
A: Мы знакомы с углеродистой сталью, легированной сталью, стандартными износостойкими пластинами, высокомарганцовистой сталью, высокохромистой сталью
, мартенситной сталью, чугуном и бронзой. Мы начали исследование технологии материалов керамических вставок
.
3. В: Каков максимальный одиночный груз, который можно забросить? Какая у вас производительность обработки
в день?
A: Единовременная отливка груза составляет 13 тонн.Производительность 80 тонн на
рабочих дня.
4. Q: Можно ли использовать отливки для литейной обработки?
A: Да, станок с ЧПУ может обрабатывать материал твердостью от HB200 до HRC62. Максимальная длина обработки
составляет 8 м, а максимальная ширина — 4 м.
5. В: Какую информацию мы должны предоставить вам, чтобы подтвердить заказ наших запчастей?
A: Работаем с техническими чертежами на любые нестандартные изделия.Если заказ направлен на стандартные детали,
, вам нужно только предоставить нам номер детали, чтобы мы могли определить детали заказа.
6. В: Можно ли посетить завод?
A: Да, вы можете посетить завод в рабочие дни, и наш отдел продаж будет рад вам помочь.
Можно сесть на высокоскоростной поезд от вокзала Шанхая до завода, и мы можем забрать вас
в аэропорту или на вокзале.
.
03030 : 1) Материал: высокомарганцовистая сталь: Mn13Cr2, Mn18Cr2 и т. Д .;
2) Использование: машинное оборудование для извлечения металлов, шахты, металлургия, химическая промышленность, цемент, нефть и т. Д.
3) Испытание качества продукции: высокочастотный инфракрасный анализатор углерода и серы, металлографический микроскоп, оборудование для испытания производительности машин, оборудование для испытания на твердость, оборудование для ультразвукового контроля
4) Простая установка: антиабразивный блок является полупостоянной деталью, который легко заменить.
Химический состав
Химический состав литейного материала с высоким содержанием марганца
Код Элем.
C
Mn
Si
Cr
Mo
P
S
ZGMn
0 1,45
11,0-14,0
0,30-1,0
—
—
≤0,09
≤0,04
11.0-14.0
0.30-1.0
—
—
≤0.09
≤0.04
ZG
0,9-1,35
11,0-14,0
0,30-0,8
—
—
≤0.09
≤0.04
G G 0.9-1,30
11,0-14,0
0,30-0,8
1,50-2,5
—
≤0,09
≤0,04
Z 32 0,75-1,30
11,0-14,0
0,30-1,0
—
0,90-1,2
≤0.09
63
≤0
900 Фотографии гильз щековой дробилки
.
Производственный процесс
Наш сервис
Опыт работы с нами по пробному заказу + 9000 лет 9000 лет попытка
2. Наша искренность стоит ваших попыток
Преимущество:
1. MOQ: Мы готовы удовлетворить любой спрос, большое или небольшое количество в соответствии с вашими потребностями
2.OEM: Мы можем изготовить по вашему чертежу.
3. Сервис: Мы относимся к вам как к нашему другу, на расстоянии всего одной мыши
4. Качество: У нас строгая система контроля качества.
Руководство по заказу
1. Запрос по вашему номеру чертежа
2. Подтвердите наличие чертежей под вашим номером
3. Чертежи будут сделаны, когда они недоступны
4. Подтвердите цену, направьте время, произведение искусства, срок оплаты и т. д.
5.Ценовое предложение на основе чертежей
6. Счет-фактура Performa отправлен
7. Авансовый платеж оплачен и высылается банковская квитанция
8. Производственный процесс
9. Доставка- TT остаток платежа до отгрузки. Оплата остатка на счету B / L Copy или L / C принимается. Сообщите номер отслеживания выраженных файлов.
10. Заказ завершен (только когда вы получите товар и останетесь им довольны)
11. Отзывы о качестве, сервисе, отзывы рынка и предложения.И мы можем добиться большего в нашем будущем сотрудничестве.
FAQ
1. Почему мы должны выбирать вас вместо других?
a) Наше присутствие на мировом рынке более 20 лет — Репутация стоит того, чтобы вы попробовали
b) У нас большой опыт в этой области — Опыт стоит того, чтобы вы попробовали
c) Мы строго придерживаемся принципов самообслуживания. Система проверки — качество, которое стоит попробовать
d) Кроме того, нам нужно ваше доверие от пробной суммы
2.Как мы определяем, достаточно ли у вас компонентов для наших запчастей?
A) Пока выбран материал, мы будем производить детали строго в соответствии с его диапазоном
B) У нас есть оборудование для проведения процентного тестирования компонентов, для наших долгосрочных деловых отношений мы
Мы сами реализуем строгие процедуры, позволяющие избавиться от беспокойства по этому поводу.
3. Примете ли вы заводскую инспекцию?
Да. Приглашаем вас посетить наш завод для вашего собственного осмотра.
. отливок передвижная и фиксированная плита челюсти в горных машинах разделяет
Называете ли вы их как отбойные брусья, молотки или ударные молотки, получение максимальной отдачи от ударной дробилки зависит от ударных штанг и вашей способности их правильно использовать.
В зависимости от того, что вы собираетесь дробить — асфальт, известняк или даже если вы перерабатываете бетон — имеет значение тип ударной балки, которую вы используете. На замену ударных ударных у вас может уйти целый день, но вы можете сэкономить время и деньги, зная, какие ударные дуги лучше всего подходят для каждой работы.
Хотя ударные стержни могут выглядеть одинаково, металлургия всегда разделяет каждый из четырех основных типов ударных стержней. Каждая ударная штанга, от высокохромистой до гибридной, имеет определенное назначение, которое необходимо выбирать на основе множества различных переменных, таких как размер загрузки, геология и тоннаж.
Независимо от того, что вы хотите раздавить, один из этих типов ударных брусков должен соответствовать вашим потребностям.
Отливки Подвижная и неподвижная пластина губок в деталях горнодобывающего оборудования
тип Ударная дробилка сертификат Сертификат BV Материал хром с высоким содержанием хрома использование добыча руды тип машины дробилка обработка тип термическая обработка отжиг , закалка, отпуск применение цементный завод, карьер, электростанции, горнодобывающая промышленность химический контроль спектрометр тестирование твердость, дефектоскоп
Мы являемся профессиональным поставщиком горнодобывающего дробильного оборудования и промышленных мельниц, и у нас есть независимые права на импорт и экспорт.
До сих пор мы сформировали целую производственную цепочку с основными продуктами, такими как дробильное и шлифовальное оборудование, и вспомогательными продуктами, такими как вибрационные грохоты, вибропитатели и другое сопутствующее оборудование.
Наша продукция охватывает более 20 моделей трех основных серий: серии мельниц, серии дробления и серии песка. Передовые технологии, высокая надежность, низкие затраты на эксплуатацию и техническое обслуживание позволили нашей продукции занять лидирующие позиции в этой области.
Наша продукция экспортируется в более чем 130 стран и регионов и широко используется в мировой горнодобывающей и строительной промышленности. Быть новаторским и совершенным — это наше постоянное стремление, а также наш источник энергии и гармонии.
Свяжитесь с нами
Сервис
. разницы между основными и движимыми активами | Бухгалтерия
Стационарное оборудование
Основное оборудование — это активы, которые обычно являются неотъемлемой частью здания и являются неотъемлемой частью его функций, хотя срок его службы может быть короче, чем у здания. Строительное оборудование, такое как отопление, вентиляция, кондиционирование, лифты, водопровод и спринклерные системы, также включено в категорию стационарного оборудования. В основном, объекты, которые являются автономными и не связаны с каким-либо конкретным отделом, но связаны со зданием в целом, считаются основными фондами.
В дополнение к активам внутри здания, здания, капитализированная земля, улучшения земель и некоторые строительные проекты также считаются основным оборудованием. Активы, находящиеся в процессе ремонта или строительства, капитализируются, если общая стоимость составляет 100 000 долларов США или 20% стоимости здания.
Движимое имущество
К движимым активам относятся предметы, которые не обязательно являются частью самого здания. Стоимость приобретения движимого имущества составляет 5000 долларов США или больше за единицу, и амортизация амортизируется ежемесячно в течение срока службы актива.
1. Маркировка
Металлическая бирка с логотипом Университета Дьюка прикрепляется к движимым активам. Тег отображает контрольный номер, который был создан во время создания актива в SAP. Этот тег используется для идентификации. Даже предметам, которые физически не могут нести металлическую бирку, есть присвоенный номер.
Plant Accounting начал делать цифровые снимки основного оборудования в 1997 году. Если вы хотите получить снимок актива, отправьте запрос по электронной почте в Plant Accounting.
2. Опись
Проведение инвентаризации основного оборудования жизненно важно для мониторинга и контроля основного оборудования системы здравоохранения Университета Дьюка и Университета Дьюка. Физическая инвентаризация проводится по каждому отделу для всех активов с удельной стоимостью 5000 долларов и выше. Инвентаризация оборудования осуществляется в постоянном цикле, причем следующей проводится инвентаризация самого старого оборудования. Инвентаризация оборудования должна проводиться не реже одного раза в два года в соответствии с разделом J, 12, e циркуляра A-21 OMB, в котором, в частности, говорится:
«Плата за использование или амортизацию должна подтверждаться соответствующими записями об имуществе, а инвентаризация должна проводиться не реже одного раза в два года, чтобы гарантировать, что активы существуют и пригодны для использования, используются и необходимы.”
Для поддержания цикла на сервере учета предприятия хранится контрольный журнал, в котором вехи обновляются по мере продвижения инвентаризации. Четыре основных этапа:
1. Начало инвентаризации
2. Перечисление активов для инвентаризации
3. Список утерян, отправленный инспектору по имуществу
4. Последнее письмо, отправленное инспектору по имуществу
Для получения дополнительной информации см. GAP 200.040, «Определения установок и оборудования, общие принципы и средства управления» или GAP 200.050, Капитализация заводов и оборудования. Для получения дополнительной информации об амортизации см. GAP 200.090, Амортизация заводов и оборудования.
. 1. Q: Какие виды продукции вы предлагаете?
A: Мы предоставили детали, которые в основном относятся к вашей заводской машине. Он варьируется от буровой штанги
, ковшей для экскаваторов и колесных погрузчиков, запасных частей для дробилок, деталей для строительной техники, латунных втулок
, запасных частей для конвейеров и грохотов, запасных частей для полезного оборудования, запасных частей для мельниц
, запасных частей для механической обработки и другие индивидуальные запчасти.
2. В: С какими материалами вы знакомы?
A: Мы знакомы с углеродистой сталью, легированной сталью, стандартными износостойкими пластинами, высокомарганцовистой сталью, высокохромистой сталью
, мартенситной сталью, чугуном и бронзой. Мы начали исследование технологии материалов керамических вставок
.
3. В: Каков максимальный одиночный груз, который можно забросить? Какая у вас производительность обработки
в день?
A: Единовременная отливка груза составляет 13 тонн.Производительность 80 тонн на
рабочих дня.
4. Q: Можно ли использовать отливки для литейной обработки?
A: Да, станок с ЧПУ может обрабатывать материал твердостью от HB200 до HRC62. Максимальная длина обработки
составляет 8 м, а максимальная ширина — 4 м.
5. В: Какую информацию мы должны предоставить вам, чтобы подтвердить заказ наших запчастей?
A: Работаем с техническими чертежами на любые нестандартные изделия.Если заказ направлен на стандартные детали,
, вам нужно только предоставить нам номер детали, чтобы мы могли определить детали заказа.
6. В: Можно ли посетить завод?
A: Да, вы можете посетить завод в рабочие дни, и наш отдел продаж будет рад вам помочь.
Можно сесть на высокоскоростной поезд от вокзала Шанхая до завода, и мы можем забрать вас
в аэропорту или на вокзале.
.
0 : 1) Материал: высокомарганцовистая сталь: Mn13Cr2, Mn18Cr2 и т. Д .;
2) Использование: машинное оборудование для извлечения металлов, шахты, металлургия, химическая промышленность, цемент, нефть и т. Д.
3) Испытание качества продукции: высокочастотный инфракрасный анализатор углерода и серы, металлографический микроскоп, оборудование для испытания производительности машин, оборудование для испытания на твердость, оборудование для ультразвукового контроля
4) Простая установка: антиабразивный блок является полупостоянной деталью, который легко заменить.
Химический состав
Химический состав литейного материала с высоким содержанием марганца
Код Элем.
C
Mn
Si
Cr
Mo
P
S
ZGMn
0 1,45
11,0-14,0
0,30-1,0
—
—
≤0,09
≤0,04
11.0-14.0
0.30-1.0
—
—
≤0.09
≤0.04
ZG
0,9-1,35
11,0-14,0
0,30-0,8
—
—
≤0.09
≤0.04
G G 0.9-1,30
11,0-14,0
0,30-0,8
1,50-2,5
—
≤0,09
≤0,04
Z 32 0,75-1,30
11,0-14,0
0,30-1,0
—
0,90-1,2
≤0.09
63
≤0
900 Фотографии гильз щековой дробилки
.
Производственный процесс
Наш сервис
Опыт работы с нами по пробному заказу + 9000 лет 9000 лет попытка
2. Наша искренность стоит ваших попыток
Преимущество:
1. MOQ: Мы готовы удовлетворить любой спрос, большое или небольшое количество в соответствии с вашими потребностями
2.OEM: Мы можем изготовить по вашему чертежу.
3. Сервис: Мы относимся к вам как к нашему другу, на расстоянии всего одной мыши
4. Качество: У нас строгая система контроля качества.
Руководство по заказу
1. Запрос по вашему номеру чертежа
2. Подтвердите наличие чертежей под вашим номером
3. Чертежи будут сделаны, когда они недоступны
4. Подтвердите цену, направьте время, произведение искусства, срок оплаты и т. д.
5.Ценовое предложение на основе чертежей
6. Счет-фактура Performa отправлен
7. Авансовый платеж оплачен и высылается банковская квитанция
8. Производственный процесс
9. Доставка- TT остаток платежа до отгрузки. Оплата остатка на счету B / L Copy или L / C принимается. Сообщите номер отслеживания выраженных файлов.
10. Заказ завершен (только когда вы получите товар и останетесь им довольны)
11. Отзывы о качестве, сервисе, отзывы рынка и предложения.И мы можем добиться большего в нашем будущем сотрудничестве.
FAQ
1. Почему мы должны выбирать вас вместо других?
a) Наше присутствие на мировом рынке более 20 лет — Репутация стоит того, чтобы вы попробовали
b) У нас большой опыт в этой области — Опыт стоит того, чтобы вы попробовали
c) Мы строго придерживаемся принципов самообслуживания. Система проверки — качество, которое стоит попробовать
d) Кроме того, нам нужно ваше доверие от пробной суммы
2.Как мы определяем, достаточно ли у вас компонентов для наших запчастей?
A) Пока выбран материал, мы будем производить детали строго в соответствии с его диапазоном
B) У нас есть оборудование для проведения процентного тестирования компонентов, для наших долгосрочных деловых отношений мы
Мы сами реализуем строгие процедуры, позволяющие избавиться от беспокойства по этому поводу.
3. Примете ли вы заводскую инспекцию?
Да. Приглашаем вас посетить наш завод для вашего собственного осмотра.
. отливок передвижная и фиксированная плита челюсти в горных машинах разделяет
Называете ли вы их как отбойные брусья, молотки или ударные молотки, получение максимальной отдачи от ударной дробилки зависит от ударных штанг и вашей способности их правильно использовать.
В зависимости от того, что вы собираетесь дробить — асфальт, известняк или даже если вы перерабатываете бетон — имеет значение тип ударной балки, которую вы используете. На замену ударных ударных у вас может уйти целый день, но вы можете сэкономить время и деньги, зная, какие ударные дуги лучше всего подходят для каждой работы.
Хотя ударные стержни могут выглядеть одинаково, металлургия всегда разделяет каждый из четырех основных типов ударных стержней. Каждая ударная штанга, от высокохромистой до гибридной, имеет определенное назначение, которое необходимо выбирать на основе множества различных переменных, таких как размер загрузки, геология и тоннаж.
Независимо от того, что вы хотите раздавить, один из этих типов ударных брусков должен соответствовать вашим потребностям.
Отливки Подвижная и неподвижная пластина губок в деталях горнодобывающего оборудования
тип Ударная дробилка сертификат Сертификат BV Материал хром с высоким содержанием хрома использование добыча руды тип машины дробилка обработка тип термическая обработка отжиг , закалка, отпуск применение цементный завод, карьер, электростанции, горнодобывающая промышленность химический контроль спектрометр тестирование твердость, дефектоскоп
Мы являемся профессиональным поставщиком горнодобывающего дробильного оборудования и промышленных мельниц, и у нас есть независимые права на импорт и экспорт.
До сих пор мы сформировали целую производственную цепочку с основными продуктами, такими как дробильное и шлифовальное оборудование, и вспомогательными продуктами, такими как вибрационные грохоты, вибропитатели и другое сопутствующее оборудование.
Наша продукция охватывает более 20 моделей трех основных серий: серии мельниц, серии дробления и серии песка. Передовые технологии, высокая надежность, низкие затраты на эксплуатацию и техническое обслуживание позволили нашей продукции занять лидирующие позиции в этой области.
Наша продукция экспортируется в более чем 130 стран и регионов и широко используется в мировой горнодобывающей и строительной промышленности. Быть новаторским и совершенным — это наше постоянное стремление, а также наш источник энергии и гармонии.
Свяжитесь с нами
Сервис
. разницы между основными и движимыми активами | Бухгалтерия
Стационарное оборудование
Основное оборудование — это активы, которые обычно являются неотъемлемой частью здания и являются неотъемлемой частью его функций, хотя срок его службы может быть короче, чем у здания. Строительное оборудование, такое как отопление, вентиляция, кондиционирование, лифты, водопровод и спринклерные системы, также включено в категорию стационарного оборудования. В основном, объекты, которые являются автономными и не связаны с каким-либо конкретным отделом, но связаны со зданием в целом, считаются основными фондами.
В дополнение к активам внутри здания, здания, капитализированная земля, улучшения земель и некоторые строительные проекты также считаются основным оборудованием. Активы, находящиеся в процессе ремонта или строительства, капитализируются, если общая стоимость составляет 100 000 долларов США или 20% стоимости здания.
Движимое имущество
К движимым активам относятся предметы, которые не обязательно являются частью самого здания. Стоимость приобретения движимого имущества составляет 5000 долларов США или больше за единицу, и амортизация амортизируется ежемесячно в течение срока службы актива.
1. Маркировка
Металлическая бирка с логотипом Университета Дьюка прикрепляется к движимым активам. Тег отображает контрольный номер, который был создан во время создания актива в SAP. Этот тег используется для идентификации. Даже предметам, которые физически не могут нести металлическую бирку, есть присвоенный номер.
Plant Accounting начал делать цифровые снимки основного оборудования в 1997 году. Если вы хотите получить снимок актива, отправьте запрос по электронной почте в Plant Accounting.
2. Опись
Проведение инвентаризации основного оборудования жизненно важно для мониторинга и контроля основного оборудования системы здравоохранения Университета Дьюка и Университета Дьюка. Физическая инвентаризация проводится по каждому отделу для всех активов с удельной стоимостью 5000 долларов и выше. Инвентаризация оборудования осуществляется в постоянном цикле, причем следующей проводится инвентаризация самого старого оборудования. Инвентаризация оборудования должна проводиться не реже одного раза в два года в соответствии с разделом J, 12, e циркуляра A-21 OMB, в котором, в частности, говорится:
«Плата за использование или амортизацию должна подтверждаться соответствующими записями об имуществе, а инвентаризация должна проводиться не реже одного раза в два года, чтобы гарантировать, что активы существуют и пригодны для использования, используются и необходимы.”
Для поддержания цикла на сервере учета предприятия хранится контрольный журнал, в котором вехи обновляются по мере продвижения инвентаризации. Четыре основных этапа:
1. Начало инвентаризации
2. Перечисление активов для инвентаризации
3. Список утерян, отправленный инспектору по имуществу
4. Последнее письмо, отправленное инспектору по имуществу
Для получения дополнительной информации см. GAP 200.040, «Определения установок и оборудования, общие принципы и средства управления» или GAP 200.050, Капитализация заводов и оборудования. Для получения дополнительной информации об амортизации см. GAP 200.090, Амортизация заводов и оборудования.
. 1. Q: Какие виды продукции вы предлагаете?
A: Мы предоставили детали, которые в основном относятся к вашей заводской машине. Он варьируется от буровой штанги
, ковшей для экскаваторов и колесных погрузчиков, запасных частей для дробилок, деталей для строительной техники, латунных втулок
, запасных частей для конвейеров и грохотов, запасных частей для полезного оборудования, запасных частей для мельниц
, запасных частей для механической обработки и другие индивидуальные запчасти.
2. В: С какими материалами вы знакомы?
A: Мы знакомы с углеродистой сталью, легированной сталью, стандартными износостойкими пластинами, высокомарганцовистой сталью, высокохромистой сталью
, мартенситной сталью, чугуном и бронзой. Мы начали исследование технологии материалов керамических вставок
.
3. В: Каков максимальный одиночный груз, который можно забросить? Какая у вас производительность обработки
в день?
A: Единовременная отливка груза составляет 13 тонн.Производительность 80 тонн на
рабочих дня.
4. Q: Можно ли использовать отливки для литейной обработки?
A: Да, станок с ЧПУ может обрабатывать материал твердостью от HB200 до HRC62. Максимальная длина обработки
составляет 8 м, а максимальная ширина — 4 м.
5. В: Какую информацию мы должны предоставить вам, чтобы подтвердить заказ наших запчастей?
A: Работаем с техническими чертежами на любые нестандартные изделия.Если заказ направлен на стандартные детали,
, вам нужно только предоставить нам номер детали, чтобы мы могли определить детали заказа.
6. В: Можно ли посетить завод?
A: Да, вы можете посетить завод в рабочие дни, и наш отдел продаж будет рад вам помочь.
Можно сесть на высокоскоростной поезд от вокзала Шанхая до завода, и мы можем забрать вас
в аэропорту или на вокзале.
.
Химический состав литейного материала с высоким содержанием марганца
Код Элем.
C
Mn
Si
Cr
Mo
P
S
ZGMn
0 1,45
11,0-14,0
0,30-1,0
—
—
≤0,09
≤0,04
11.0-14.0
0.30-1.0
—
—
≤0.09
≤0.04
ZG
0,9-1,35
11,0-14,0
0,30-0,8
—
—
≤0.09
≤0.04
0.9-1,30
11,0-14,0
0,30-0,8
1,50-2,5
—
≤0,09
≤0,04
0,75-1,30
11,0-14,0
0,30-1,0
—
0,90-1,2
≤0.09
63
≤0
900Фотографии гильз щековой дробилки
.
Производственный процесс
Наш сервис
Опыт работы с нами по пробному заказу + 9000 лет 9000 лет попытка
2. Наша искренность стоит ваших попыток
Преимущество:
1. MOQ: Мы готовы удовлетворить любой спрос, большое или небольшое количество в соответствии с вашими потребностями
2.OEM: Мы можем изготовить по вашему чертежу.
3. Сервис: Мы относимся к вам как к нашему другу, на расстоянии всего одной мыши
4. Качество: У нас строгая система контроля качества.
Руководство по заказу
1. Запрос по вашему номеру чертежа
2. Подтвердите наличие чертежей под вашим номером
3. Чертежи будут сделаны, когда они недоступны
4. Подтвердите цену, направьте время, произведение искусства, срок оплаты и т. д.
5.Ценовое предложение на основе чертежей
6. Счет-фактура Performa отправлен
7. Авансовый платеж оплачен и высылается банковская квитанция
8. Производственный процесс
9. Доставка- TT остаток платежа до отгрузки. Оплата остатка на счету B / L Copy или L / C принимается. Сообщите номер отслеживания выраженных файлов.
10. Заказ завершен (только когда вы получите товар и останетесь им довольны)
11. Отзывы о качестве, сервисе, отзывы рынка и предложения.И мы можем добиться большего в нашем будущем сотрудничестве.
FAQ
1. Почему мы должны выбирать вас вместо других?
a) Наше присутствие на мировом рынке более 20 лет — Репутация стоит того, чтобы вы попробовали
b) У нас большой опыт в этой области — Опыт стоит того, чтобы вы попробовали
c) Мы строго придерживаемся принципов самообслуживания. Система проверки — качество, которое стоит попробовать
d) Кроме того, нам нужно ваше доверие от пробной суммы
2.Как мы определяем, достаточно ли у вас компонентов для наших запчастей?
A) Пока выбран материал, мы будем производить детали строго в соответствии с его диапазоном
B) У нас есть оборудование для проведения процентного тестирования компонентов, для наших долгосрочных деловых отношений мы
Мы сами реализуем строгие процедуры, позволяющие избавиться от беспокойства по этому поводу.
3. Примете ли вы заводскую инспекцию?
Да. Приглашаем вас посетить наш завод для вашего собственного осмотра.
.отливок передвижная и фиксированная плита челюсти в горных машинах разделяет
Называете ли вы их как отбойные брусья, молотки или ударные молотки, получение максимальной отдачи от ударной дробилки зависит от ударных штанг и вашей способности их правильно использовать.
В зависимости от того, что вы собираетесь дробить — асфальт, известняк или даже если вы перерабатываете бетон — имеет значение тип ударной балки, которую вы используете. На замену ударных ударных у вас может уйти целый день, но вы можете сэкономить время и деньги, зная, какие ударные дуги лучше всего подходят для каждой работы.
Хотя ударные стержни могут выглядеть одинаково, металлургия всегда разделяет каждый из четырех основных типов ударных стержней. Каждая ударная штанга, от высокохромистой до гибридной, имеет определенное назначение, которое необходимо выбирать на основе множества различных переменных, таких как размер загрузки, геология и тоннаж.
Независимо от того, что вы хотите раздавить, один из этих типов ударных брусков должен соответствовать вашим потребностям.
Отливки Подвижная и неподвижная пластина губок в деталях горнодобывающего оборудования
| тип | Ударная дробилка |
| сертификат | Сертификат BV |
| Материал | хром с высоким содержанием хрома |
| использование | добыча руды |
| тип машины | дробилка |
| обработка | тип |
| термическая обработка | отжиг , закалка, отпуск |
| применение | цементный завод, карьер, электростанции, горнодобывающая промышленность |
| химический контроль | спектрометр |
| тестирование | твердость, дефектоскоп |
Мы являемся профессиональным поставщиком горнодобывающего дробильного оборудования и промышленных мельниц, и у нас есть независимые права на импорт и экспорт.
До сих пор мы сформировали целую производственную цепочку с основными продуктами, такими как дробильное и шлифовальное оборудование, и вспомогательными продуктами, такими как вибрационные грохоты, вибропитатели и другое сопутствующее оборудование.
Наша продукция охватывает более 20 моделей трех основных серий: серии мельниц, серии дробления и серии песка. Передовые технологии, высокая надежность, низкие затраты на эксплуатацию и техническое обслуживание позволили нашей продукции занять лидирующие позиции в этой области.
Наша продукция экспортируется в более чем 130 стран и регионов и широко используется в мировой горнодобывающей и строительной промышленности. Быть новаторским и совершенным — это наше постоянное стремление, а также наш источник энергии и гармонии.
Свяжитесь с нами
Сервис
.разницы между основными и движимыми активами | Бухгалтерия
Стационарное оборудование
Основное оборудование — это активы, которые обычно являются неотъемлемой частью здания и являются неотъемлемой частью его функций, хотя срок его службы может быть короче, чем у здания. Строительное оборудование, такое как отопление, вентиляция, кондиционирование, лифты, водопровод и спринклерные системы, также включено в категорию стационарного оборудования. В основном, объекты, которые являются автономными и не связаны с каким-либо конкретным отделом, но связаны со зданием в целом, считаются основными фондами.
В дополнение к активам внутри здания, здания, капитализированная земля, улучшения земель и некоторые строительные проекты также считаются основным оборудованием. Активы, находящиеся в процессе ремонта или строительства, капитализируются, если общая стоимость составляет 100 000 долларов США или 20% стоимости здания.
Движимое имущество
К движимым активам относятся предметы, которые не обязательно являются частью самого здания. Стоимость приобретения движимого имущества составляет 5000 долларов США или больше за единицу, и амортизация амортизируется ежемесячно в течение срока службы актива.
1. Маркировка
Металлическая бирка с логотипом Университета Дьюка прикрепляется к движимым активам. Тег отображает контрольный номер, который был создан во время создания актива в SAP. Этот тег используется для идентификации. Даже предметам, которые физически не могут нести металлическую бирку, есть присвоенный номер.
Plant Accounting начал делать цифровые снимки основного оборудования в 1997 году. Если вы хотите получить снимок актива, отправьте запрос по электронной почте в Plant Accounting.
2. Опись
Проведение инвентаризации основного оборудования жизненно важно для мониторинга и контроля основного оборудования системы здравоохранения Университета Дьюка и Университета Дьюка. Физическая инвентаризация проводится по каждому отделу для всех активов с удельной стоимостью 5000 долларов и выше. Инвентаризация оборудования осуществляется в постоянном цикле, причем следующей проводится инвентаризация самого старого оборудования. Инвентаризация оборудования должна проводиться не реже одного раза в два года в соответствии с разделом J, 12, e циркуляра A-21 OMB, в котором, в частности, говорится:
| «Плата за использование или амортизацию должна подтверждаться соответствующими записями об имуществе, а инвентаризация должна проводиться не реже одного раза в два года, чтобы гарантировать, что активы существуют и пригодны для использования, используются и необходимы.” |
Для поддержания цикла на сервере учета предприятия хранится контрольный журнал, в котором вехи обновляются по мере продвижения инвентаризации. Четыре основных этапа:
1. Начало инвентаризации
2. Перечисление активов для инвентаризации
3. Список утерян, отправленный инспектору по имуществу
4. Последнее письмо, отправленное инспектору по имуществу
Для получения дополнительной информации см. GAP 200.040, «Определения установок и оборудования, общие принципы и средства управления» или GAP 200.050, Капитализация заводов и оборудования. Для получения дополнительной информации об амортизации см. GAP 200.090, Амортизация заводов и оборудования.
.1. Q: Какие виды продукции вы предлагаете?
A: Мы предоставили детали, которые в основном относятся к вашей заводской машине. Он варьируется от буровой штанги
, ковшей для экскаваторов и колесных погрузчиков, запасных частей для дробилок, деталей для строительной техники, латунных втулок
, запасных частей для конвейеров и грохотов, запасных частей для полезного оборудования, запасных частей для мельниц
, запасных частей для механической обработки и другие индивидуальные запчасти.
2. В: С какими материалами вы знакомы?
A: Мы знакомы с углеродистой сталью, легированной сталью, стандартными износостойкими пластинами, высокомарганцовистой сталью, высокохромистой сталью
, мартенситной сталью, чугуном и бронзой. Мы начали исследование технологии материалов керамических вставок
.
3. В: Каков максимальный одиночный груз, который можно забросить? Какая у вас производительность обработки
в день?
A: Единовременная отливка груза составляет 13 тонн.Производительность 80 тонн на
рабочих дня.
4. Q: Можно ли использовать отливки для литейной обработки?
A: Да, станок с ЧПУ может обрабатывать материал твердостью от HB200 до HRC62. Максимальная длина обработки
составляет 8 м, а максимальная ширина — 4 м.
5. В: Какую информацию мы должны предоставить вам, чтобы подтвердить заказ наших запчастей?
A: Работаем с техническими чертежами на любые нестандартные изделия.Если заказ направлен на стандартные детали,
, вам нужно только предоставить нам номер детали, чтобы мы могли определить детали заказа.
6. В: Можно ли посетить завод?
A: Да, вы можете посетить завод в рабочие дни, и наш отдел продаж будет рад вам помочь.
Можно сесть на высокоскоростной поезд от вокзала Шанхая до завода, и мы можем забрать вас
в аэропорту или на вокзале.
.